 English
English Indonesia
Indonesia
Pengantar untuk memasukkan overmolding
Dalam lanskap luas manufaktur modern, kemampuan untuk mengintegrasikan beragam bahan ke dalam satu komponen berkinerja tinggi adalah keuntungan kritis. Metode perakitan tradisional sering melibatkan banyak langkah, pengencang, dan perekat, yang mengarah pada peningkatan kompleksitas, biaya yang lebih tinggi, dan titik kegagalan potensial. Di sinilah memasukkan overmolding muncul sebagai solusi transformatif, menawarkan jalur yang ramping dan efisien untuk menciptakan bagian multi-bahan yang canggih.
Apakah Anda seorang insinyur yang merancang generasi perangkat medis berikutnya, seorang perancang otomotif yang mencari estetika dan fungsionalitas yang ditingkatkan, atau pengembang produk yang bertujuan untuk daya tahan yang lebih besar dalam barang -barang konsumen, memahami masukkan overmolding adalah yang terpenting.
Apa itu masukkan overmolding?
Pada intinya, masukkan overmolding adalah proses cetakan injeksi khusus di mana komponen yang telah dibentuk sebelumnya, yang dikenal sebagai "sisipan," ditempatkan ke dalam rongga cetakan, dan kemudian bahan termoplastik atau termoset cair disuntikkan, di sekitar, atau melalui itu. Sisipan menjadi bagian integral dari produk cetakan akhir, menciptakan unit kohesif tunggal dengan sifat atau fungsionalitas yang ditingkatkan.
Anggap saja sebagai menanamkan satu bahan di dalam yang lain untuk mencapai efek sinergis. Sisipan, sering terbuat dari logam, plastik yang berbeda, keramik, atau bahkan komponen elektronik, memberikan karakteristik spesifik seperti kekuatan, konduktivitas listrik, atau nuansa taktil, sedangkan bahan overmolded biasanya menawarkan sifat -sifat seperti ergonomi, kemampuan penyegelan, isolasi, atau estetika. Hasilnya adalah komponen hibrida yang memanfaatkan atribut terbaik dari kedua bahan, sering melampaui apa yang bisa dicapai dengan kedua bahan saja.
Manfaat memasukkan overmolding
Adopsi strategis masukkan overmolding menawarkan banyak keunggulan menarik yang mendorong penggunaannya yang luas di berbagai industri:
Kinerja dan fungsionalitas bagian yang ditingkatkan: Dengan menggabungkan bahan dengan sifat yang berbeda (mis., Logam kaku untuk kekuatan, plastik lunak untuk pegangan), overmolding memungkinkan untuk pembuatan bagian dengan karakteristik mekanik, listrik, termal, atau estetika yang superior.
Bagian Konsolidasi dan berkurangnya perakitan: Overmolding menghilangkan kebutuhan untuk langkah perakitan terpisah, pengencang (sekrup, paku keling), atau perekat, secara signifikan merampingkan proses manufaktur, mengurangi biaya tenaga kerja, dan meminimalkan inventaris.
Peningkatan estetika dan ergonomi: Overmold yang lembut dapat memberikan genggaman yang nyaman, peredam getaran, dan hasil akhir yang menarik, meningkatkan pengalaman pengguna dan daya tarik produk. Kombinasi warna juga mudah dicapai.
Peningkatan daya tahan dan keandalan: Ikatan intim antara sisipan dan bahan overmolded sering menghasilkan bagian yang lebih kuat dan andal, mengurangi kemungkinan melonggarkan, berderak, atau keausan prematur dibandingkan dengan komponen yang dirakit.
Pengurangan Biaya: Sementara biaya perkakas awal bisa lebih tinggi, penghematan jangka panjang dari berkurangnya waktu perakitan, lebih sedikit komponen untuk dikelola, dan tingkat memo yang lebih rendah sering kali mengarah pada efisiensi biaya keseluruhan yang signifikan.
Fleksibilitas Desain: Overmolding memberdayakan desainer untuk membuat geometri yang kompleks dan mengintegrasikan fitur yang akan menantang atau tidak mungkin dengan cetakan bahan tunggal atau perakitan tradisional. Ini memungkinkan untuk penciptaan segel hermetis, sirkuit terintegrasi, dan koneksi mekanis yang kuat.
Aplikasi memasukkan overmolding

Fleksibilitas masukkan overmolding telah membuatnya menjadi proses yang sangat diperlukan di hampir setiap sektor manufaktur modern. Kemampuannya untuk membuat komponen multi-fungsional dan berkinerja tinggi berarti Anda menemukan bagian yang overmolded dalam item sehari-hari yang tak terhitung jumlahnya. Sementara kami akan mengeksplorasi ini secara lebih rinci nanti, beberapa contoh penting meliputi:
Industri otomotif: Kenop shift gear, komponen trim interior, rumah sensor, harness kawat, elemen roda kemudi, dan banyak aplikasi di bawah-tempat-tempat di mana sisipan logam memerlukan lapisan plastik pelindung atau isolasi.
Alat kesehatan: Pegangan instrumen bedah, komponen peralatan diagnostik, konektor tubing medis, dan perangkat yang dapat dipakai yang memerlukan bahan biokompatibel yang dikombinasikan dengan struktur kaku.
Produk Konsumen: Pegangan sikat gigi listrik, genggaman alat listrik, pegangan peralatan dapur, selungkup perangkat elektronik (mis., Kontrol jarak jauh, perangkat rumah pintar), dan produk perawatan pribadi di mana sentuhan sentuh lembut atau estetika diinginkan.
Komponen Industri: Gasket dan segel, impeler, kurung, kenop kontrol, konektor listrik, dan komponen yang membutuhkan isolasi getaran atau ketahanan kimia di lingkungan yang keras.
Proses masukkan overmolding
Memahami manfaat teoritis dari memasukkan overmolding adalah satu hal; Memahami langkah -langkah praktis yang terlibat adalah hal lain. Prosesnya, meskipun secara konseptual langsung, membutuhkan presisi, peralatan khusus, dan pertimbangan yang cermat dari beberapa variabel untuk mencapai hasil yang sukses dan berkualitas tinggi.
Panduan langkah demi langkah untuk proses overmolding
Sementara variasi ada berdasarkan kompleksitas bagian dan volume produksi, proses overmolding insert inti umumnya mengikuti tahap -tahap utama ini:
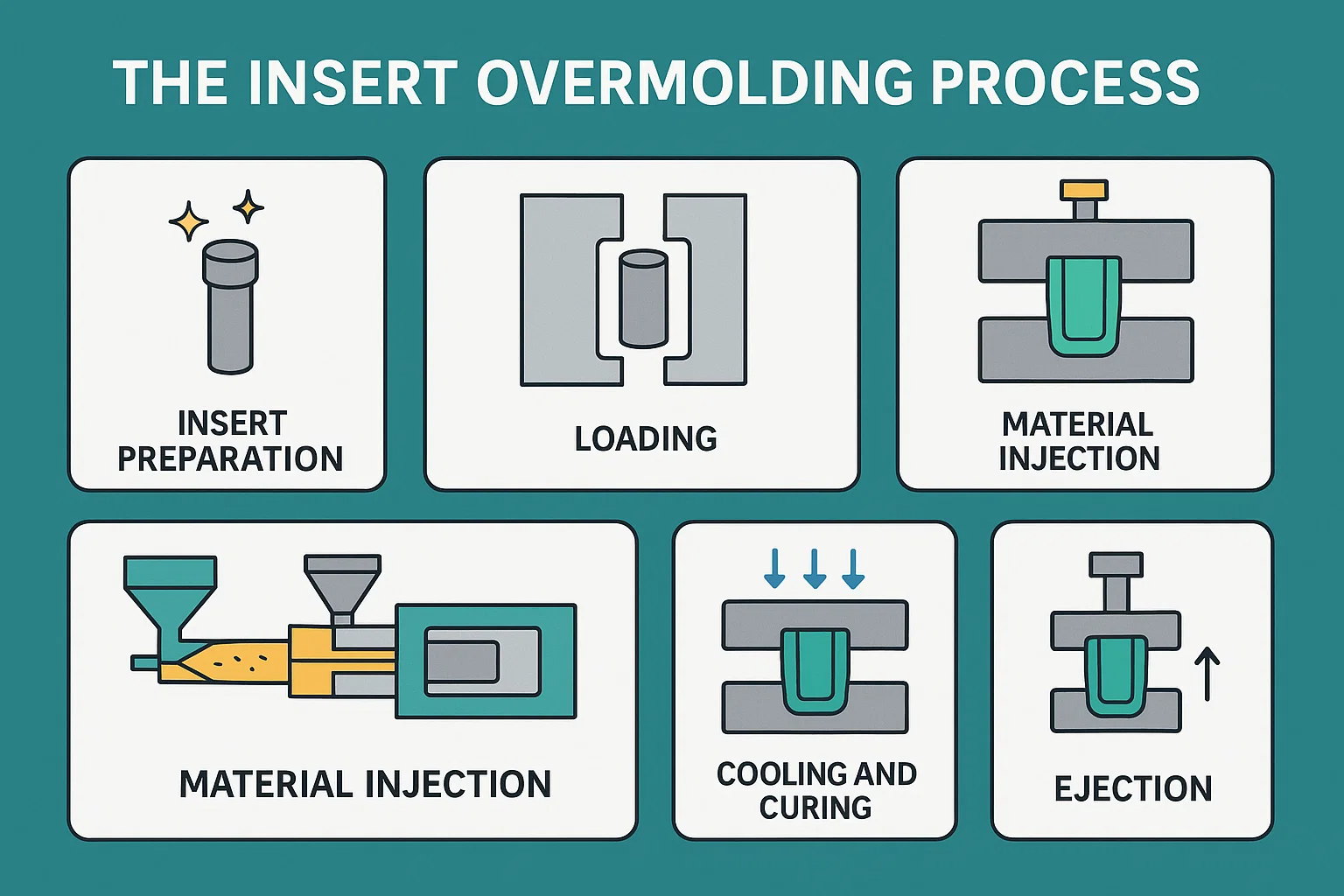
Masukkan persiapan:
Pembersihan: Sisipan harus dibersihkan dengan cermat untuk menghilangkan kontaminan (minyak, debu, oksida) yang dapat menghambat adhesi dengan bahan overmolding. Ini mungkin melibatkan degreasing, pembersihan ultrasonik, atau teknik persiapan permukaan lainnya.
Pra-perawatan (opsional tetapi direkomendasikan): Bergantung pada kombinasi material dan kekuatan ikatan yang diinginkan, permukaan sisipan dapat menjalani pra-perawatan. Ini dapat mencakup pengobatan plasma, perawatan nyala, abrasi mekanis, atau penerapan promotor primer/perekat untuk meningkatkan ikatan kimia atau mekanik.
Memuat: Sisipan yang disiapkan kemudian dimuat secara tepat ke dalam rongga cetakan. Ini dapat dilakukan secara manual oleh operator, secara robot untuk produksi volume tinggi, atau melalui sistem pick-and-place otomatis. Rongga cetakan dirancang dengan fitur untuk menahan sisipan dengan aman selama injeksi.
Penutupan cetakan:
Setelah sisipan diposisikan dengan benar, cetakan injeksi ditutup dan klem tertutup di bawah tekanan tinggi. Ini memastikan bahwa bagian cetakan disegel dengan ketat, mencegah kebocoran material dan mempertahankan dimensi bagian.
Injeksi material:
Plastik cair (termoplastik atau termoset) disuntikkan di bawah tekanan tinggi ke dalam rongga cetakan, mengalir di sekitar dan merangkum sisipan. Parameter injeksi (suhu, tekanan, kecepatan) dikontrol dengan cermat untuk memastikan isian lengkap, ikatan yang tepat, dan tegangan minimal pada sisipan. Bahan mengalir ke ruang antara sisipan dan dinding rongga cetakan.
Pendinginan dan Curing:
Untuk termoplastik, bahan cair mendingin dan menguatkan di dalam rongga cetakan. Cetakan seringkali dikendalikan suhu untuk memfasilitasi pendinginan yang seragam dan mencegah tekanan warping atau internal.
Untuk termoset, bahan mengalami reaksi kimia (curing) di dalam rongga cetakan yang dipanaskan, ikatan silang untuk membentuk struktur yang kaku dan tidak dapat diubah.
Penyemburan:
Setelah bagian overmolded cukup dingin (atau disembuhkan dalam kasus termoset), cetakan terbuka. Pin ejector biasanya mendorong bagian yang sudah jadi keluar dari rongga cetakan. Perawatan harus diambil untuk memastikan bagian dikeluarkan tanpa kerusakan, terutama jika sisipan itu sendiri halus.
Pasca-pemrosesan (opsional):
Bergantung pada persyaratan bagian, pasca pemrosesan kecil mungkin diperlukan, seperti de-gating (menghapus sistem runner), penghapusan flash, atau operasi finishing lebih lanjut.
Jenis overmolding
Sementara prinsip -prinsip dasar tetap konsisten, overmolding dapat dieksekusi melalui berbagai metode, terutama dibedakan dengan bagaimana bahan overmolding diterapkan:
Masukkan overmolding (single-shot):
Ini adalah metode paling umum yang dijelaskan di atas. Sisipan yang diproduksi sebelumnya ditempatkan ke dalam cetakan injeksi standar, dan satu bidikan plastik cair disuntikkan di sekitarnya. Ini sering digunakan untuk kombinasi logam-ke-plastik atau plastik ke plastik.
Overmolding multi-shot (dua-shot / multi-material):
Proses lanjutan ini melibatkan dua atau lebih unit injeksi pada mesin cetakan tunggal. Bahan pertama (seringkali substrat kaku atau lapisan overmold pertama) dicetak. Kemudian, cetakan berputar, atau lengan robot mentransfer bagian yang sebagian dicetak ke rongga kedua dalam alat cetakan yang sama. Bahan kedua kemudian disuntikkan selama yang pertama, menciptakan bagian multi-material yang mulus dalam satu siklus tanpa penanganan manual. Ini sangat ideal untuk genggaman sentuh lembut (mis., Basis plastik kaku dengan TPE overmold) atau membuat bagian multi-warna.
In-Mold Labeling (IML) / Dekorasi In-Mold (IMD):
Meskipun secara teknis tidak "overmolding" dalam arti tradisional merangkum insert struktural, IML/IMD adalah proses terkait di mana label yang telah dicetak atau film dekoratif ditempatkan ke dalam rongga cetakan sebelum injeksi. Plastik cair disuntikkan di belakang label, menggabungkannya secara permanen ke permukaan bagian, menghasilkan grafik atau hasil akhir yang tahan lama dan tahan gores.
Overmolding kompresi:
Kurang umum untuk plastik kaku, tetapi relevan untuk bahan seperti karet silikon cair (LSR). Di sini, sisipan yang telah dibentuk sebelumnya ditempatkan ke dalam cetakan terbuka, dan kemudian jumlah bahan yang tidak diukur sebelumnya ditempatkan ke dalam rongga. Cetakan kemudian ditutup, menekan bahan di sekitar sisipan dan memulai proses curing.
Perkakas dan peralatan
Masukkan overmolding yang berhasil sangat bergantung pada peralatan yang direkayasa dengan tepat dan peralatan khusus:
Mesin cetakan injeksi: Mesin cetakan injeksi standar digunakan, tetapi harus berukuran tepat untuk bagian tersebut dan memiliki gaya penjepit yang cukup. Untuk overmolding multi-shot, diperlukan mesin multi-barel atau mesin pelat rotary khusus.
Sisipkan alat overmolding (cetakan): Ini adalah komponen yang paling penting. Cetakan dirancang khusus dengan fitur spesifik untuk:
Tahan sisipan dengan aman: Seringkali menggunakan pin, detent, atau rongga khusus yang dengan sempurna menyaring sisipan, mencegah gerakan selama injeksi.
Kelola Aliran Bahan: Gerbang, pelari, dan ventilasi dirancang untuk memastikan bahan yang overmolding mengalir secara seragam di sekitar sisipan tanpa merusaknya atau membuat rongga.
Memfasilitasi ejeksi: Pin ejector ditempatkan secara strategis untuk mendorong bagian jadi dari cetakan tanpa merusak sisipan atau overmold.
Mengakomodasi rotasi/transfer cetakan (untuk multi-shot): Jika proses multi-shot, desain cetakan akan mencakup mekanisme untuk putar platens atau transfer bagian robot.
Sistem Pemuatan Sisipan Otomatis (Opsional): Untuk produksi volume tinggi, robot atau sistem pick-and-place otomatis dengan tepat memuat sisipan ke dalam rongga cetakan, meningkatkan waktu siklus dan mengurangi biaya tenaga kerja.
Sistem penanganan material: Peralatan untuk mengeringkan pelet plastik, memberi makan mereka ke mesin injeksi, dan menangani penyesalan.
Unit Kontrol Suhu (TCU): Digunakan untuk mempertahankan suhu jamur yang tepat, yang sangat penting untuk kualitas bagian yang konsisten, adhesi, dan waktu pendinginan.
Peralatan pasca-pemrosesan: Alat untuk dermaga, pemangkasan, atau operasi sekunder lainnya.
Pertimbangan desain untuk memasukkan overmolding
Masukkan overmolding yang berhasil dimulai jauh sebelum bahan apa pun disuntikkan. Dimulai dengan desain yang cermat. Interaksi antara sisipan, bahan overmolding, dan alat cetakan kompleks, dan menghadap prinsip -prinsip desain utama dapat menyebabkan tantangan manufaktur yang mahal, kinerja bagian yang dikompromikan, atau kegagalan langsung. Bagian ini menguraikan pertimbangan desain kritis untuk bagian sisipan dan overmolded.
Bagian geometri dan prinsip desain
Geometri keseluruhan dari sisipan dan plastik overmolded memainkan peran penting dalam keberhasilan proses dan kualitas bagian akhir.
Sisipkan Desain:
Kekakuan dan stabilitas: Sisipan harus cukup kaku untuk menahan kekuatan cetakan injeksi (tekanan tinggi, suhu, aliran plastik cair) tanpa deformasi atau pergeseran dalam cetakan. Sisipan tipis dan tipis rentan terhadap pembengkokan atau perpindahan.
Fitur untuk retensi: Desain insert dengan fitur yang mempromosikan interlocking mekanis. Ini bisa termasuk:
Undercuts/Through-hole: Bahan overmolding dapat mengalir ke fitur -fitur ini, menciptakan interlock mekanis yang kuat yang mencegah insert menarik keluar.
Knurling, alur, iga: tekstur atau geometri permukaan ini menyediakan peningkatan luas permukaan dan titik jangkar untuk bahan overmolding untuk digenggam.
Tab atau flensa: Dapat membantu mengamankan posisi sisipan dalam cetakan dan menyediakan area permukaan tambahan untuk ikatan.
Transisi yang lancar: Hindari sudut -sudut yang tajam atau perubahan ketebalan yang tiba -tiba pada sisipan yang dapat menciptakan konsentrasi tegangan pada bahan overmolded atau menyebabkan aliran turbulen.
Pertimbangkan Finishing Permukaan: Permukaan yang lebih kasar pada sisipan umumnya mempromosikan ikatan mekanis yang lebih baik. Namun, itu harus konsisten dan dikendalikan.
Desain bagian yang overmolded:
Ketebalan Dinding Seragam: Tujuan untuk ketebalan dinding yang konsisten pada plastik overmolded di sekitar sisipan. Ketebalan yang bervariasi dapat menyebabkan pendinginan diferensial, melengkung, bekas tenggelam, dan tekanan residual, terutama bermasalah saat merangkum sisipan. Jika variasi tidak dapat dihindari, pastikan transisi yang lancar.
Encapsulation vs. parsial overmold: Jelas tentukan berapa banyak sisipan yang perlu dienkapsulasi. Enkapsulasi penuh menawarkan perlindungan dan ikatan maksimum, sementara overmolding parsial (mis., Genggaman pada pegangan pahat) membutuhkan pertimbangan yang cermat dari jalur transisi dan titik stres potensial.
Meminimalkan konsentrasi stres: Hindari sudut yang tajam, perubahan mendadak dalam ketebalan material, atau fitur yang dapat memusatkan tekanan, terutama pada antarmuka sisipan dan overmold. Gunakan jari -jari yang murah hati.
Ketebalan dinding dan desain tulang rusuk
Elemen -elemen ini sangat penting untuk integritas struktural dan efisiensi proses:
Ketebalan dinding yang overmolded:
Ketebalan minimum: Pastikan ada ketebalan yang cukup dari bahan overmolding yang mengelilingi sisipan. Terlalu tipis, dan material mungkin tidak mengalir secara memadai, mengarah ke rongga, enkapsulasi yang buruk, atau ikatan yang lemah. Ini juga meningkatkan risiko kerusakan pada sisipan dari tekanan injeksi.
Ekspansi termal: Akun koefisien ekspansi termal yang berbeda dari sisipan dan bahan overmolding. Ketebalan dinding yang cukup dapat membantu mengurangi tekanan yang disebabkan oleh penyusutan diferensial selama pendinginan.
Fitur yang dienkapsulasi: Jika sisipan memiliki fitur yang perlu dienkapsulasi sepenuhnya (mis., Pin listrik), pastikan ada cukup bahan untuk menutupinya sepenuhnya dan menyediakan isolasi/perlindungan yang memadai.
Rib Design (untuk bahan overmolded):
Penguatan: Rusuk digunakan untuk menambah kekuatan dan kekakuan pada plastik yang overmer tanpa meningkatkan ketebalan dinding secara keseluruhan, sehingga mengurangi penggunaan material dan waktu pendinginan.
Penempatan: Tempatkan tulang rusuk secara strategis untuk mendukung materi yang overmolded, terutama di mana ia transisi dari sisipan atau di mana kekakuan tambahan diperlukan.
Ketebalan: Ketebalan tulang rusuk di pangkalan biasanya harus 50-60% dari ketebalan dinding nominal untuk menghindari tanda wastafel. Gunakan transisi yang dipancarkan dengan murah hati di mana tulang rusuk memenuhi dinding utama.
Draf: Selalu masukkan sudut draft pada tulang rusuk untuk memfasilitasi ejeksi yang mudah dari cetakan.
Lokasi gerbang dan ventilasi
Gerbang dan desain ventilasi yang tepat sangat penting untuk aliran material yang sukses dan kualitas bagian.
Lokasi gerbang:
Jauh dari sisipan: Idealnya, tempatkan gerbang dari kontak langsung dengan sisipan, terutama sisipan halus atau sensitif (seperti elektronik). Pelampiasan langsung plastik cair dapat menyebabkan kerusakan sisipan, perpindahan, atau ikatan yang tidak rata.
Aliran seragam: Posisi gerbang untuk mempromosikan aliran material yang seragam di sekitar sisipan, meminimalkan garis las dan memastikan enkapsulasi lengkap.
Meminimalkan stres geser: Hindari lokasi gerbang yang menciptakan tegangan geser yang berlebihan pada bahan cair saat mengalir di sekitar sisipan, yang dapat menurunkan sifat material.
Estetika: Pertimbangkan vestige gerbang pada bagian terakhir untuk tujuan kosmetik.
Ventilasi:
Perangkap Udara: Saat plastik cair mengisi cetakan, udara harus dibiarkan melarikan diri. Ventilasi yang buruk menyebabkan perangkap udara, yang dapat menyebabkan bekas luka bakar, rongga, isian tidak lengkap (tembakan pendek), dan melemahkan ikatan ke sisipan.
Penempatan Strategis: Ventilasi harus ditempatkan di area terakhir untuk diisi, terutama di sudut -sudut buta atau daerah di mana udara mungkin terperangkap di sekitar sisipan.
Ventilasi saku insert: Seringkali perlu melampiaskan saku spesifik dalam cetakan yang menampung sisipan untuk mencegah udara terperangkap di antara sisipan dan bahan overmolded.
Draf sudut dan pelepasan
Fitur cetakan ini secara langsung mempengaruhi bagian ejeksi dan biaya perkakas.
Draft sudut:
Penting untuk ejeksi: Terapkan sudut draft yang tepat (lancip) ke semua dinding vertikal dari bagian overmolded yang sejajar dengan arah pembukaan cetakan. Ini memungkinkan bagian untuk mudah dikeluarkan dari cetakan tanpa menempel atau membuat tanda seret.
Draf minimum yang direkomendasikan : Biasanya, minimal 0,5 hingga 1 derajat per sisi direkomendasikan, tetapi lebih diperlukan untuk bagian yang lebih dalam, permukaan bertekstur, atau bahan yang lebih lembut.
Pertimbangkan draft insert: Jika sisipan itu sendiri memiliki konsep, pastikan rancangan bagian yang overmolded melengkapi itu.
Undercuts:
Hindari jika memungkinkan: Potongan di plastik overmolded (fitur yang mencegah penarikan langsung dari cetakan) umumnya harus dihindari karena membutuhkan perkakas yang kompleks dan mahal (mis., Slide, pengangkat, atau mekanisme lepas).
Penggunaan strategis : Jika undercuts mutlak diperlukan (mis., Untuk interlocking mekanis dengan sisipan), mereka harus dirancang dengan cermat.
Masukkan undercuts untuk ikatan: Seperti yang disebutkan, undercuts pada sisipan sangat diinginkan untuk interlocking mekanis, tetapi ini tidak selalu memerlukan perkakas yang kompleks untuk bagian yang overmolded itu sendiri, karena plastik mengalir ke fitur -fitur ini.
Pemilihan material untuk memasukkan overmolding
Inti dari kesuksesan yang berhasil overmolding terletak pada pilihan materi yang cerdas. Mencapai komponen terintegrasi yang kuat, tahan lama, dan fungsional memerlukan pertimbangan yang cermat terhadap sifat -sifat, kompatibilitas, dan karakteristik adhesi dari bahan sisipan dan bahan overmolding. Bagian ini akan memandu Anda melalui proses memilih kombinasi yang tepat.
Memilih bahan yang tepat untuk sisipan dan overmolds
Tujuan utama dalam seleksi material adalah untuk memastikan kedua bahan bekerja secara sinergis untuk memenuhi persyaratan fungsional, estetika, dan kinerja produk akhir. Faktor kunci yang perlu dipertimbangkan termasuk:
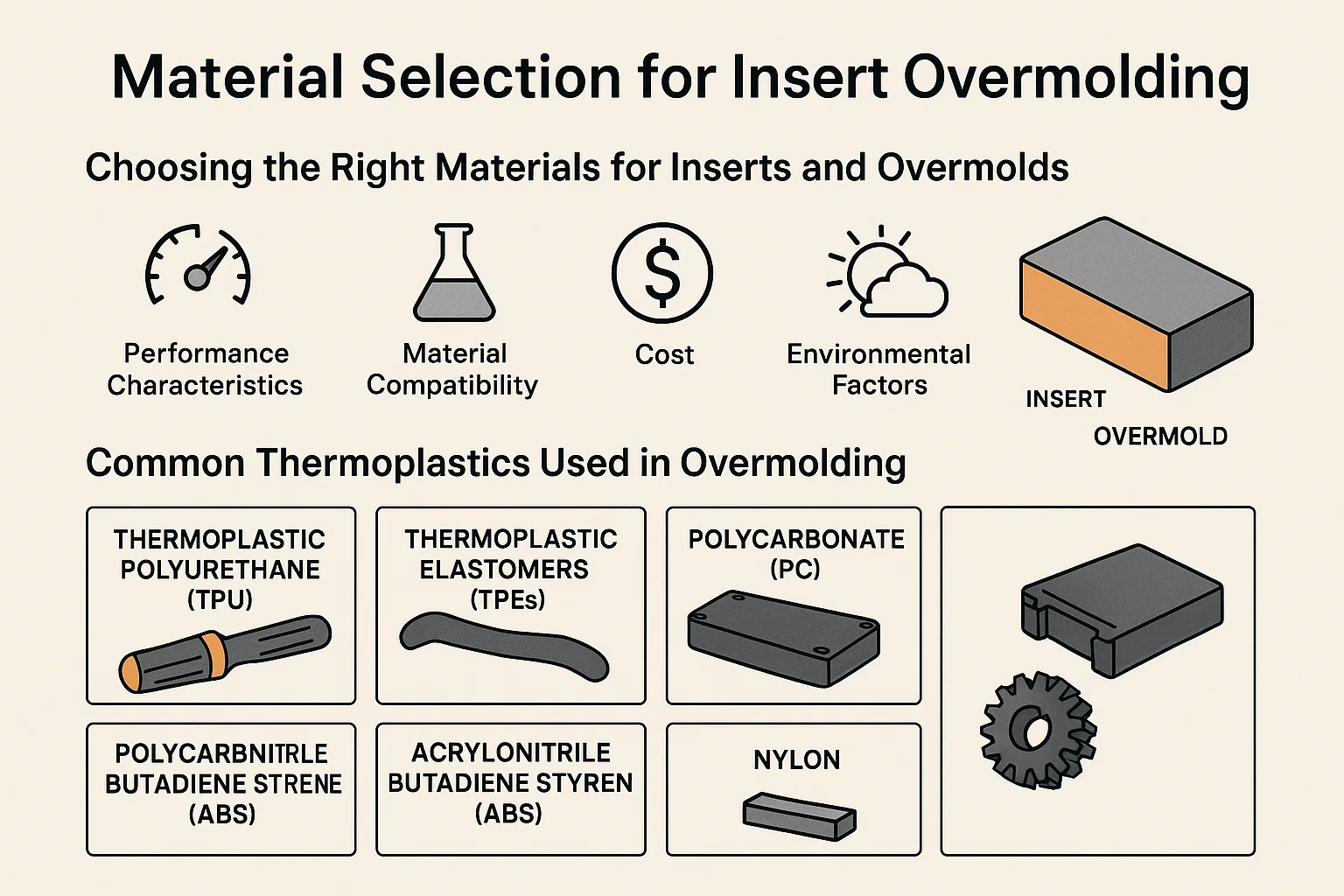
Karakteristik kinerja yang diinginkan: Properti apa yang dibutuhkan bagian akhir? (mis., Kekuatan, fleksibilitas, isolasi listrik, ketahanan kimia, stabilitas termal, resistensi UV, nuansa taktil, daya tarik estetika). Ini akan menentukan kategori besar material awal yang harus dipertimbangkan.
Kompatibilitas Bahan: Ini adalah yang terpenting. Bahan sisipan dan overmolding harus kompatibel dalam beberapa cara:
Kompatibilitas termal: Suhu leleh dan koefisien ekspansi termal (CTE) sangat penting. Perbedaan besar dalam CTE dapat menyebabkan tekanan residu yang signifikan, warpage, atau bahkan delaminasi saat bagian mendingin, terutama untuk sisipan besar. Suhu leleh bahan overmolding tidak boleh menurunkan atau melelehkan sisipan.
Kompatibilitas Kimia: Mereka seharusnya tidak bereaksi satu sama lain. Beberapa plastik mungkin menurunkan atau melunakkan bahan sisipan tertentu.
Potensi adhesi: dapatkah ikatan yang kuat terbentuk? Ini berkaitan dengan energi permukaan, polaritas, dan potensi ikatan mekanis atau kimia.
Kondisi pemrosesan: Bahan yang dipilih harus dapat dicetak dalam kondisi yang layak. Pertimbangkan suhu cetakan injeksi, tekanan, dan laju pendinginan yang diperlukan untuk bahan overmolding, dan bagaimana sisipan akan tahan terhadap kondisi ini.
Biaya: Biaya material selalu menjadi faktor. Menyeimbangkan persyaratan kinerja dengan kendala anggaran.
Faktor Lingkungan: Apakah bagian ini akan terpapar bahan kimia, cahaya UV, suhu ekstrem, atau kelembaban? Pilih bahan yang dapat menahan lingkungan ini selama umur produk.
Kepatuhan peraturan: Untuk aplikasi seperti perangkat medis atau kontak makanan, bahan harus memenuhi persetujuan peraturan tertentu (mis., ISO 10993, FDA).
Termoplastik umum yang digunakan dalam overmolding
Thermoplastics adalah pilihan yang paling umum untuk overmolding karena sifat-reprocessability mereka dan berbagai sifat.
Thermoplastic Polyurethane (TPU):
Properti: Resistensi abrasi yang sangat baik, elastisitas tinggi, kekuatan tarik yang baik, ketahanan kimia yang baik, nuansa sentuhan lembut, berbagai kekerasan (pantai A hingga D).
Sisipan umum: Seringkali overmolded ke plastik kaku (mis., PC, ABS, Nylon) atau logam untuk memberikan genggaman lunak, segel, atau perlindungan dampak.
Aplikasi: Pegangan perangkat medis, genggaman alat daya, barang olahraga, kasing perangkat elektronik, komponen interior otomotif.
Thermoplastik Elastomer (TPE):
Properti: Mirip dengan TPU tetapi seringkali keluarga (kopolimer blok styrenic, copolyesters, polyolefin). Mereka menawarkan fleksibilitas seperti karet, nuansa taktil yang sangat baik, dan sifat penyegelan yang baik.
Sisipan umum: Plastik kaku (ABS, PC, Nylon, PP, PE) dan logam.
Aplikasi: Genggaman produk konsumen, segel, tombol, peredam getaran, overmold kabel, pita yang dapat dikenakan.
Polycarbonate (PC):
Properti: Kekuatan dampak tinggi, kejernihan optik yang baik (jika transparan), ketahanan panas yang baik, stabilitas dimensi.
Sisipan Umum: Sisipan logam untuk penguatan struktural atau konduktivitas listrik. Juga dapat dijatuhkan ke plastik kaku lainnya.
Aplikasi: Rumah elektronik, komponen medis, suku cadang interior otomotif, penutup industri.
Acrylonitrile Butadiene Styrene (ABS):
Properti: Keseimbangan kekuatan, kekakuan, dan ketangguhan yang baik, proses proses yang baik, sering dipilih untuk bagian estetika karena kemudahan pewarnaan dan pelapisan.
Sisipan Umum: Sering digunakan sebagai substrat kaku untuk overmold TPE/TPU. Sisipan logam untuk pengencang berulir atau dukungan struktural.
Aplikasi: Elektronik konsumen, suku cadang interior otomotif, komponen alat.
Nylon (Polyamide - PA):
Properti: Kekuatan tinggi, kekakuan, ketahanan kelelahan yang baik, ketahanan kimia yang baik, sifat keausan yang sangat baik. Sering diisi kaca untuk meningkatkan kekuatan.
Sisipan umum: logam (kuningan, baja, aluminium) untuk permukaan bantalan, sisipan berulir, atau penguatan struktural.
Aplikasi: Komponen otomotif di bawah tutup, roda gigi dan bantalan industri, konektor listrik, rumah alat listrik.
Polypropylene (pp) & polyethylene (PE):
Properti: Biaya rendah, ketahanan kimia yang baik, resistensi kelelahan yang baik, isolator listrik yang baik. PP menawarkan kekakuan yang lebih tinggi daripada PE.
Sisipan Umum: Sering digunakan sebagai substrat untuk overmold TPE dalam barang konsumen. Sisipan logam untuk pengencang sederhana.
Aplikasi: Tutup Botol, Komponen Interior Otomotif (PP), Konektor Fleksibel (PE), Barang Konsumen.
Logam umum digunakan sebagai sisipan
Logam sering digunakan sebagai sisipan untuk memberikan kekuatan, kekakuan, konduktivitas listrik, konduktivitas termal, atau fitur khusus seperti benang.
Aluminium:
Properti: Rasio yang ringan, kekuatan-ke-berat yang baik, konduktivitas termal dan listrik yang sangat baik, ketahanan korosi yang baik (terutama anodized).
Pertimbangan: Titik leleh yang lebih rendah dari baja, relatif lembut. Bisa sulit untuk terikat secara kimia dengan beberapa plastik tanpa perlakuan permukaan.
Aplikasi: Wastafel, komponen struktural ringan, konektor listrik, bagian kedirgantaraan.
Kuningan:
Properti: Konduktivitas listrik yang baik, kemampuan mesin yang sangat baik, ketahanan korosi yang baik, non-magnetik.
Pertimbangan: Lebih berat dari aluminium, lebih mahal dari baja.
Aplikasi: Sisipan berulir (mis., Untuk sekrup), kontak listrik, komponen pipa, busing. Machinability yang sangat baik membuatnya ideal untuk sisipan kecil yang kompleks.
Baja (baja tahan karat, baja karbon):
Properti: kekuatan tinggi, kekakuan tinggi, ketahanan aus yang baik, daya tahan yang sangat baik. Stainless Steel menawarkan ketahanan korosi yang unggul.
Pertimbangan: Lebih berat dari aluminium, dapat rentan terhadap karat (baja karbon). Membutuhkan suhu pemrosesan yang tinggi untuk overmolding.
Aplikasi: Penguatan struktural, poros, permukaan bantalan, tepi pemotongan (instrumen bedah), pengencang, komponen industri tugas berat.
Kompatibilitas dan adhesi material
Mencapai ikatan yang kuat dan dapat diandalkan antara sisipan dan materi overmolding adalah tujuan akhir. Ikatan ini dapat dicapai melalui berbagai mekanisme, sering bekerja dalam kombinasi:
Interlocking Mekanis: Ini bisa dibilang mekanisme ikatan yang paling umum dan dapat diandalkan. Ini bergantung pada bahan overmolding yang mengalir ke dalam dan sekitar fitur (undercuts, lubang, knurling, alur) pada sisipan, secara fisik mengunci kedua komponen bersama -sama.
Ikatan Kimia: Ini terjadi ketika bahan overmolding secara kimiawi dengan permukaan sisipan. Ini sering membutuhkan bahan dengan polaritas yang kompatibel atau perawatan permukaan pada sisipan (mis., Primer, perlakuan plasma) untuk meningkatkan adhesi. Bahan seperti TPU dan TPE sering dirancang untuk mengikat dengan baik dengan substrat plastik kaku yang spesifik.
Ikatan perekat (adhesi in-mold): Kadang-kadang, lapisan tipis perekat diterapkan pada sisipan sebelum ditempatkan di dalam cetakan. Panas dan tekanan proses pencetakan mengaktifkan perekat, menciptakan ikatan.
Gesekan Fit / Shrink Fit: Bahan overmolding, setelah pendinginan, menyusut dengan erat di sekitar sisipan, menciptakan gaya tekan yang kuat yang menahannya di tempatnya. Ini sangat efektif ketika bahan overmold memiliki laju penyusutan yang lebih tinggi daripada sisipan.
Teknik ikatan dalam memasukkan overmolding
Keberhasilan proyek overmolding insert engsel kritis pada adhesi yang kuat antara sisipan dan bahan overmolding. Tidak seperti perakitan tradisional, di mana pengencang atau perekat eksternal membuat sendi, memasukkan tujuan overmolding untuk ikatan yang terintegrasi, seringkali mulus.
1. Interlocking mekanis
Ini bisa dibilang metode yang paling umum, andal, dan langsung untuk menciptakan ikatan yang kuat dalam memasukkan overmolding, terutama ketika plastik overmolding ke logam atau plastik yang berbeda.
Prinsip: Interlocking mekanis bergantung pada bahan overmolding cair yang mengalir ke dan merangkum fitur pada sisipan yang mencegahnya ditarik keluar. Saat plastik mendingin dan menguat, secara fisik mengunci fitur -fitur ini, menciptakan koneksi fisik yang kuat.
Fitur desain untuk interlocking mekanis:
Melalui lubang: Lubang dibor atau ditinju melalui sisipan memungkinkan plastik mengalir dari satu sisi ke sisi lain, membentuk 'paku keling' plastik yang dengan aman mengunci sisipan di tempatnya.
Undercuts: Fitur pada sisipan yang membuat rongga atau reses. Ketika plastik mengalir ke bagian bawah ini, ia membentuk kunci mekanis.
Knurling: Pola punggung bukit atau alur di permukaan sisipan (sering pada pin, poros, atau fitur silindris). Plastik cair mengalir ke depresi ini, memberikan banyak titik jangkar kecil.
Grooves and Ridges: Saluran yang disengaja atau garis yang ditinggikan pada permukaan sisipan menyediakan jalur dan titik jangkar untuk plastik.
Permukaan mesh/berlubang: Untuk sisipan atau area yang lebih besar yang membutuhkan enkapsulasi yang signifikan, mesh logam atau lembaran berlubang dapat memberikan permukaan yang luas untuk plastik mengalir melalui dan mengikat.
Keuntungan: Sangat andal, relatif tidak sensitif terhadap kontaminasi permukaan (dibandingkan dengan ikatan kimia), dan sering memberikan kekuatan tarik yang sangat baik.
Kerugian: Membutuhkan fitur desain spesifik pada sisipan, yang kadang -kadang dapat menambah kompleksitas untuk memasukkan manufaktur.
2. Ikatan Kimia
Ikatan kimia terjadi ketika bahan overmolding membentuk ikatan molekuler dengan permukaan sisipan. Jenis ikatan ini menciptakan antarmuka yang sangat kuat, seringkali tidak terlihat.
Prinsip: Proses ini bergantung pada kompatibilitas kimia antara kedua bahan. Ketika plastik cair menghubungi permukaan sisipan, terutama jika permukaan telah disiapkan atau secara inheren reaktif, reaksi kimia (mis., Ikatan kovalen, ikatan hidrogen, atau gaya van der Waals) terjadi pada antarmuka, menyatukan bahan pada tingkat molekuler.
Spesifisitas material: Beberapa elastomer termoplastik (TPE) dan poliuretan termoplastik (TPU) secara khusus diformulasikan untuk ikatan kimia dengan substrat plastik kaku tertentu (mis., TPE yang dirancang untuk terikat dengan ABS, PC, Nylon, atau PP). Ini dicapai dengan merekayasa kimia TPE untuk kompatibel dengan rantai polimer substrat.
Pentingnya energi permukaan: Untuk ikatan kimia yang efektif, energi permukaan sisipan harus lebih tinggi dari atau kompatibel dengan tegangan permukaan plastik cair. Energi permukaan rendah (mis., Pada permukaan berminyak atau najis) dapat menyebabkan pembasahan yang buruk dan ikatan yang lemah.
Keuntungan: Menciptakan ikatan yang sangat kuat dan tahan lama, sering membentuk segel hermetis. Tidak perlu untuk fitur mekanik makroskopis pada sisipan.
Kerugian: Sangat sensitif terhadap kebersihan permukaan dan kompatibilitas material. Membutuhkan pasangan material tertentu.
3. Ikatan perekat (adhesi dalam-mold)
Meskipun kurang umum sebagai metode ikatan primer daripada ikatan mekanis atau kimia, ikatan perekat dalam bentuk melibatkan penggunaan lapisan perekat untuk meningkatkan adhesi.
Prinsip: Lapisan tipis perekat yang kompatibel diterapkan pada sisipan sebelum ditempatkan ke dalam cetakan. Panas dan tekanan dari proses cetakan injeksi kemudian mengaktifkan atau menyembuhkan perekat, membentuk ikatan antara sisipan dan bahan overmolded.
Jenis Perekat: Perekat dalam bentuk khusus biasanya resin termoset atau meleleh panas reaktif yang dirancang untuk menahan suhu cetakan.
Keuntungan: Dapat memfasilitasi ikatan antara bahan yang tidak kompatibel. Dapat memberikan adhesi yang kuat dan seragam.
Kerugian: Menambahkan langkah ekstra ke proses pembuatan (aplikasi perekat). Membutuhkan kontrol yang cermat terhadap ketebalan perekat dan parameter curing. Dapat meningkatkan biaya bagian keseluruhan karena bahan perekat dan kompleksitas proses. Kurang umum untuk proses volume tinggi dan otomatis kecuali benar-benar diperlukan.
Persiapan Permukaan
Terlepas dari mekanisme ikatan primer, persiapan permukaan sisipan yang tepat sangat penting untuk memaksimalkan adhesi. Kontaminan dan energi permukaan yang tidak konsisten dapat secara signifikan melemahkan ikatan apa pun.
Pembersihan: Ini adalah langkah paling mendasar. Sisipan harus bebas dari minyak, minyak, debu, agen pelepas cetakan, sidik jari, dan residu lainnya. Metode pembersihan umum meliputi:
Jadilvent Degreasing: Menggunakan pelarut seperti isopropil alkohol, aseton, atau pembersih industri khusus.
Pembersihan berair: Menggunakan deterjen dan air, sering diikuti dengan pembilasan dan pengeringan.
Pembersihan Ultrasonik: Menggunakan gelombang suara frekuensi tinggi dalam bak cair untuk menghilangkan kontaminan.
Aktivasi/Modifikasi Permukaan: Untuk meningkatkan ikatan kimia, energi permukaan sisipan dapat ditingkatkan atau reaktivitas kimianya meningkat:
Perawatan plasma: Menggunakan pelepasan plasma untuk membersihkan, mengetsa, dan mengaktifkan permukaan pada tingkat molekuler. Sangat efektif untuk plastik dan beberapa logam.
Perawatan Api: Melewati permukaan dengan cepat melalui nyala api untuk mengoksidasi dan mengaktifkannya. Umum untuk poliolefin.
Perawatan Corona: Menggunakan pelepasan listrik frekuensi tinggi untuk mengubah permukaan.
Abrasi Mekanik: Kecenderungan yang ringan permukaan (mis., Sandblasting, peledakan grit) untuk meningkatkan luas permukaan dan membuat fitur mikro untuk interlocking mekanis. Perawatan harus diambil untuk tidak merusak sisipan.
Promotor Primer/Adhesi: Menerapkan primer kimia yang bertindak sebagai jembatan antara sisipan dan bahan overmolding. Ini sering digunakan untuk substrat yang sulit diikat atau ketika ikatan kimia yang sangat kuat diperlukan.
Dengan cermat mempertimbangkan teknik ikatan ini dan menerapkan persiapan permukaan yang menyeluruh, produsen dapat memastikan penciptaan komponen overmolded yang sangat tahan lama dan andal yang memenuhi spesifikasi kinerja yang paling menuntut.
Aplikasi memasukkan overmolding
Kemampuan unik memasukkan overmolding untuk menggabungkan sifat terbaik dari bahan yang berbeda menjadi satu komponen kohesif telah menjadikannya proses yang sangat diperlukan di berbagai industri. Dari meningkatkan keamanan dan daya tahan hingga meningkatkan estetika dan fungsionalitas, solusi overmolding ditemukan dalam produk yang tak terhitung jumlahnya yang kami gunakan setiap hari.
1. Industri otomotif
Sektor otomotif adalah pengadopsi utama masukkan overmolding karena tuntutannya untuk ringan, peningkatan estetika, pengurangan kebisingan, dan integrasi fungsi kompleks.
Kenop shift gear dan trim interior: Sering menampilkan plastik kaku atau inti logam overmolded dengan elastomer termoplastik sentuh lembut (TPE) atau poliuretan termoplastik (TPU) untuk kenyamanan ergonomis, nuansa premium, dan peredam getaran.
Rumah Sensor dan Konektor: Sensor elektronik kritis (mis., Untuk manajemen mesin, sistem ADAS) sering kali diliputi dengan plastik yang kuat dan tahan panas. Pin atau sirkuit logam dienkapsulasi untuk melindungi terhadap kelembaban, bahan kimia, dan getaran, memastikan keandalan di lingkungan yang keras di bawahnya.
Komponen Roda Kemudi: Armaturasi logam dan komponen elektronik diliputi dengan berbagai plastik untuk membuat perakitan kemudi yang lengkap, ergonomis, dan estetika, sering kali menggabungkan genggaman sentuhan lembut dan tombol fungsional.
Harness kawat dan rakitan kabel: Terminal logam dan kabel diliputi plastik untuk membuat konektor yang kuat dan tertutup yang tahan untuk menarik, kelembaban, dan keausan, penting untuk sistem listrik kendaraan.
Pegangan dan kait pintu: Overmolding dapat mengintegrasikan mekanisme aktuasi logam dengan perumahan plastik untuk daya tahan dan hasil akhir yang halus dan menyenangkan.
Bantalan pedal rem: Lengan pedal logam diliputi dengan bahan anti-selip atau bahan TPE untuk keselamatan dan nuansa pengemudi yang lebih baik.
2. Perangkat medis
Presisi, biokompatibilitas, kemampuan sterilisasi, dan desain ergonomis adalah yang terpenting di bidang medis, membuat insert overmolding proses yang sangat dihargai.
Pegangan instrumen bedah: Alat bedah logam yang kaku (mis. Paling pisau bedah, forceps) umumnya diliputi oleh TPE atau silikon untuk memberikan cengkeraman yang nyaman dan non-slip untuk ahli bedah, meningkatkan kontrol dan mengurangi kelelahan selama prosedur panjang. Bahan -bahan ini harus sering menahan siklus sterilisasi yang keras.
Komponen Peralatan Diagnostik: Komponen elektronik internal, probe, atau jalur fluida sering diliputi oleh plastik biokompatibel untuk membuat rumah yang disegel, steril, dan mudah dibersihkan.
Tubing dan konektor medis: Konektor logam atau plastik kaku diliputi dengan bahan fleksibel (mis., TPE tingkat medis, silikon) untuk membuat segel bocor-anti, koneksi yang aman, dan antarmuka ergonomis untuk saluran IV, kateter, dan sistem pengiriman cairan lainnya.
Perangkat medis yang dapat dikenakan: Sensor dan papan sirkuit dienkapsulasi dalam overmolds yang lembut dan ramah kulit untuk perangkat seperti monitor glukosa atau pelacak detak jantung berkelanjutan, memastikan kenyamanan dan perlindungan.
Alat Gigi: Tips kerja logam diliputi oleh pegangan plastik ergonomis untuk kenyamanan dan kontrol dokter gigi yang lebih baik.
3. Produk Konsumen
Dari gadget genggam hingga peralatan rumah tangga, overmolding meningkatkan daya tahan, estetika, dan pengalaman pengguna dalam beragam barang konsumen.
Power Tool Grips: Aplikasi yang paling dapat dikenali. Badan pahat plastik atau logam yang kaku diliputi oleh TPE untuk memberikan genggaman yang nyaman, non-selip, dan meratapi getaran untuk meningkatkan keamanan dan kenyamanan pengguna.
Pegangan sikat gigi listrik: Motor internal dan baterai disegel di dalam cangkang plastik yang kaku, yang kemudian sering diliputi oleh TPE untuk cengkeraman yang nyaman, tahan air, dan estetika.
Pegangan peralatan dapur: spatula logam, kemerahan, dan pisau diliputi oleh pegangan plastik atau silikon yang tahan panas, tahan panas dan genggaman yang lebih baik selama memasak.
Lampiran perangkat elektronik: Kontrol jarak jauh, pengontrol game, dan perangkat rumah pintar sering menampilkan basis plastik keras dengan overmold TPE sentuhan lembut untuk genggaman yang lebih baik, daya tahan, dan nuansa premium. Sirkuit internal juga dapat dienkapsulasi.
Barang -barang olahraga: Genggaman sepeda, genggaman klub golf, topeng scuba, dan alas kaki atletik sering menggunakan overmolding untuk menggabungkan elemen struktural yang kaku dengan bahan yang lebih lembut, grippier untuk kinerja dan kenyamanan.
Produk Perawatan Pribadi: Pegangan pisau cukur, sikat rambut, dan aplikator kosmetik menggunakan overmolding untuk desain ergonomis dan peningkatan daya tarik taktil.
4. Komponen Industri
Dalam pengaturan industri, overmolding digunakan untuk menciptakan komponen kinerja tinggi yang kuat yang dapat menahan kondisi operasi yang menuntut, meningkatkan keamanan, dan mengkonsolidasikan fungsi.
Gasket dan segel: Sisipan logam dapat diliputi dengan bahan elastomer untuk membuat solusi penyegelan yang sangat tahan lama dan tepat untuk pompa, katup, dan selungkup, menawarkan kinerja yang unggul dibandingkan dengan gasket kompresi tradisional.
Konektor dan sakelar listrik: Kontak logam dan terminal diliputi oleh plastik isolasi untuk membuat koneksi listrik yang disegel, kuat, dan aman, melindungi terhadap kelembaban, debu, dan guncangan listrik.
Impeler dan roda gigi: Poros atau hub logam dapat diliputi oleh plastik yang direkayasa untuk membuat impeler atau roda gigi ringan dengan resistansi korosi yang lebih baik, pengurangan kebisingan, dan pengurangan inersia, sambil mempertahankan antarmuka yang kuat ke poros penggerak.
Alat tangan dan kunci pas: Tubuh alat logam diliputi dengan pegangan plastik yang nyaman dan tahan bahan kimia untuk meningkatkan ergonomi, menyediakan isolasi listrik, dan mengurangi kelelahan pengguna.
Getaran Getaran dan Peredam: Pengencang logam atau basis plastik yang kaku diliputi dengan elastomer lunak untuk membuat komponen yang secara efektif mengisolasi getaran pada mesin dan peralatan, mengurangi kebisingan dan memperpanjang masa pakai produk.
Keuntungan dan Kekurangan dari Insert Overmolding
Sementara insert overmolding menawarkan solusi yang kuat untuk membuat komponen multi-bahan, seperti proses manufaktur apa pun, ia hadir dengan serangkaian manfaat dan keterbatasannya sendiri. Pemahaman yang jelas tentang pro dan kontra ini sangat penting untuk menentukan apakah overmolding adalah pendekatan yang paling cocok untuk aplikasi yang diberikan.
Keuntungan (pro)
Sisipkan overmolding memberikan manfaat signifikan yang seringkali lebih besar daripada tantangannya, menjadikannya pilihan yang lebih disukai untuk banyak desain produk yang kompleks.
Pengurangan Biaya (Jangka Panjang):
Waktu perakitan yang dikurangi: Dengan mengintegrasikan beberapa komponen ke dalam satu, overmolding menghilangkan kebutuhan untuk langkah perakitan yang terpisah, seperti mengacaukan, menempelkan, atau pengelasan. Ini secara signifikan mengurangi biaya tenaga kerja dan mempercepat siklus produksi.
Komponen yang lebih sedikit untuk dikelola: Konsolidasi bagian menyederhanakan manajemen inventaris, pembelian, dan logistik rantai pasokan.
Mengurangi memo dan pengerjaan ulang: Proses overmolding yang dirancang dengan baik dapat menghasilkan bagian yang sangat konsisten, meminimalkan penolakan yang terkait dengan perakitan yang salah atau komponen yang tidak selaras.
Peningkatan kinerja dan fungsionalitas bagian:
Sifat Bahan Sinergis: Memungkinkan kombinasi bahan dengan karakteristik yang sangat berbeda (mis., Logam kaku untuk kekuatan, plastik fleksibel untuk pegangan, logam konduktif elektrik dengan plastik isolasi) untuk mencapai kinerja keseluruhan yang unggul.
Daya tahan yang ditingkatkan dan keandalan: Ikatan terintegrasi antara sisipan dan overmold sering menghasilkan bagian yang lebih kuat, mengurangi keributan, melonggarkan, atau kelelahan material yang dapat terjadi pada komponen yang dirakit secara tradisional. Ini menciptakan koneksi yang lebih kuat dan lebih permanen.
Kemampuan penyegelan yang ditingkatkan: Overmolding dapat membuat segel hermetis di sekitar sisipan, melindungi elektronik sensitif atau mencegah kebocoran cairan.
Getaran dan Pengurangan Kebisingan: Overmolds yang lembut dapat menyerap getaran guncangan dan meredam, meningkatkan umur panjang produk dan kenyamanan pengguna.
Desain fleksibilitas dan estetika:
Geometri Kompleks: Memungkinkan penciptaan bagian-bagian rumit yang akan sulit atau tidak mungkin untuk diproduksi menggunakan cetakan material tunggal atau metode perakitan konvensional.
Fitur Terpadu: Memungkinkan integrasi fitur yang mulus seperti sisipan berulir, sirkuit elektronik, sensor, atau genggaman ergonomis langsung ke bagian tersebut.
Peningkatan Estetika: Menawarkan kepada desainer kemampuan untuk membuat permukaan multi-warna, multi-tekstur, dan sentuhan lembut yang meningkatkan daya tarik produk dan ergonomi, sering menghilangkan pengencang atau jahitan yang terlihat.
Kerugian (kontra)
Terlepas dari banyak keunggulannya, masukkan overmolding menghadirkan tantangan tertentu yang perlu dipertimbangkan dengan cermat selama fase perencanaan dan desain.
Biaya perkakas awal yang lebih tinggi:
Cetakan kompleks: Alat overmolding secara inheren lebih kompleks daripada cetakan injeksi standar karena mereka harus secara tepat mengakomodasi dan mengamankan sisipan. Ini sering membutuhkan desain inti dan rongga yang rumit, lokasi gerbang khusus, dan fitur otomatisasi yang berpotensi, yang mengarah ke investasi dimuka yang lebih tinggi.
Tooling multi-shot: Untuk overmolding multi-shot, kompleksitas perkakas dan kenaikan biaya secara signifikan karena melibatkan banyak rongga, platens berputar, atau mekanisme transfer dalam satu cetakan.
Masalah kompatibilitas material:
Tantangan Adhesi: Mencapai ikatan yang kuat dan konsisten dapat menjadi tantangan, terutama antara bahan yang berbeda dengan energi permukaan rendah atau perbedaan besar dalam koefisien ekspansi termal. Ini dapat menyebabkan delaminasi, warpage, atau retak.
Pemrosesan Batasan Suhu: Suhu lebur bahan overmolding harus cukup rendah untuk tidak merusak atau menurunkan bahan sisipan. Ini dapat membatasi pilihan material.
Penyusutan diferensial: Saat plastik overmolded mendingin, menyusut. Jika bahan sisipan memiliki koefisien ekspansi termal yang berbeda secara signifikan, penyusutan diferensial ini dapat menyebabkan tekanan internal, yang mengarah pada warping, retak, atau kegagalan ikatan dari waktu ke waktu.
Peningkatan waktu siklus (dalam beberapa kasus):
Masukkan pemuatan: Jika sisipan dimuat secara manual, ini menambah waktu siklus keseluruhan, memengaruhi efisiensi produksi. Bahkan pemuatan otomatis menambah kenaikan kecil.
Waktu pendinginan: Kehadiran sisipan kadang -kadang dapat mempengaruhi keseragaman pendinginan, berpotensi membutuhkan siklus pendinginan yang lebih lama untuk mencegah warpage atau mencapai pemadatan penuh, terutama jika sisipan bertindak sebagai heat sink.
Risiko Sisipkan Kerusakan atau Kesalahan Penempatan:
Tekanan Injeksi Tinggi: Kekuatan injeksi plastik cair berpotensi menekuk, mematahkan, atau menggantikan sisipan halus jika tidak didukung secara memadai atau jika parameter injeksi tidak dioptimalkan.
Posisi yang tepat: Mempertahankan penempatan sisipan yang tepat di dalam cetakan dapat menantang, dan ketidaksejajaran apa pun dapat menyebabkan bagian yang rusak.
Kompleksitas Desain:
Desain Interdependent: Desain sisipan dan overmold terkait erat. Perubahan pada yang sering membutuhkan perubahan pada yang lain, membutuhkan proses desain yang lebih terintegrasi dan berulang.
Pentingnya DFM: Desain untuk Produksi (DFM) bahkan lebih penting dalam overmolding. Kesalahan dalam desain bisa sangat mahal untuk diperbaiki setelah perkakas dibuat.
Terlepas dari tantangan-tantangan ini, ketika direncanakan dan dieksekusi dengan hati-hati, keunggulan masukkan overmolding dalam hal kinerja bagian, efisiensi biaya dalam volume tinggi, dan kebebasan desain sering menjadikannya pilihan yang unggul untuk aplikasi multi-bahan yang kompleks. Kunci keberhasilan terletak pada desain menyeluruh, pemilihan material, dan optimasi proses.
Studi Kasus
Contoh-contoh dunia nyata secara kuat menggambarkan potensi transformatif dari insert overmolding. Studi kasus ini menyoroti bagaimana proses ini memecahkan tantangan rekayasa yang kompleks, mengoptimalkan kinerja, dan mencapai efisiensi manufaktur yang signifikan.
Studi Kasus 1: Perumahan Sensor Otomotif
Tantangan: Pabrikan otomotif terkemuka yang diperlukan untuk menghasilkan perumahan sensor yang ringkas dan sangat tahan lama untuk Sistem Bantuan Pengemudi Lanjutan (ADAS). Sensor membutuhkan penyelarasan yang tepat, perlindungan dari lingkungan yang keras di bawahnya (fluktuasi suhu, kelembaban, bahan kimia), dan isolasi listrik sirkuit internal yang halus. Perakitan tradisional dengan gasket dan senyawa pot mahal, rentan terhadap kebocoran, dan padat karya.
Solusi Overmolding: Masukkan overmolding dipilih untuk merangkum sensor logam dan kabel internalnya.
Sisipkan: Komponen sensor logam mesin yang tepat dengan kabel tertanam dan pin koneksi.
Bahan overmold: PBT yang berkinerja tinggi, diisi kaca (polibutilen tereftalat) dipilih untuk ketahanan kimianya yang sangat baik, stabilitas termal, dan stabilitas dimensi.
Proses: Sensor logam ditempatkan secara robotik ke dalam cetakan. PBT kemudian disuntikkan, sepenuhnya merangkum sensor dan menciptakan segel yang kuat dan hermetis di sekitar koneksi listrik.
Manfaat dicapai:
Daya Daya Daya yang Ditingkatkan: Overmold yang mulus memberikan perlindungan superior terhadap faktor -faktor lingkungan, secara signifikan memperpanjang umur sensor.
Pengurangan Biaya: Menghilangkan beberapa langkah perakitan (pot, gasketing, pengencang), mengurangi biaya tenaga kerja dan material lebih dari 30%.
Peningkatan keandalan: Mengurangi jalur kebocoran potensial dan titik kegagalan dibandingkan dengan perakitan tradisional.
Miniaturisasi: Diizinkan untuk desain yang lebih ringkas karena sifat terintegrasi dari komponen.
Studi Kasus 2: Pegangan Instrumen Bedah Ergonomis
Tantangan: Perusahaan perangkat medis yang bertujuan untuk meningkatkan ergonomi dan keamanan alat pemotong bedah yang dapat digunakan kembali. Pegangan logam yang ada licin saat basah, menyebabkan kelelahan tangan selama prosedur panjang, dan membutuhkan proses perekatan yang terpisah dan padat karya untuk pegangan karet. Kompatibilitas sterilisasi juga penting.
Solusi overmolding: Pisau logam dan betis diliputi dengan elastomer termoplastik tingkat medis (TPE) khusus.
Sisipkan: Blade stainless steel yang kaku dan tang integral (porsi pegangan).
Bahan overmold: TPE yang diformulasikan secara khusus dan biokompatibel dipilih untuk nuansa sentuhan lembut, sifat non-slip bahkan ketika basah, dan kemampuan untuk menahan siklus sterilisasi uap (autoclaving) yang berulang tanpa degradasi atau delaminasi.
Proses: Tang logam tepat diposisikan di rongga cetakan. TPE disuntikkan di sekitarnya, membentuk pegangan ergonomis dengan fitur bertekstur. Fitur interlocking mekanis (alur, lubang-lubang) dirancang ke dalam sisipan logam untuk memastikan ikatan permanen yang kuat.
Manfaat dicapai:
Ergonomi Superior: Pegangan TPE sentuhan lembut secara signifikan meningkatkan kenyamanan dan kontrol ahli bedah, mengurangi kelelahan tangan.
Peningkatan Keselamatan: Permukaan non-slip mengurangi risiko selip yang tidak disengaja selama prosedur kritis.
Peningkatan Manufakturitas & Penghematan Biaya: Menghilangkan langkah perekatan manual, menghasilkan proses yang lebih bersih, berkurangnya tenaga kerja, dan produksi yang lebih cepat.
Kompatibilitas Sterilisasi: TPE yang dipilih mempertahankan integritas dan kekuatan ikatannya melalui protokol sterilisasi yang ketat.
Studi Kasus 3: Kontrol Remote Elektronik Konsumen
Tantangan: Produsen elektronik konsumen ingin meningkatkan nuansa taktil, resistensi drop, dan keseluruhan estetika remote control kelas atas. Desain aslinya adalah plastik yang kaku, rentan terhadap retak saat dijatuhkan, dan terasa "murah."
Solusi overmolding: Proses overmolding dua-shot (multi-shot) digunakan untuk menciptakan tubuh jarak jauh.
Bidikan Pertama (Sisipkan/Substrat): Plastik ABS (acrylonitrile butadiene styrene) yang kaku membentuk inti struktural dan sumur tombol dari jarak jauh.
Bidikan kedua (overmold): TPE yang diformulasikan khusus disuntikkan di bagian ABS, menciptakan cangkang luar yang lembut dan grippy dan area aksen.
Proses: Komponen ABS dicetak di rongga pertama, kemudian secara otomatis ditransfer (melalui rotasi cetakan atau lengan robot) ke rongga kedua di mana TPE disuntikkan.
Manfaat dicapai:
Nuansa taktil premium: TPE Overmold memberikan permukaan yang menyenangkan dan sentuhan lembut yang secara signifikan meningkatkan pengalaman pengguna.
Peningkatan resistensi drop: Lapisan luar elastomerik diserap kekuatan dampak, membuat remote lebih tahan lama dan kurang rentan kerusakan akibat tetesan yang tidak disengaja.
Peningkatan Estetika: Desain multi-bahan yang diaktifkan dengan tekstur dan kontras warna yang berbeda, meningkatkan kualitas yang dirasakan dan kecanggihan desain produk.
Produksi yang ramping: Proses dua tembakan memungkinkan untuk pembuatan bagian multi-bahan yang kompleks dalam siklus cetakan tunggal, mengurangi waktu perakitan dan logistik.
Contoh -contoh ini menggarisbawahi bahwa memasukkan overmolding overmon bukan hanya tentang menggabungkan bahan; Ini tentang rekayasa solusi terintegrasi yang memberikan kinerja, efisiensi, dan daya tarik pasar yang unggul.
Praktik terbaik untuk memasukkan overmolding
Mencapai hasil yang konsisten dan berkualitas tinggi dalam memasukkan overmolding membutuhkan kepatuhan terhadap praktik terbaik yang terbukti di seluruh tahap desain, perkakas, dan manufaktur.
1. Pedoman Desain untuk Produksi (DFM)
Keputusan desain proaktif adalah cara paling berdampak untuk memastikan keberhasilan yang berlebihan.
Berkolaborasi Early: Terlibat dengan cetakan dan pemasok material Anda dari fase desain awal. Keahlian mereka dapat mencegah desain ulang yang mahal.
Akun untuk sifat material: Memahami ekspansi termal, penyusutan, dan karakteristik adhesi dari kedua bahan. Toleransi desain harus menjelaskan perbedaan -perbedaan ini.
Promosikan interlocking mekanis: Prioritaskan fitur perancangan pada sisipan (undercuts, lubang, knurling) yang memaksimalkan kekuatan ikatan mekanik.
Pertahankan ketebalan dinding yang seragam: Berusahalah untuk ketebalan dinding yang overmold yang konsisten di sekitar sisipan untuk meminimalkan pendinginan diferensial, warpage, dan bekas tenggelam.
Radii yang murah hati: Gunakan jari -jari yang murah hati (fillet) pada sudut internal dan eksternal, terutama di mana overmold memenuhi sisipan, untuk mengurangi konsentrasi tegangan dan meningkatkan aliran material.
Optimalkan Gerbang dan Ventilasi: Tempatkan gerbang secara strategis untuk memastikan aliran seimbang di sekitar sisipan dan ventilasi untuk mencegah perangkap udara, yang dapat menyebabkan rongga dan ikatan yang buruk.
Pastikan Sisipkan Ketahanan: Desain sisipan untuk menahan tekanan injeksi dan suhu tanpa deformasi. Pertimbangkan kekakuan dan massa termal mereka.
Clearance untuk komponen cetakan: Pastikan ruang yang cukup di sekitar sisipan untuk komponen cetakan (mis., Pin inti) untuk terlibat tanpa gangguan.
2. Kontrol dan inspeksi kualitas
Kontrol kualitas yang ketat di seluruh proses sangat penting untuk memastikan integritas dan kinerja bagian.
Inspeksi Bahan Masuk: Verifikasi kualitas, dimensi, dan kebersihan semua sisipan yang masuk dan bahan overmolding mentah.
Pemantauan dalam proses:
Sistem Visi Otomatis: Gunakan kamera untuk memverifikasi penempatan sisipan yang benar sebelum penutupan cetakan.
Pemantauan Parameter Proses: Monitor terus -menerus dan tekanan injeksi log, suhu, waktu siklus, dan profil pendingin untuk memastikan konsistensi.
Kalibrasi Robot/Otomasi: Secara teratur mengkalibrasi sistem penempatan penyisipan robotik untuk presisi.
Inspeksi pasca-pencetus:
Inspeksi Visual: Periksa cacat kosmetik, flash, rongga, bidikan pendek, dan enkapsulasi insert yang tepat.
Inspeksi Dimensi: Gunakan kaliper, mikrometer, CMM (mesin pengukur koordinat), atau pemindai optik untuk memverifikasi dimensi kritis.
Pengujian Adhesi:
Tes pull-out: Oleskan gaya yang diukur ke sisipan untuk menentukan kekuatan ikatan yang diperlukan untuk menariknya keluar dari overmold.
Tes Peel: Ukur gaya yang dibutuhkan untuk mengupas bahan overmold dari permukaan sisipan (umum untuk antarmuka datar).
Tes Torsi: Untuk sisipan berulir, ukur torsi yang diperlukan untuk memutar atau melepas sisipan.
Pengujian Lingkungan: Sampel subjek untuk suhu ekstrem, kelembaban, paparan kimia, atau radiasi UV untuk memastikan kinerja jangka panjang dan integritas ikatan di lingkungan yang dimaksudkan.
Pengujian Fungsional: Uji Bagian Selesai dalam aplikasi yang dimaksudkan untuk memverifikasi semua fungsi dipenuhi.
Dengan mengintegrasikan praktik-praktik terbaik ini, produsen dapat secara signifikan mengurangi risiko, mengoptimalkan produksi, dan secara konsisten menghasilkan komponen yang overmolded yang dimasukkan berkualitas tinggi.
Tren masa depan dalam memasukkan overmolding
Bidang masukkan overmolding terus berkembang, didorong oleh kemajuan dalam ilmu material, teknologi manufaktur, dan meningkatnya tuntutan untuk produk yang terintegrasi dan berkelanjutan.
Kemajuan dalam Bahan dan Teknologi:
Integrasi multi-bahan : Mengharapkan pengembangan berkelanjutan dalam TPE dan TPU yang sangat khusus yang menawarkan ikatan kimia yang unggul ke berbagai plastik dan logam teknik yang lebih luas, mengurangi ketergantungan pada perawatan permukaan.
Bahan dan Sensor Cerdas: Tumbuhnya integrasi elektronik canggih, sensor (mis., Tekanan, suhu, RFID), dan bahkan sirkuit fleksibel langsung ke komponen overmolded, menciptakan bagian "pintar" dengan fungsionalitas tertanam.
Bahan Berkelanjutan: Meningkatkan penggunaan bahan overmolding berbasis bio, daur ulang, dan dapat didaur ulang untuk memenuhi peraturan lingkungan dan permintaan konsumen untuk produk yang lebih hijau.
Pabrikan aditif (pencetakan 3D) untuk sisipan: Prototipe dan bahkan produksi sisipan kompleks volume rendah melalui pencetakan 3D menjadi lebih umum, menawarkan kebebasan dan kecepatan desain yang belum pernah terjadi sebelumnya.
Rubber silikon cair (LSR) Overmolding: Saat teknologi pencetakan LSR matang, penggunaannya untuk overmolding ke plastik dan logam untuk sentuhan lunak, penyegelan, dan aplikasi medis akan terus tumbuh karena sifatnya yang unik (biokompatibilitas, kisaran suhu yang luas).
Perangkat lunak simulasi yang ditingkatkan: Alat simulasi yang lebih canggih akan memungkinkan para insinyur untuk memprediksi aliran material, kekuatan ikatan, tegangan residual, dan potensi warpage dengan akurasi yang lebih besar, mengoptimalkan desain secara virtual sebelum perkakas dipotong.
Peningkatan otomatisasi dan integrasi industri 4.0:
Robotika untuk Penempatan Sisipan: Kemajuan lebih lanjut dalam sistem robot berkecepatan tinggi dan tepat untuk pemuatan insert otomatis akan meningkatkan efisiensi dan konsistensi, terutama untuk sisipan yang halus atau kompleks.
Sel-sel manufaktur terintegrasi: Jalur overmolding akan menjadi lebih terintegrasi dengan proses hilir (perakitan, pengujian, pengemasan) di lingkungan manufaktur "lampu-keluar" sepenuhnya otomatis.
Kontrol proses real-time: Memanfaatkan AI dan pembelajaran mesin untuk pemantauan real-time dan kontrol adaptif parameter cetakan, lebih lanjut mengoptimalkan kualitas dan mengurangi limbah.
Digital Twins: Pembuatan replika digital dari proses pembuatan untuk memprediksi kinerja, memecahkan masalah, dan mengoptimalkan operasi dari jarak jauh.
Tren ini menunjukkan masa depan di mana masukkan overmolding akan menjadi lebih canggih, serbaguna, dan pusat penciptaan produk multi-fungsional yang canggih di semua industri.
So
Perjalanan melalui masukkan overmolding mengungkapkan proses pembuatan yang canggih dan sangat berharga yang berdiri sebagai landasan desain produk modern. Dari meningkatkan kinerja dan estetika hingga mengkonsolidasikan komponen dan menurunkan biaya jangka panjang, kemampuannya transformatif.
Rekap Poin Kunci:
Apa itu: masukkan overmolding overmely dengan tepat merangkum komponen pra-formed (masukkan) dengan bahan yang dicetak injeksi, menciptakan bagian tunggal yang terintegrasi.
Proses inti: Melibatkan persiapan insert yang cermat, penempatan yang aman dalam cetakan, injeksi material yang tepat, pendinginan, dan pengusiran, seringkali memanfaatkan sistem otomatis untuk efisiensi.
Desain adalah Paramount: Sukses engsel pada desain cermat dari sisipan dan plastik overmolding, mempertimbangkan aspek -aspek seperti fitur interlocking mekanis, ketebalan dinding yang seragam, gerbang yang tepat, dan sudut draft untuk memastikan kemampuan cetakan dan kekuatan ikatan.
Kompatibilitas material sangat penting: Pemilihan bahan yang dimasukkan dan overmolding harus memperhitungkan kompatibilitas termal, kimia, dan adhesi untuk mencapai ikatan yang kuat dan andal, sering memanfaatkan termoplastik umum seperti TPE, TPU, PC, ABS, dan logam seperti aluminium, kuningan, dan baja.
Mekanisme Ikatan: Adhesi terutama dicapai melalui interlocking mekanis yang kuat, ikatan kimia (terutama dengan bahan khusus), atau, lebih jarang, perekat dalam bentuk, semuanya didukung oleh persiapan permukaan yang cermat.
Aplikasi Luas: Dari meningkatkan ergonomi dan melindungi elektronik sensitif di perangkat medis dan produk konsumen, hingga meningkatkan daya tahan dan fungsionalitas dalam komponen otomotif dan industri, fleksibilitas overmolding sangat luas.
Pros & Kontra: Saat menawarkan keunggulan yang signifikan dalam kinerja, sebagian konsolidasi, dan pengurangan biaya jangka panjang, ia menuntut investasi perkakas awal yang lebih tinggi dan manajemen kompatibilitas material dan kompleksitas proses yang cermat.

