 English
English Indonesia
Indonesia
Pengantar tantangan overmolding dan ikatan
Overmolding adalah proses pembuatan transfataumatif di mana satu bahan, biasanya elastomer termoplastik lunak (TPE) atau karet, dicetak langsung atau sekitar satu detik, bahan kaku (substrat). Teknik ini sangat fleksibel, memungkinkan untuk pembuatan komponen dengan beberapa sifat material dalam satu bagian. Pikirkan cengkeraman yang nyaman dan non-slip pada alat, segel tahan air pada perangkat elektronik, atau desain multi-warna yang menyenangkan secara estetika pada produk konsumen.
Manfaat overmolding sangat banyak: peningkatan ergonomi, peningkatan estetika, peredam kebisingan dan getaran, isolasi listrik, dan perakitan yang disederhanakan dengan menghilangkan kebutuhan perekat atau pengencang. Namun, keberhasilan engsel overmolding pada satu faktatau kritis: mencapai ikatan yang kuat dan permanen di antara dua bahan yang berbeda.

Tanpa ikatan yang kuat, bagian -bagian yang overmon dapat menderita masalah umum dan membuat frustrasi seperti pemisahan materi, mengelupas, menggelegak, atau delaminasi . Bayangkan pegangan sentuh lembut yang melepaskan dari inti yang kaku, atau kDanang elektronik yang disegel gagal karena masuknya kelembaban. Kegagalan ini tidak hanya membahayakan fungsionalitas produk dan daya tahan tetapi juga dapat menyebabkan klaim garansi yang mahal, penarikan produk, dan kerusakan signifikan pada reputasi merek.
Memahami ilmu ikatan material dalam overmolding
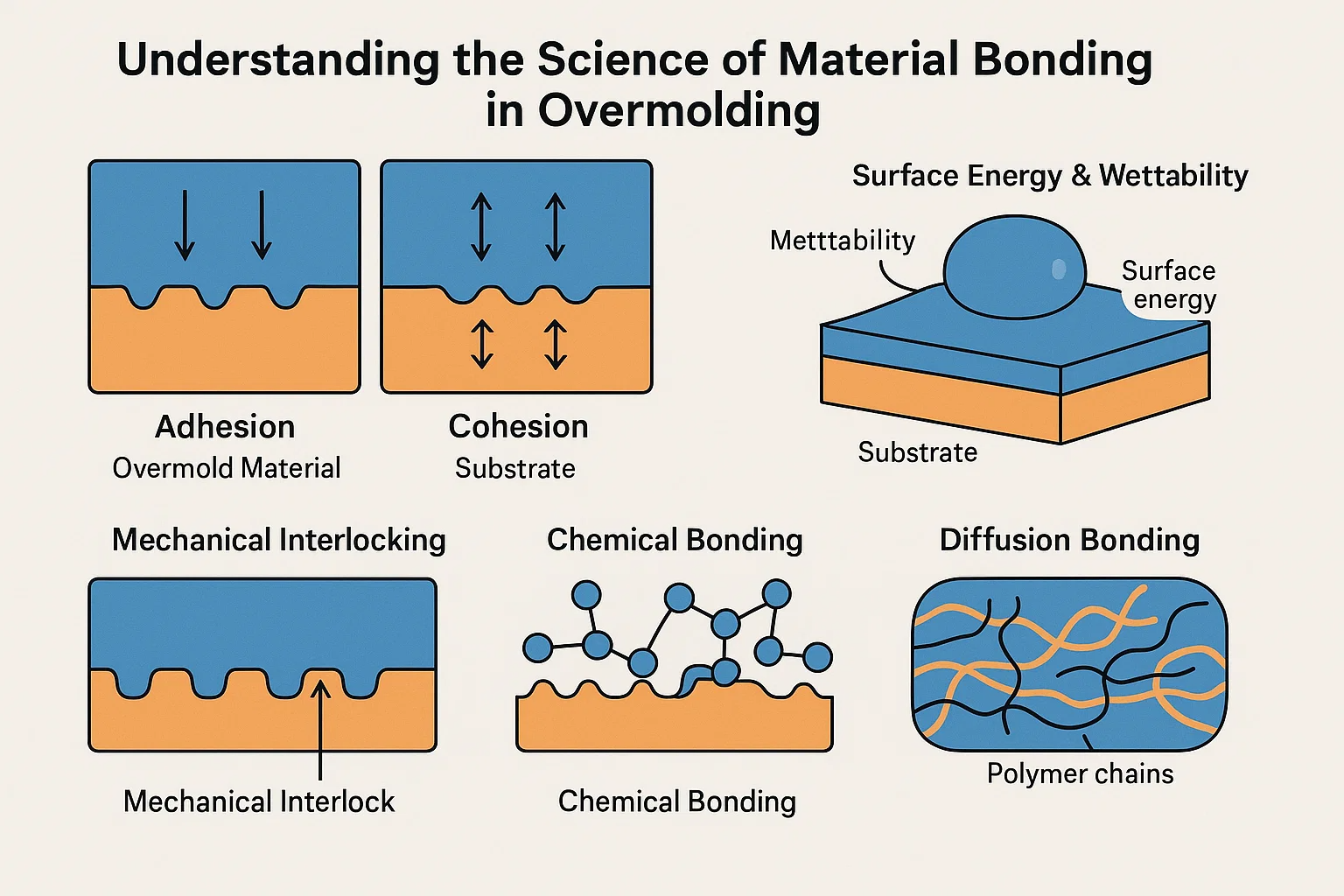
Mencapai ikatan permanen dalam overmolding bukanlah sihir; Ini adalah ilmu yang berakar pada bagaimana bahan berinteraksi pada tingkat mikroskopis. Untuk benar -benar menguasai overmolding, kita perlu memahami prinsip -prinsip dasar adhesi Dan kohesi , dan bagaimana mereka berlaku untuk antarmuka antara substrat Anda dan materi yang overmold.
Adhesi mengacu pada kekuatan yang menarik antara dua berbeda permukaan. Anggap saja seperti pita lengket; Pita itu melekat pada dinding. Dalam overmolding, ini adalah ikatan antara substrat (bahan pertama) dan bahan overmold (bahan kedua). Adhesi yang kuat berarti kedua bahan tidak akan mudah menarik terpisah di permukaan kontak mereka.
Kohesi , di sisi lain, mengacu pada kekuatan internal a lajang bahan. Jika pita lengket Anda robek, itu adalah kegagalan kohesif dalam pita itu sendiri, bukan kegagalan perekat dari dinding. Dalam overmolding, kedua bahan membutuhkan kekuatan kohesif yang baik untuk mencegah robek atau patah secara internal. Ikatan overmold yang kuat membutuhkan adhesi yang sangat baik pada antarmuka dan kohesi yang cukup dalam setiap bahan.
Pusat adhesi adalah energi permukaan Dan keterbasahan :
-
Energi Permukaan: Setiap bahan memiliki sejumlah energi di permukaannya. Untuk ikatan yang efektif, bahan yang dijual lewat (dalam keadaan cairnya) umumnya perlu memiliki a energi permukaan bawah dari substrat itu mengalir. Ini memungkinkan plastik cair untuk menyebar dan "basah" permukaan substrat secara menyeluruh.
-
Keterbasahan: Ini adalah kemampuan cairan (bahan overmold cair) untuk menyebar di atas permukaan padat (substrat). Keterbasahan yang baik memastikan plastik cair dapat secara erat menghubungi substrat, memaksimalkan potensi ikatan. Bayangkan air manik -manik di atas mobil lilin versus menyebar di atas gelas bersih; Yang terakhir menunjukkan keterbasahan yang lebih baik.
Ketika kondisi ini dipenuhi, berbagai mekanisme ikatan berperan untuk menciptakan koneksi yang kuat dan permanen:
-
Interlocking mekanis: Ini seperti teka -teki mikroskopis. Bahan overmold cair mengalir ke penyimpangan kecil, pori -pori, atau fitur yang dirancang dengan sengaja (seperti undercut atau lubang) di permukaan substrat. Saat mendingin dan menguat, secara fisik saling terkait dengan fitur -fitur ini, menciptakan jangkar mekanis yang menolak pemisahan. Ini sering merupakan mekanisme ikatan utama, terutama ketika kompatibilitas kimia terbatas.
-
Ikatan Kimia: Ini adalah bentuk adhesi terkuat, yang melibatkan pembentukan ikatan kimia primer (seperti ikatan kovalen atau ionik) atau kekuatan sekunder (Seperti gaya van der Waals, ikatan hidrogen) antara molekul dari dua bahan pada antarmuka mereka. Ini biasanya terjadi ketika bahan memiliki struktur kimia yang sama atau ketika kelompok reaktif spesifik dapat berinteraksi. Misalnya, tingkat TPE tertentu direkayasa ikatan secara kimiawi dengan plastik teknik tertentu.
-
Ikatan difusi: Dalam beberapa kasus, terutama dengan bahan yang secara kimiawi sangat mirip dan diproses pada suhu tinggi, rantai polimer dari material yang overm Can sebenarnya dapat difus dan melibatkan dengan rantai polimer substrat. Ini menciptakan jaringan interpenetrating sejati, secara efektif mengaburkan batas antara kedua bahan dan membentuk ikatan yang sangat kuat, hampir tidak dapat dipisahkan. Ini sering terlihat dalam cetakan dua-shot di mana kedua bahan adalah plastik dengan sifat leleh yang sama.
Faktor kunci yang mempengaruhi kekuatan ikatan
Mencapai ikatan yang unggul dalam overmolding bukan hanya tentang memahami sains; Ini tentang mengontrol beberapa faktor praktis secara cermat di seluruh desain dan proses manufaktur. Mengabaikan salah satu dari ini dapat secara signifikan membahayakan kekuatan ikatan akhir.
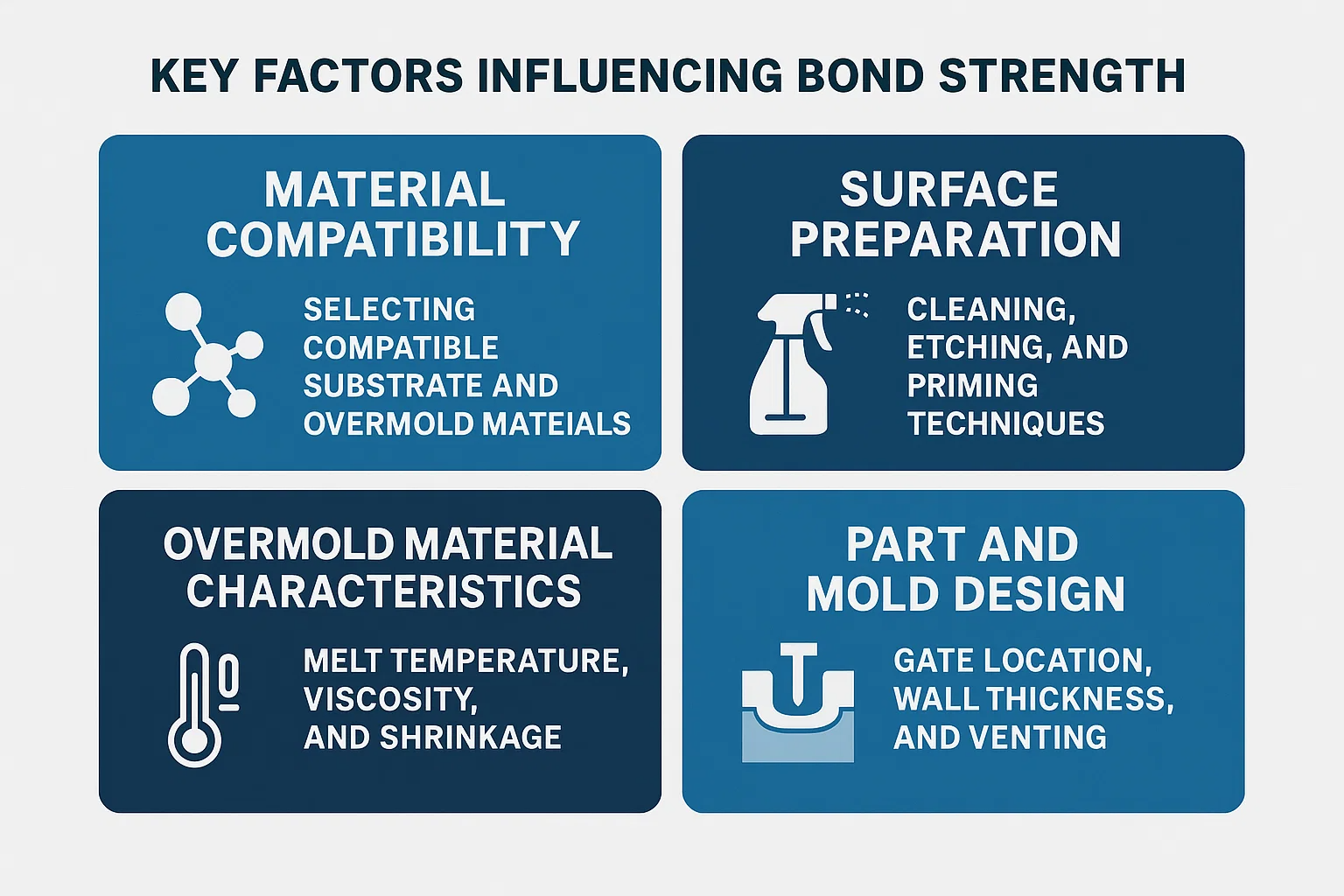
1. Kompatibilitas Bahan: Memilih Bahan Substrat dan Overmold yang Kompatibel
Ini sering merupakan titik awal yang paling kritis. Pilihan bahan menentukan potensi Ikatan Kimia Dan difusi .
-
Afinitas Kimia: Beberapa pasangan material secara alami "suka" satu sama lain. Misalnya, pasti TPE (elastomer termoplastik) secara khusus diformulasikan untuk mengikat dengan baik dengan plastik kaku yang umum seperti PC (polikarbonat) , ABS (Acrylonitrile Butadiene Styrene) , PC/ABS Campuran , dan bahkan Nilon . Sebaliknya, mengikat TPE untuk material seperti PP (polypropylene) or PE (polietilen) Dapat menantang tanpa formulasi khusus atau perawatan permukaan karena energi permukaannya yang rendah.
-
Kesamaan suhu leleh: Idealnya, bahan overmold harus memiliki suhu pemrosesan yang memungkinkannya mengalir dan mengikat secara efektif tanpa mendeformasi atau merendahkan substrat. Jika bahan overmold membutuhkan suhu yang jauh lebih tinggi daripada suhu defleksi panas substrat, itu dapat menyebabkan melengkung atau melelehkan tembakan pertama.
-
Tarif penyusutan: Bahan menyusut saat dingin. Jika bahan overmold dan substrat memiliki berbeda secara signifikan tarif penyusutan , tekanan internal dapat menumpuk, yang mengarah ke delaminasi atau retak dari waktu ke waktu, terutama di tepi atau sudut. Insinyur memilih pasangan dengan hati -hati dengan perilaku penyusutan yang serupa atau saling melengkapi.
2. Persiapan permukaan: pembersihan, etsa, dan teknik priming
Bahkan dengan bahan yang kompatibel, permukaan substrat yang terkontaminasi atau kurang disiapkan dapat melemahkan ikatan.
-
Pembersihan: Permukaan substrat harus dengan cermat Bersih dan bebas dari agen pelepasan cetakan, minyak, debu, atau kontaminan lainnya . Ini bertindak sebagai hambatan, mencegah kontak dan ikatan intim. Tergantung pada substrat, metode pembersihan dapat berkisar dari pencucian sederhana hingga pembersihan ultrasonik atau penghapusan pelarut.
-
Etsa Mekanik/Tekstur: Membuat permukaan kasar mikroskopis pada substrat dapat secara signifikan meningkatkan interlocking mekanis . Ini dapat dicapai melalui teknik seperti sDanblasting, etsa laser, atau bahkan dengan merancang tekstur langsung ke cetakan tembakan pertama. Peningkatan luas permukaan juga memberikan lebih banyak titik untuk interaksi kimia potensial.
-
Promotor Priming/Adhesi Kimia: Untuk kombinasi material yang menantang, promotor primer atau adhesi dapat diterapkan pada permukaan substrat. Bahan kimia ini bertindak sebagai jembatan, membentuk ikatan dengan substrat dan bahan overmold. Ini umum terjadi pada overmolding karet-ke-plastik atau logam-ke-plastik.
-
Perawatan Plasma / Perawatan Corona: Perawatan permukaan canggih ini menggunakan pelepasan listrik untuk mengubah energi permukaan substrat, membuatnya lebih reseptif terhadap ikatan. Mereka dapat meningkatkan keterbasahan dan menciptakan situs reaktif untuk ikatan kimia.
3. Karakteristik material yang overmold: suhu leleh, viskositas, dan penyusutan
Sifat -sifat bahan overmold itu sendiri memainkan peran penting selama proses injeksi.
-
Suhu leleh: Suhu di mana bahan overmold diproses perlu dikontrol secara tepat. Pasti cukup panas untuk mencapai aliran dan pembasahan substrat yang tepat tetapi tidak terlalu panas sehingga menurunkan material atau substrat yang mendasarinya.
-
Viskositas: Itu Viskositas (resistensi aliran) dari bahan overmold cair mempengaruhi kemampuannya untuk mengisi fitur cetakan yang kompleks dan secara intim menghubungi permukaan substrat. Bahan yang terlalu kental mungkin tidak mengisi detail halus untuk interlocking mekanis, sedangkan yang terlalu cair bisa berkedip.
-
Penyusutan: Seperti yang disebutkan, penyusutan material overmold perlu dikelola sehubungan dengan substrat untuk mencegah stres internal dan kegagalan ikatan.
4. Bagian dan desain cetakan: lokasi gerbang, ketebalan dinding, dan ventilasi
Desain pintar dari awal dapat mencegah banyak masalah ikatan.
-
Lokasi gerbang: Itu gerbang (Di mana plastik cair memasuki cetakan) harus ditempatkan secara strategis untuk memastikan pengisian rongga yang terlalu cepat dan lengkap. Lokasi gerbang yang buruk dapat menyebabkan pengisian yang tidak lengkap, garis las, atau area dengan tekanan yang tidak mencukupi, yang semuanya kompromi.
-
Ketebalan Dinding: Memelihara Ketebalan dinding yang konsisten Dalam bahan overmold membantu memastikan pendinginan dan penyusutan yang seragam, meminimalkan stres internal. Perubahan mendadak dalam ketebalan dinding dapat menyebabkan pendinginan diferensial, melengkung, dan ikatan yang melemah.
-
Ventilasi: Saat bahan cair mengisi cetakan, udara dipindahkan. Jika udara ini tidak dapat melarikan diri melalui yang tepat ventilasi , itu bisa menjadi terperangkap, mengarah ke tembakan pendek, bekas luka bakar, atau area di mana bahan overmold tidak sepenuhnya menghubungi substrat, menciptakan bintik -bintik yang lemah.
-
Undercuts, alur, dan lubang: Sebagaimana dibahas dalam interlocking mekanis, memasukkan fitur -fitur ini ke dalam desain substrat sangat penting untuk membuat jangkar fisik untuk bahan overmold. Fitur -fitur ini harus dirancang dengan sudut draft yang tepat untuk memungkinkan demolding mudah tanpa merusak bagian yang overmolded.
Teknik untuk meningkatkan interlocking mekanik
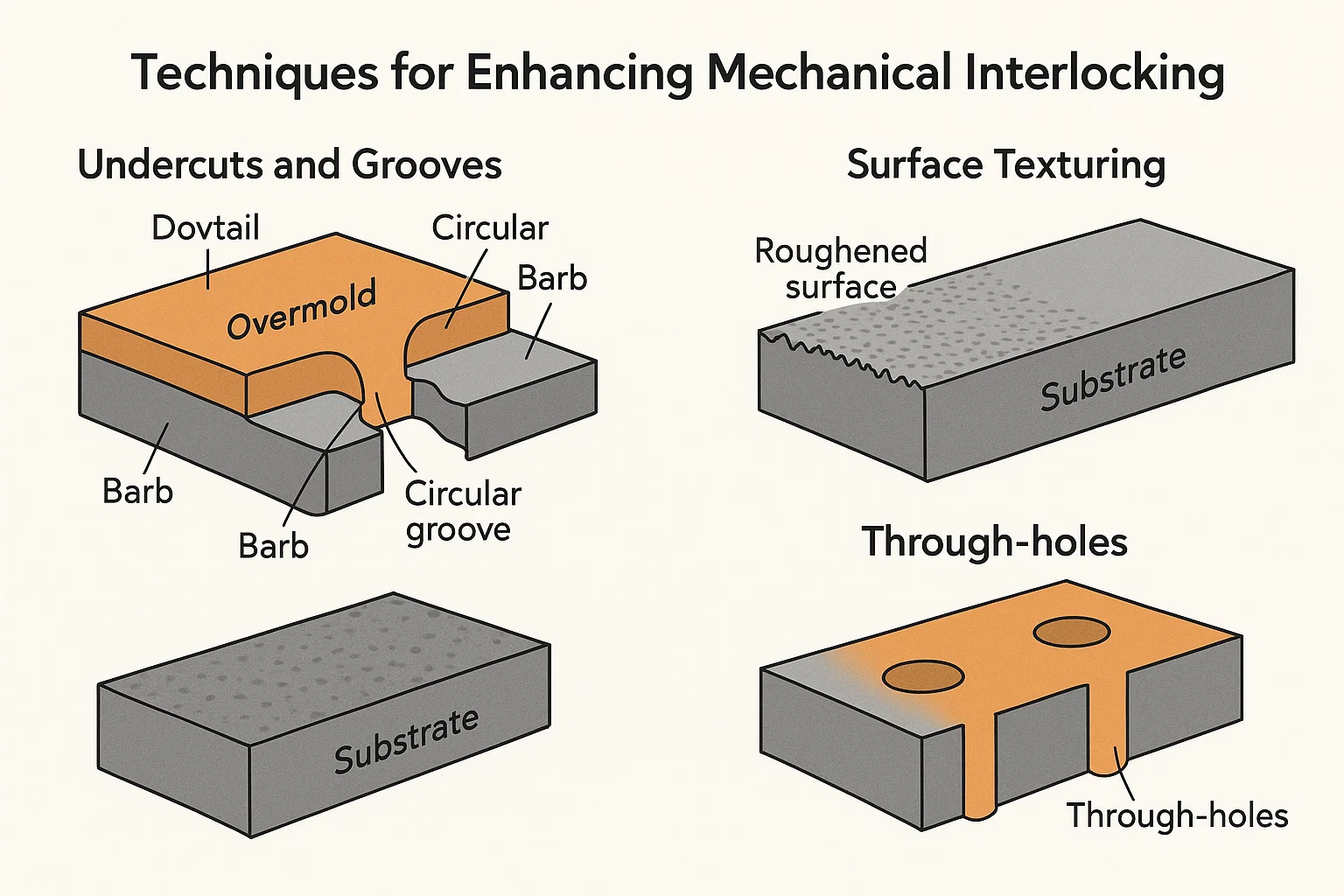
Sementara kompatibilitas kimia dan pemrosesan yang dioptimalkan sangat penting, interlocking mekanis Berdiri sebagai metode yang kuat dan seringkali sangat diperlukan untuk memastikan ikatan fisik yang kuat dalam overmolding. Ini menciptakan "cengkeraman" literal antara kedua bahan, mencegah pemisahan bahkan ketika adhesi kimia terbatas. Ini sangat penting ketika bahan overmolding dengan afinitas kimia yang buruk, seperti mengikat TPE lunak ke plastik energi permukaan rendah seperti polypropylene (PP).
Berikut adalah teknik desain utama untuk memaksimalkan interlocking mekanis:
1. Undercuts Dan Alur: Merancang fitur untuk retensi mekanis
Pikirkan undercuts dan alur sebagai kait mikroskopis atau jangkar di dalam substrat. Ketika bahan overmold cair mengalir ke fitur -fitur ini dan mendingin, itu menguatkan di sekitarnya, menciptakan kunci fisik.
-
Undercuts: Ini adalah fitur yang membuat "overhang" atau bentuk yang lebih besar di bawah permukaan dari pada pembukaan. Saat bahan overmold mendingin dan menyusut, ia menarik dengan erat ke bawah ini. Contohnya termasuk:
-
Alur pas: Saluran berbentuk V di mana alasnya lebih lebar dari pembukaan.
-
Alur melingkar: Cincin atau saluran yang dapat mengalir dan digenggam oleh bahan overmold.
-
Duri atau tulang rusuk: Fitur kecil yang menonjol pada substrat yang dijangkarkan oleh material overmold.
-
-
Grooves: Saluran atau ceruk sederhana pada permukaan substrat memungkinkan bahan overmold untuk mengisi dan memperkuat, membuat kunci mekanis. Ini bisa lurus, melengkung, atau mengikuti kontur bagian.
Kiat Desain: Saat merancang undercuts, selalu pertimbangkan draft sudut Untuk demolding yang mudah tanpa merusak bagian overmolded atau cetakan itu sendiri. Bahan overmold harus cukup fleksibel untuk mengubah bentuk sedikit selama ejeksi jika undercut bukan bagian dari mekanisme slide atau pengangkat dalam cetakan.
2. Tekstur permukaan: Menciptakan permukaan kasar untuk peningkatan adhesi
Permukaan yang halus menawarkan titik minimal untuk kontak mekanis. Dengan membuat permukaan kasar atau bertekstur pada substrat, Anda secara dramatis meningkatkan area permukaan yang tersedia untuk bahan overmold mengalir ke dalam dan pegangan.
-
Tekstur yang dicetak: Metode paling sederhana adalah merancang tekstur langsung ke dalam cetakan untuk bagian substrat. Ini bisa menjadi ketentuan yang bagus, hasil akhir matte, atau bahkan pola abrasif yang halus.
-
Peledakan abrasif: Setelah bagian substrat dicetak, itu bisa dilapisi pasir atau diledakkan. Ini secara fisik lebih kasar di permukaan, menciptakan puncak mikroskopis dan lembah yang dapat mengalir oleh bahan overmold dan interlock. Ini juga membantu menghilangkan kontaminan permukaan.
-
Etsa laser: Etsa laser presisi dapat membuat tekstur atau pola yang rumit dan sangat terkontrol pada permukaan substrat, mengoptimalkan ikatan mekanis untuk area tertentu.
-
Etsa Kimia: Bahan kimia tertentu dapat secara selektif mengukir permukaan plastik, menciptakan topografi yang lebih kasar secara mikroskopis yang meningkatkan adhesi mekanis.
Keuntungan: Peningkatan luas permukaan tidak hanya meningkatkan interlocking mekanis tetapi juga dapat secara tidak langsung membantu ikatan kimia dengan memaparkan lebih banyak situs reaktif.
3. Melalui lubang: Memanfaatkan lubang untuk aliran material dan interlocking
Menggabungkan ditempatkan secara strategis melalui lubang Dalam substrat memungkinkan bahan overmold mengalir sepenuhnya melalui dan membentuk "paku keling" atau "post" yang solid di sisi lain. Ini menciptakan kunci mekanis dua sisi yang sangat kuat.
-
Paku keling materi: Ketika bahan overmold mengalir melalui lubang, itu menciptakan "paku keling" material yang dengan kuat menjangkau overmold ke substrat.
-
Distribusi Muat: Berbagai lubang dapat mendistribusikan stres secara lebih merata di seluruh antarmuka terikat, meningkatkan daya tahan keseluruhan dari bagian yang dijual.
-
Ventilasi (manfaat tidak langsung): Dalam beberapa kasus, melalui lubang juga dapat membantu dalam ventilasi udara yang terperangkap selama proses overmolding, memastikan pengisian dan kontak lengkap.
Pertimbangan: Ukuran dan penempatan lubang-lubang sangat penting. Mereka harus cukup besar untuk memungkinkan aliran material yang baik tetapi tidak terlalu besar sehingga mereka membahayakan integritas struktural substrat.
Memanfaatkan ikatan kimia untuk adhesi yang unggul
Sementara interlocking mekanis memberikan jangkar fisik yang kuat, Ikatan Kimia Menawarkan tingkat adhesi tertinggi, menciptakan antarmuka yang hampir tidak dapat dipisahkan antara substrat dan bahan overmold. Metode ini bergantung pada interaksi molekuler aktual antara kedua polimer, yang mengarah ke ikatan yang seringkali lebih kuat dari kekuatan kohesif dari kedua bahan tersebut.
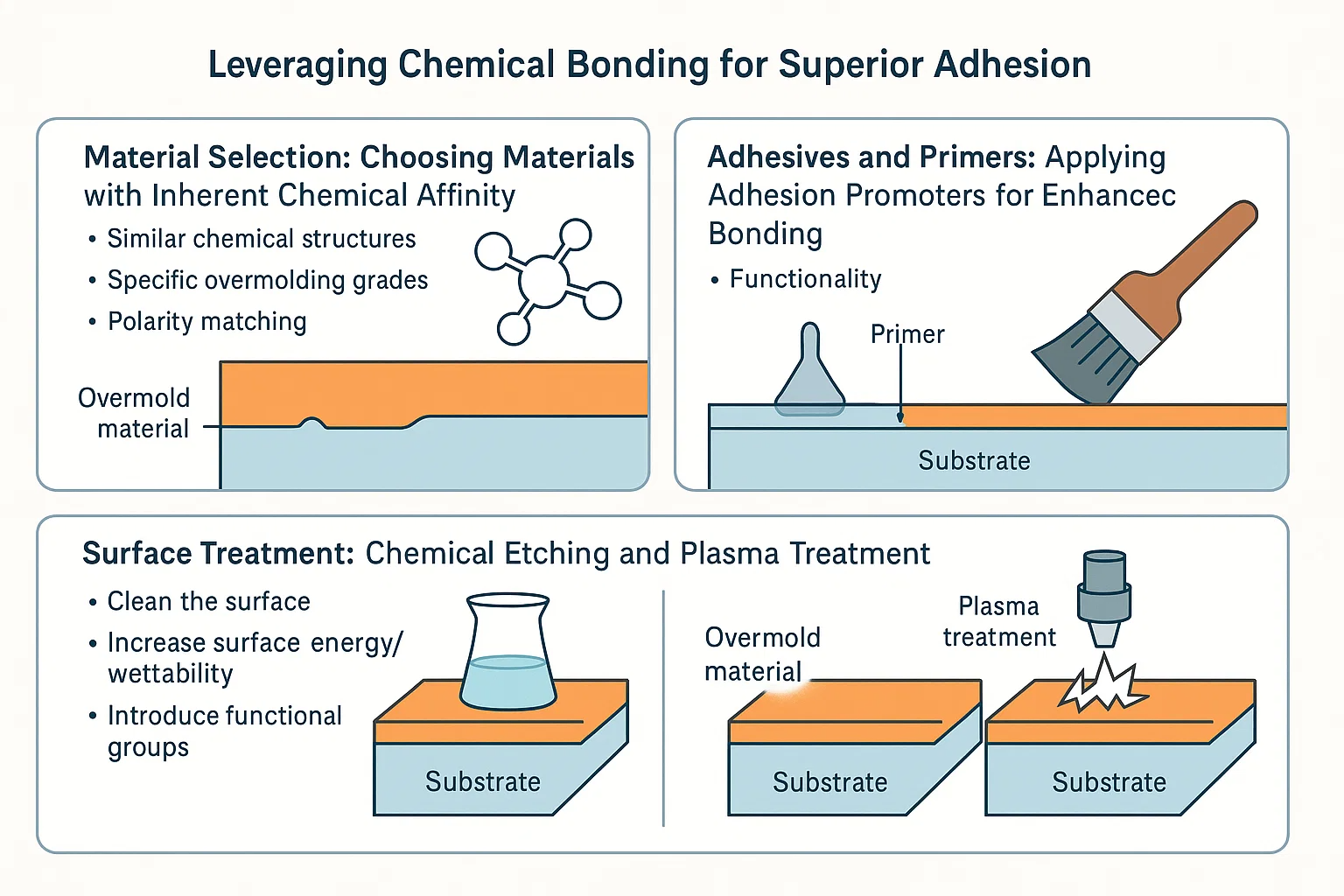
1. Pemilihan Bahan: Memilih Bahan dengan Afinitas Bahan Kimia yang Berwaris
Fondasi ikatan kimia terletak pada bahan pemilihan yang secara inheren kompatibel pada tingkat molekuler. Di sinilah keahlian dalam kimia polimer menjadi penting.
-
Struktur kimia yang serupa: Polimer dengan tulang punggung kimia yang serupa atau kelompok fungsional cenderung lebih mudah terikat. Misalnya, pasti Thermoplastik Poliuretan (TPU) diketahui membentuk ikatan kimia yang kuat dengan polikarbonat (PC) and Acrylonitrile Butadiene Styrene (ABS) Karena karakteristik polar bersama dan potensi ikatan hidrogen atau atraksi molekuler lainnya.
-
Nilai overmolding spesifik: Banyak pemasok material menawarkan khusus nilai overmolding TPE atau polimer lainnya. Nilai -nilai ini direkayasa untuk mengandung aditif atau struktur rantai polimer unik yang mempromosikan reaktivitas dan adhesi kimia dengan substrat kaku spesifik (mis., TPE yang dirancang untuk terikat dengan nilon, PE, atau PP, yang biasanya menantang).
-
Pencocokan Polaritas: Bahan dengan polaritas yang sama cenderung berinteraksi lebih baik. Bahan kutub (seperti PC, ABS, nilon) lebih cenderung terikat dengan bahan kutub lainnya, sedangkan bahan non-polar (seperti PP, PE) memerlukan aditif spesifik atau perawatan permukaan untuk mencapai adhesi yang baik dengan bahan overmold polar.
Bekerja sama dengan pemasok material untuk memilih pasangan resin yang optimal untuk aplikasi spesifik Anda seringkali merupakan jalur yang paling mudah untuk mencapai ikatan kimia.
2. Perekat dan Primer: Menerapkan promotor adhesi untuk peningkatan ikatan
Ketika afinitas kimia yang melekat antara bahan terbatas, atau lapisan keamanan tambahan diperlukan, perekat atau primer (promotor adhesi) dapat digunakan. Zat -zat ini bertindak sebagai jembatan, menciptakan ikatan dengan substrat dan bahan overmold.
-
Primer/Lapisan Ikatan: Ini biasanya pelapis tipis yang diterapkan pada substrat sebelum proses overmolding. Mereka mengandung gugus kimia yang dapat bereaksi dengan permukaan substrat dan bahan overmold cair, membentuk jembatan molekuler.
-
Perekat reaktif: Dalam beberapa aplikasi khusus, lapisan tipis perekat reaktif mungkin diterapkan. Namun, ini menambah langkah proses sekunder dan kurang umum pada lipatan injeksi volume tinggi di mana tujuannya sering untuk menghilangkan langkah-langkah tersebut.
-
Fungsionalitas: Primer sangat berguna untuk mengikat bahan yang berbeda, seperti karet silikon ke plastik or logam ke plastik , di mana ikatan kimia langsung melalui overmolding konvensional menantang.
Metode aplikasi (penyemprotan, penurunan, menyeka) dan kondisi pengeringan untuk primer sangat penting untuk efektivitasnya.
3. Perawatan Permukaan: Etsa Kimia dan Perawatan Plasma
Bahkan dengan bahan yang kompatibel secara kimia, kontaminan permukaan atau energi permukaan rendah dapat menghambat ikatan. Berbagai perawatan permukaan dapat menyiapkan substrat agar lebih reseptif terhadap interaksi kimia.
-
Etsa Kimia: Ini melibatkan memperlihatkan permukaan substrat ke solusi kimia spesifik yang secara mikroskopis mengubah topografi dan komposisi kimianya. Ini dapat menghilangkan lapisan batas yang lemah dan membuat situs reaktif, sehingga meningkatkan energi permukaan dan mempromosikan ikatan kimia yang lebih kuat. Misalnya, beberapa poliolefin dapat diukir secara kimia untuk meningkatkan kemampuan ikatan mereka.
-
Perawatan plasma (atmosfer atau vakum): Metode yang sangat efektif ini menggunakan gas terionisasi (plasma) untuk memodifikasi beberapa lapisan atom teratas dari permukaan substrat. Perawatan plasma dapat:
-
Bersihkan permukaan: Hapus kontaminan organik pada tingkat molekuler.
-
Tingkatkan energi/keterbasahan permukaan: Jadikan permukaan lebih "reseptif" ke bahan overmold cair, memungkinkannya menyebar lebih efektif.
-
Memperkenalkan kelompok fungsional: Buat gugus kimia baru di permukaan yang dapat bereaksi langsung dengan bahan overmold, membentuk ikatan kovalen.
-
-
Perawatan Corona: Mirip dengan perlakuan plasma, perlakuan corona debit menggunakan pelepasan listrik frekuensi tinggi untuk memodifikasi sifat permukaan bahan non-berpori, yang biasa digunakan pada film dan lembaran, tetapi juga berlaku untuk beberapa bagian yang dicetak untuk meningkatkan keterbasuhan dan adhesi.
Dengan menggabungkan pemilihan material secara strategis dengan teknik persiapan permukaan yang tepat, produsen dapat membuka potensi penuh ikatan kimia, yang mengarah ke bagian yang overmered dengan adhesi yang luar biasa dan tahan lama dan integritas struktural.
Mengoptimalkan proses overmolding
Bahkan dengan pilihan material yang sempurna dan cetakan yang dirancang dengan cemerlang, parameter proses overmolding yang sebenarnya adalah lINCHPIN yang memastikan ikatan yang kuat dan konsisten. Penyimpangan kecil dalam suhu, tekanan, atau kecepatan dapat secara signifikan mempengaruhi kualitas antarmuka antara substrat dan bahan overmold. Kontrol yang tepat dari parameter ini sangat penting untuk mencapai ikatan permanen.
1. Kontrol Suhu: Mengelola Suhu Melt dan Suhu Cetakan
Suhu memainkan peran ganda dalam overmolding, mempengaruhi aliran material dan ikatan.
-
Suhu leleh: Suhu bahan overmold cair yang memasuki cetakan sangat penting.
-
Terlalu Rendah: Jika suhu leleh terlalu rendah, bahan tidak akan mengalir dengan mudah. Mungkin tidak sepenuhnya membasahi permukaan substrat, gagal mengisi interlock mekanis yang rumit, atau mengeras terlalu cepat, yang mengarah ke kontak yang tidak lengkap dan ikatan yang lemah.
-
Terlalu Tinggi: Sebaliknya, suhu leleh yang terlalu tinggi dapat menyebabkan degradasi material, yang mengarah ke sifat mekanik yang buruk, perubahan warna, atau bahkan pembakaran. Ini juga dapat berisiko mendeformasi atau merusak substrat, terutama jika substrat memiliki suhu defleksi panas yang lebih rendah.
-
Keseimbangan optimal: Suhu leleh yang ideal memastikan viskositas material cukup rendah untuk aliran dan pembasahan yang baik, mempromosikan kontak intim dan interaksi kimia, tanpa menyebabkan degradasi.
-
-
Suhu jamur: Suhu cetakan itu sendiri secara langsung memengaruhi bagaimana bahan overmold mendingin dan menguatkan.
-
Terlalu Dingin: Cetakan yang terlalu dingin dapat menyebabkan bahan overmold "membeku" sebelum waktunya, yang mengarah ke pengisian yang tidak lengkap, permukaan yang buruk, dan kontak yang tidak memadai dengan substrat, mencegah ikatan yang efektif.
-
Terlalu Panas: Cetakan yang terlalu panas dapat memperpanjang waktu siklus, menyebabkan degradasi material, atau menyebabkan penyusutan dan warpage yang berlebihan saat bagian mendingin di luar cetakan.
-
Pertimbangan Substrat: Untuk overmolding, suhu cetakan juga mempengaruhi suhu permukaan substrat. Cetakan hangat yang tepat dapat membantu menjaga permukaan substrat sedikit lentur, meningkatkan kemampuan bahan overmold untuk mengikat. Namun, tidak boleh begitu panas sehingga menyebabkan substrat berubah bentuk.
-
2. Tekanan dan kecepatan injeksi: Parameter penyesuaian untuk aliran material yang optimal
Gaya dan kecepatan di mana bahan overmold memasuki rongga sangat penting untuk pengisian dan adhesi yang tepat.
-
Kecepatan injeksi:
-
Terlalu lambat: Kecepatan injeksi yang lambat dapat menyebabkan pendinginan prematur dari bahan cair sebelum sepenuhnya mengisi rongga atau secara intim menghubungi substrat. Ini dapat menghasilkan bidikan pendek, garis aliran, dan area ikatan yang lemah.
-
Terlalu Cepat: Kecepatan injeksi yang sangat cepat dapat menyebabkan "pengaliran" (aliran yang tidak terkendali menyebabkan turbulans), jebakan udara (yang mengarah ke rongga atau bintik -bintik lemah), atau bahkan mengikis permukaan substrat, yang semuanya kompromi kekuatan ikatan.
-
Isi Terkendali: Kecepatan injeksi yang optimal memastikan aliran laminar yang halus yang memungkinkan bahan cair untuk mengisi rongga secara seragam dan sepenuhnya membasahi permukaan substrat, mempromosikan kontak maksimum dan interlocking mekanis.
-
-
Tekanan Injeksi (Isi Tekanan & Tekanan Holding/Pengepakan):
-
Isi tekanan: Ini adalah tekanan yang digunakan selama fase pengisian awal. Tekanan yang memadai memastikan material mencapai setiap bagian rongga, terutama menjadi fitur rumit yang dirancang untuk interlocking mekanis.
-
Holding/Packing Pressure: Setelah cetakan diisi, tekanan menahan diterapkan untuk durasi tertentu. Tekanan ini mengemas bahan tambahan ke dalam rongga untuk mengimbangi penyusutan material saat didinginkan. Ini sangat penting untuk kekuatan obligasi. Tanpa tekanan penampung yang memadai, bahan overmold dapat menarik diri dari substrat, yang mengarah ke rongga, tanda tenggelam, dan kegagalan ikatan. Ini memastikan kontak intim dipertahankan sampai material mengeras.
-
3. Laju pendinginan: Mengontrol pendinginan untuk meminimalkan penyusutan dan stres
Tingkat di mana bagian overmolded mendingin secara signifikan berdampak signifikan terhadap stres internal dan integritas ikatan.
-
Pendinginan Seragam: Pendinginan yang tidak seragam dapat menyebabkan penyusutan diferensial antara bahan overmold dan substrat, menciptakan tekanan internal yang dapat menyebabkan warpage, retak, atau delaminasi dari waktu ke waktu. Desain cetakan yang tepat dengan saluran pendingin yang dioptimalkan membantu memastikan laju pendinginan yang merata.
-
Waktu Pendinginan: Waktu pendinginan yang cukup dalam cetakan diperlukan untuk memungkinkan bahan overmold untuk memperkuat sepenuhnya dan mengembangkan kekuatan yang cukup untuk menahan gaya ejeksi tanpa mendeformasi atau memisahkan dari substrat. Menarik sebagian terlalu dini dapat merusak ikatan yang baru lahir.
-
Meminimalkan stres: Pendinginan terkontrol membantu meminimalkan tegangan residual di dalam bagian tersebut. Tegangan residual yang tinggi, terutama pada antarmuka material, adalah penyebab umum kegagalan obligasi jangka panjang.
Menguasai parameter proses ini membutuhkan kontrol mesin yang tepat, seringkali melalui mesin cetakan injeksi canggih yang mampu menyempurnakan setiap tahap siklus. Pemantauan dan penyesuaian berkelanjutan berdasarkan kualitas bagian dan integritas ikatan sangat penting untuk keberhasilan overmolding.
Pertimbangan desain untuk bagian overmolded tahan lama
Ikatan yang kuat dalam overmolding dimulai jauh sebelum material memasuki mesin. Itu dimulai dengan produk cerdas dan desain cetakan. Desain yang bijaksana meminimalkan stres, memastikan aliran material yang tepat, dan mengintegrasikan fitur yang secara inheren memperkuat ikatan, yang mengarah ke bagian -bagian overmolded yang tahan lama dan dapat diandalkan.
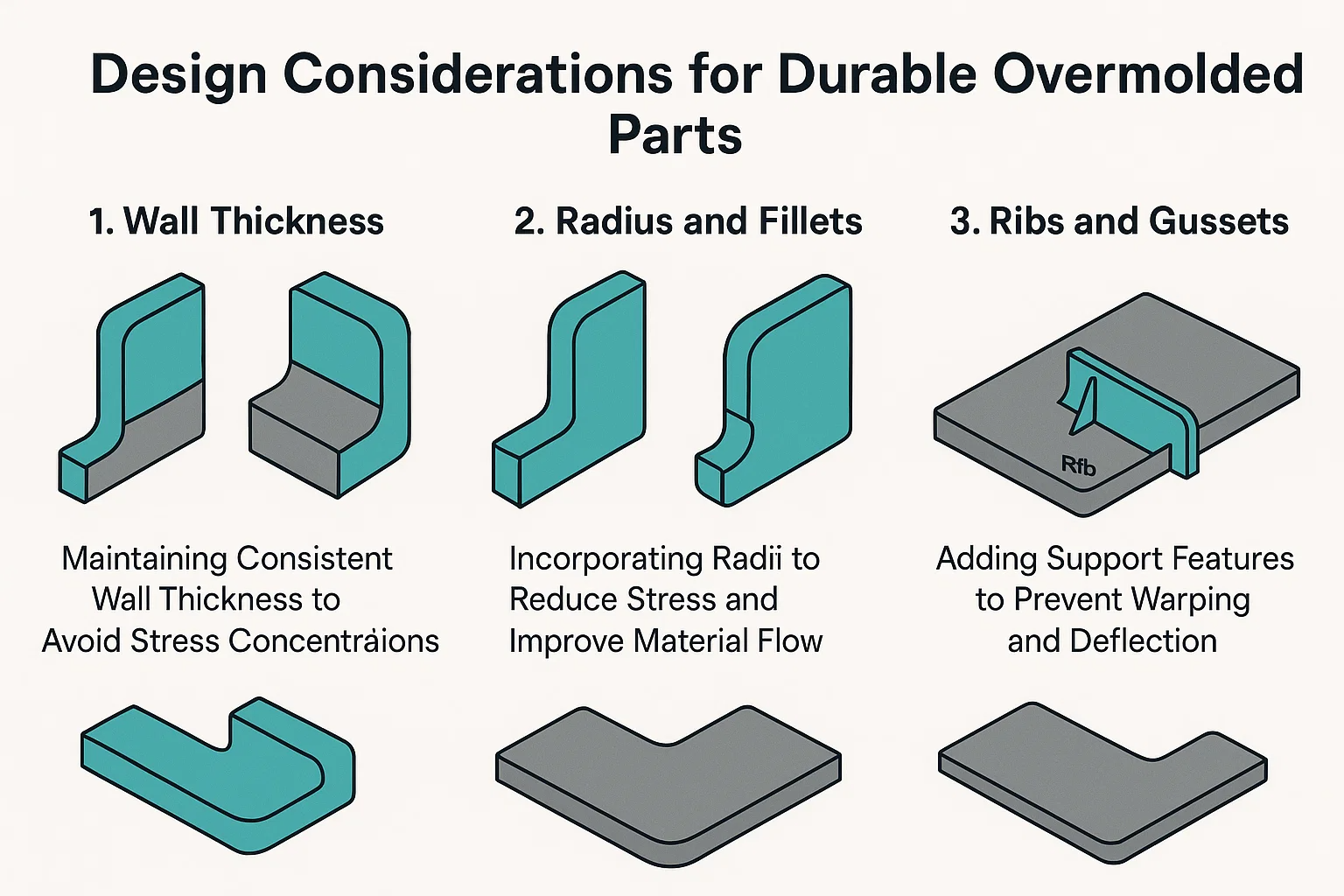
1. Ketebalan Dinding: Mempertahankan ketebalan dinding yang konsisten untuk menghindari konsentrasi tegangan
Salah satu aturan paling mendasar dalam desain bagian plastik berlaku langsung untuk overmolding: Pertahankan ketebalan dinding yang konsisten .
-
Masalah: Perubahan mendadak dalam ketebalan dinding menciptakan area di mana bahan mendingin dan menyusut pada tingkat yang berbeda. Pendinginan diferensial ini mengarah ke tekanan internal dalam materi yang overmolded dan, secara kritis, pada antarmuka dengan substrat. Tekanan ini dapat bermanifestasi sebagai warping, bekas tenggelam, atau, yang paling merusak untuk overmolding, delaminasi dan kegagalan obligasi seiring waktu.
-
Larutan: Rancang lapisan overmold dengan seragam mungkin ketebalan dinding. Jika variasi ketebalan tidak dapat dihindari karena geometri bagian, terapkan transisi bertahap (mis., Menggunakan lancip yang panjang dan lembut alih -alih langkah tajam). Ini memungkinkan untuk lebih merata dan meminimalkan konsentrasi stres di garis ikatan.
2. Radius dan fillet: Menggabungkan jari -jari untuk mengurangi stres dan meningkatkan aliran material
Sudut -sudut yang tajam adalah konsentrator stres yang terkenal di bagian plastik. Dalam overmolding, mereka menimbulkan ancaman ganda terhadap integritas ikatan.
-
Konsentrasi stres: Sudut -sudut tajam internal (di mana bahan overmold memenuhi substrat) membuat titik tegangan lokal, membuat ikatan rentan terhadap retak atau mengelupas di bawah perubahan beban atau suhu. Sudut tajam eksternal juga bisa menjadi titik lemah.
-
Aliran material yang buruk: Plastik cair lebih suka mengalir dengan lancar. Sudut -sudut yang tajam menciptakan resistensi, berpotensi mengarah pada pengisian yang tidak lengkap, rongga, atau area yang lebih lemah di mana material berjuang untuk sepenuhnya basah dan merangkum substrat.
-
Larutan: Menggabungkan murah hati Radii (sudut eksternal bulat) and fillet (sudut internal bulat) Di semua transisi dan persimpangan dalam desain overmold dan pada substrat di mana overmold akan menghubunginya.
-
Manfaat: Radii dan fillet memungkinkan aliran material yang lebih halus, mengurangi konsentrasi tegangan, meningkatkan kekuatan bagian, dan meningkatkan kemampuan cetakan, yang semuanya berkontribusi pada ikatan yang lebih kuat. Tujuan jari -jari yang setidaknya 0,5 hingga 1,0 kali ketebalan dinding.
-
3. Tulang rusuk dan GUSSETS: Menambahkan fitur dukungan untuk mencegah warping dan defleksi
Meskipun terutama dikenal untuk menambahkan kekakuan dan kekuatan ke bagian plastik, tulang rusuk yang dirancang dengan benar dan gusset dapat secara tidak langsung mendukung integritas ikatan dalam overmolding dengan mencegah deformasi bagian.
-
Mencegah warpage: Area besar dan datar dari bahan overmolded cenderung membungkuk karena dingin. Jika melengkung overmold menjauh dari substrat, obligasi pasti akan gagal. Ribs tipis, dinding pendukung ditambahkan ke sisi non-posmetic dari bagian tersebut. Mereka meningkatkan kekakuan tanpa menambahkan massa yang signifikan atau membutuhkan ketebalan dinding yang berlebihan.
-
Mengurangi defleksi: Gussets adalah struktur pendukung segitiga yang sering ditempatkan di persimpangan dinding dan bos, atau di dasar tulang rusuk. Mereka mencegah defleksi dan memperkuat sudut.
-
Perlindungan Obligasi Tidak Langsung: Dengan mempertahankan bentuk keseluruhan dan stabilitas dimensi dari bagian yang overmolded, tulang rusuk dan gusset memastikan bahwa bahan substrat dan overmold tetap dalam konfigurasi yang dimaksudkan, mencegah tekanan yang dapat memisahkan mereka. Mereka membantu mempertahankan integritas mekanisme ikatan primer (mekanik atau kimia).
Kiat Desain: Saat merancang tulang rusuk untuk bagian yang overmolded, pastikan ketebalannya adalah persentase (biasanya 40-60%) dari ketebalan dinding nominal untuk menghindari tanda wastafel di sisi kosmetik. Juga, pastikan mereka memiliki sudut draft yang tepat untuk pengusiran cetakan yang mudah.
Studi Kasus: Aplikasi Overmolding yang Berhasil
Melihat bagaimana prinsip overmolding diterapkan dalam produk dunia nyata adalah cara terbaik untuk memahami kekuatan dan keserbagunaannya dalam mencapai ikatan yang kuat. Dari meningkatkan pengalaman pengguna hingga memastikan fungsionalitas kritis, overmolding adalah enabler utama di berbagai industri.
1. Perangkat Medis: Contoh Overmolding dalam Aplikasi Medis
Industri perangkat medis menuntut ketepatan yang ekstrem, biokompatibilitas, dan seringkali, kemampuan untuk menahan sterilisasi. Overmolding sangat penting untuk menciptakan produk medis yang aman, nyaman, dan sangat fungsional.
-
Alat dan pegangan tangan bedah: Banyak instrumen bedah, dari pisau bedah hingga alat endoskopi, fitur genggaman overmolded.
-
Sukses Ikatan: Plastik yang kaku (seperti mengintip atau abs) membentuk inti struktural, sedangkan yang lembut, sering kali medis TPE (elastomer termoplastik) overmolded ke area pegangan. Ikatan memastikan cengkeraman tidak tergelincir selama prosedur kritis, meningkatkan kontrol ahli bedah dan keselamatan pasien.
-
Teknik yang digunakan: Interlocking mekanis (mis., Fitur bertekstur kecil atau undercuts pada pegangan kaku) sering dikombinasikan dengan TPE tingkat medis yang kompatibel secara kimia Secara khusus diformulasikan untuk adhesi yang kuat ke substrat. Pilihan TPE memastikan biokompatibilitas dan resistensi terhadap siklus sterilisasi.
-
-
Sistem pengiriman cairan (mis., Set tetes IV, kateter): Overmolding digunakan untuk membuat koneksi yang aman dan mencegah kebocoran dalam jalur cairan.
-
Sukses Ikatan: Konektor yang kaku (mis., PC atau ABS) mungkin overmered dengan TPE atau silikon yang fleksibel dan biokompatibel untuk membuat segel tahan bocor atau antarmuka yang lembut dan ramah pasien. Ini menghilangkan kebutuhan akan perekat dan mengurangi langkah perakitan.
-
Teknik yang digunakan: Ikatan Kimia adalah yang terpenting di sini untuk memastikan segel hermetis. Kelas silikon atau TPE khusus dipilih untuk sifat adhesi intrinsiknya terhadap plastik medis, sering digabungkan dengan aktivasi permukaan (mis., Perawatan plasma) pada substrat kaku untuk fusi molekul optimal.
-
2. Komponen Otomotif: Solusi Overmolding di Industri Otomotif
Sektor otomotif memanfaatkan overmolding untuk perbaikan fungsional dan estetika, yang bertujuan untuk daya tahan, pengurangan kebisingan, dan nuansa premium.
-
Trim interior dan tombol: Interior otomotif sering menggunakan overmolding untuk fitur seperti tombol dasbor, tombol shifter, dan pegangan pegangan pintu.
-
Sukses Ikatan: Substrat ABS atau PC yang kaku membentuk pangkalan, overmolded dengan TPE sentuh lembut. Ini memberikan nuansa taktil, nyaman dan ergonomi yang lebih baik, sedangkan ikatan mencegah lapisan sentuhan lunak dari mengelupas, bahkan setelah bertahun-tahun menggunakan dan paparan suhu ekstrem.
-
Teknik yang digunakan: Fokus pada kompatibilitas material Antara TPE dan plastik kaku yang dipilih (mis., Nilai TPE spesifik untuk ABS/PC). Interlocking mekanis Melalui tekstur atau fitur yang halus pada substrat lebih lanjut memperkuat ikatan terhadap kekuatan geser.
-
-
Gasket dan segel: Overmolding semakin banyak digunakan untuk membuat segel terintegrasi langsung ke rumah atau komponen plastik.
-
Sukses Ikatan: Alih-alih cincin-O atau paking terpisah yang perlu dirakit, bahan yang fleksibel (seperti TPE atau karet khusus) overmolded langsung ke rumah plastik yang kaku (mis., Penutup mesin, rumah sensor). Ini menciptakan segel yang sangat efektif dan andal, penting untuk mencegah masuknya cairan atau debu.
-
Teknik yang digunakan: Terutama bergantung pada Ikatan Kimia and Desain cetakan yang tepat . Bahan overmold dipilih untuk sifat penyegelannya dan kemampuannya untuk secara kimia melekat pada komponen yang kaku, seringkali dengan hati -hati Kontrol Parameter Proses (mis., Tekanan injeksi) untuk memastikan pengisian lengkap dan kontak intim untuk segel kontinu.
-
3. Elektronik Konsumen: Aplikasi dalam Perangkat dan Lampiran Elektronik
Elektronik konsumen mendapat manfaat dari overmolding untuk daya tahan yang lebih baik, ketahanan air, dan kenyamanan pengguna.
-
Perangkat yang dapat dikenakan (mis., Smartwatch, pelacak kebugaran): Band dan kadang -kadang bahkan bagian dari perumahan perangkat overmolded.
-
Sukses Ikatan: Bingkai internal atau modul sensor internal yang kaku (seringkali PC atau logam) diliputi dengan silikon atau TPE yang fleksibel untuk membuat tali yang nyaman dan ramah kulit atau kandang tahan air. Ikatan harus menahan lentur, keringat, dan keausan harian.
-
Teknik yang digunakan: Penggunaan kritis interlocking mekanis (mis., lubang, tulang rusuk, atau titik jangkar yang dirancang khusus pada sisipan kaku) dikombinasikan dengan Ikatan Kimia Melalui tingkat overmolding khusus TPE atau LSR (karet silikon cair) yang dirancang untuk mematuhi plastik atau logam. Persiapan Permukaan (mis., Perawatan plasma pada sisipan logam) adalah umum.
-
-
Power Tool Handles and Grips: Mirip dengan alat medis, alat -alat listrik menggunakan genggaman overmolded untuk ergonomi yang lebih baik dan peredam getaran.
-
Sukses Ikatan: Tubuh plastik yang tahan lama dan tahan benturan (mis., PA, ABS) overmered dengan TPE atau karet yang lebih lembut. Ikatan ini memberikan cengkeraman yang aman dan nyaman yang mengurangi kelelahan pengguna dan mencegah selip, bahkan dalam kondisi basah atau berminyak.
-
Teknik yang digunakan: Kombinasi interlocking mekanis (mis., tekstur agresif, dipotong pada pegangan yang kaku) dan Parameter proses yang dioptimalkan Untuk memastikan bahan overmold sepenuhnya merangkum fitur pegangan. Seleksi material berfokus pada TPE dengan haptics yang baik dan adhesi yang kuat pada plastik teknik yang dipilih.
-

