 English
English Indonesia
Indonesia
Perkenalan
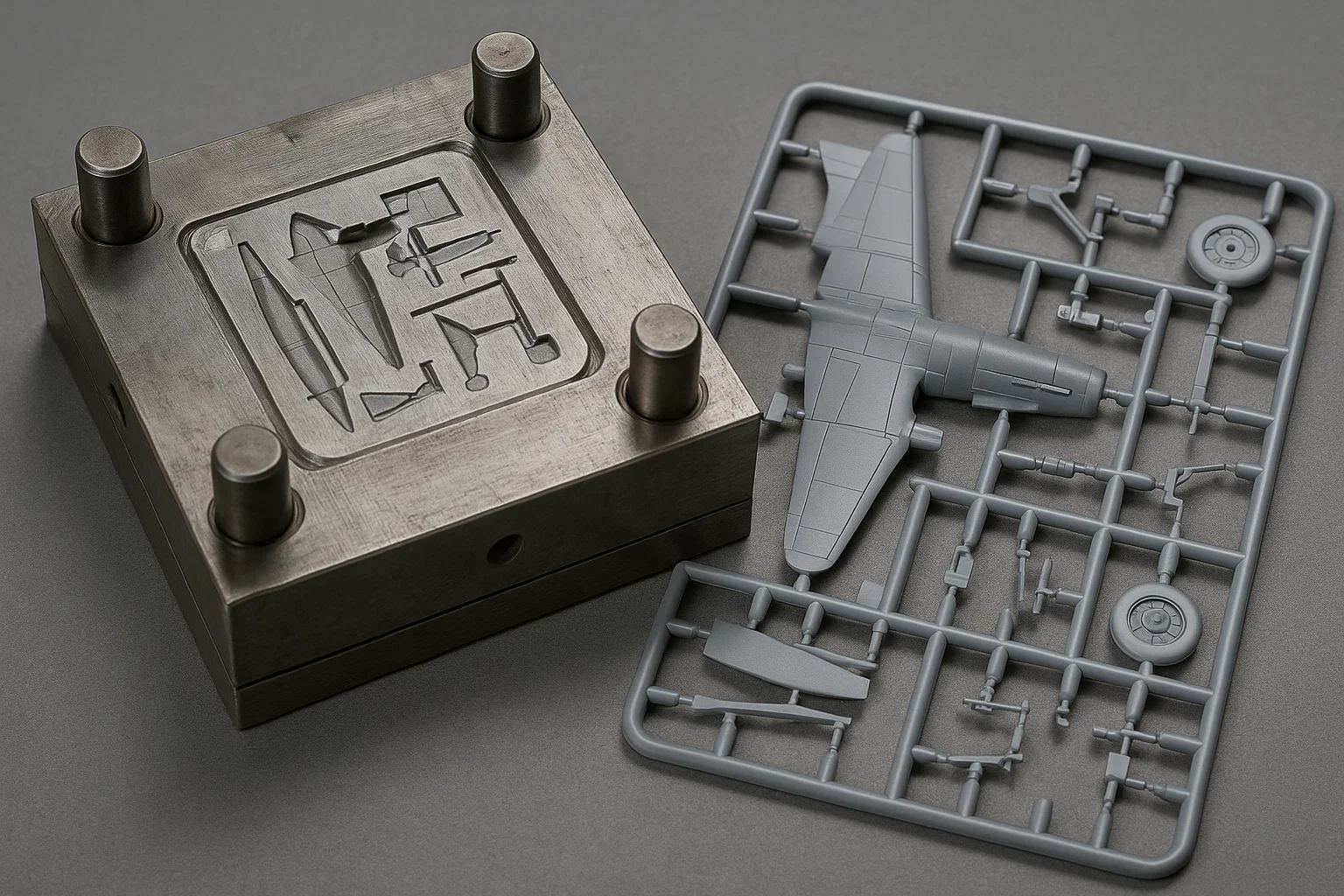
Kit model plastik telah memikat penggemar dari segala usia selama beberapa dekade, menawarkan cara nyata untuk menciptakan kembali segala sesuatu mulai dari pesawat bersejarah dan mobil ikonik hingga pesawat ruang angkasa futuristik dan makhluk fantastik. Popularitas mereka yang abadi terletak pada detail dan akurasi yang cermat yang mereka bawa ke replika miniatur, memungkinkan penggemar untuk merakit, melukis, dan menyesuaikan subjek favorit mereka. Tetapi pernahkah Anda bertanya -tanya bagaimana bagian -bagian yang sangat rinci ini dibuat?
Rahasianya terletak pada cetakan berkualitas tinggi digunakan dalam produksi mereka. Cetakan ini adalah pahlawan tanpa tDana jasa dari dunia kit model, secara langsung mempengaruhi presisi, kecocokan, dan kualitas keseluruhan dari setiap komponen tunggal. Tanpa cetakan yang dibuat dengan ahli, bahkan desain yang paling rumit akan jatuh datar, menghasilkan bagian yang tidak pas dan pengalaman bangunan yang kurang memuaskan.
Artikel ini akan menarik kembali tirai pada proses yang menarik dan rumit membuat cetakan model plastik . Kami akan membawa Anda dalam perjalanan dari konsep desain awal melalui teknik manufaktur canggih seperti pemesinan CNC, mempelajari bahan -bahan, sentuhan akhir, dan pengujian ketat yang memastikan setiap cetakan menghasilkan bagian yang sempurna. Dengan memahami perjalanan yang kompleks ini, Anda akan mendapatkan apresiasi baru untuk rekayasa dan seni di belakang model plastik favorit Anda.
Memahami dasar -dasar cetakan injeksi
Di jantung hampir semua manufaktur kit model plastik modern terletak proses canggih yang dikenal sebagai cetakan injeksi (toleransi diukur dalam mikron) . Teknik ini adalah lDanasan untuk bagian plastik identik yang memproduksi massal dengan presisi dan efisiensi tinggi, membuatnya ideal untuk komponen rumit yang ditemukan dalam kit model. Sebelum kita mempelajari secara spesifik penciptaan cetakan, penting untuk memahami prinsip -prinsip mendasar tentang bagaimana cetakan injeksi bekerja, karena cetakan itu sendiri dirancang khusus untuk berfungsi dalam proses ini.
Bagaimana cara kerja cetakan injeksi
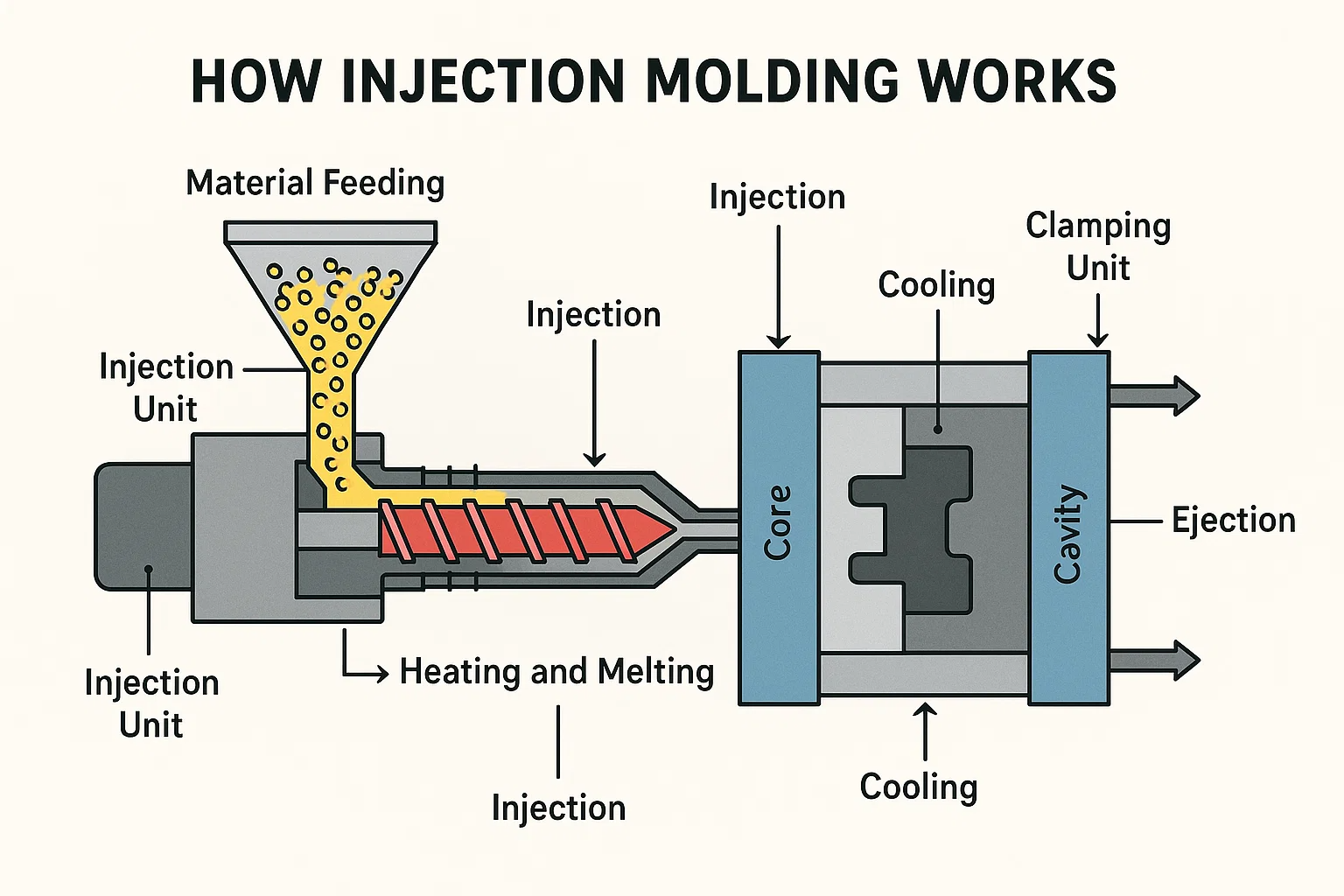
Bayangkan proses yang sangat terkontrol dan otomatis yang mengubah pelet plastik mentah menjadi komponen berbentuk sempurna dalam hitungan detik. Pada dasarnya itulah yang terjadi selama cetakan injeksi. Proesnya dapat dipecah menjadi beberapa tahap utama:
- Pemberian makan material : Bahan plastik mentah, biasanya dalam bentuk granular atau pelet, diumpankan dari hopper ke dalam tong yang dipanaskan.
- Pemanas dan meleleh : Di dalam laras, sekrup besar berputar, menggerakkan plastik ke depan sambil memanaskannya secara bersamaan ke keadaan cair. Suhu dikontrol secara tepat untuk memastikan plastik mencapai viskositas yang benar.
- Injeksi : Setelah plastik cair dan homogen, sekrup bertindak seperti plunger, dengan cepat menyuntikkan plastik cair di bawah tekanan tinggi ke dalam rongga cetakan tertutup. Tekanan ini memastikan bahwa plastik mengisi setiap sudut dan celah cetakan, menangkap bahkan detail terbaik.
- Pendinginan : Setelah plastik cair mengisi cetakan, ia mulai mendingin dan menguatkan. Cetakan itu sendiri dirancang dengan saluran pendingin di mana air atau oli bersirkulasi, dengan cepat menghilangkan panas dan memungkinkan bagian untuk mengeras dengan cepat. Waktu pendinginan ini sangat penting untuk integritas struktural dan efisiensi siklus bagian.
- Penyemburan : Setelah plastik cukup didinginkan dan dipadatkan ke dalam bentuk yang diinginkan, cetakannya dibelah, dan pin ejector mendorong bagian yang sudah jadi keluar dari rongga cetakan. Cetakan kemudian ditutup, siap untuk siklus injeksi berikutnya.
Komponen kunci dari mesin cetakan injeksi
Mesin cetakan injeksi, sering hanya disebut "cetakan injeksi" atau "tekan," adalah peralatan yang kompleks dengan beberapa komponen vital yang bekerja dalam konser:
- Unit penjepit : Unit ini menahan bagian cetakan bersama -sama dengan gaya yang sangat besar selama fase injeksi dan pendinginan untuk mencegah cetakan membuka di bawah tekanan tinggi plastik yang disuntikkan.
- Unit injeksi : Unit ini bertanggung jawab untuk mencair dan menyuntikkan bahan plastik. Biasanya terdiri dari hopper, barel dengan pita pemanas, dan sekrup bolak -balik.
- Cetakan : Sebagai bintang pertunjukan kami, cetakan adalah alat yang dirancang khusus yang memberikan plastik bentuk akhirnya. Biasanya terbuat dari dua bagian ("rongga" dan "inti") yang tepat untuk membentuk bagian geometri.
- Sistem Kontrol : Mesin cetakan injeksi modern menampilkan sistem kontrol komputer yang canggih yang secara tepat mengatur suhu, tekanan, kecepatan, dan waktu di seluruh proses, memastikan kualitas dan efisiensi yang konsisten.
Memahami proses mendasar ini sangat penting karena setiap keputusan yang dibuat selama desain cetakan dan manufaktur secara langsung berdampak pada seberapa baik cetakan akan berkinerja dalam mesin cetakan injeksi, pada akhirnya menentukan kualitas dan konsistensi bagian model plastik yang dihasilkannya.
Fase desain cetakan
Dengan pemahaman yang jelas tentang bagaimana cetakan injeksi mengubah plastik mentah menjadi bagian yang sudah jadi, kita sekarang dapat menghargai pentingnya penting fase desain cetakan . Di sinilah keajaiban benar -benar dimulai, karena ide -ide abstrak dan sketsa 2D berkembang menjadi cetak biru digital yang tepat yang akan memandu kreasi fisik cetakan. Ini adalah proses yang sangat cermat di mana setiap kurva, sudut, dan dimensi bagian model plastik akhir dipertimbangkan dengan cermat dan diterjemahkan ke dalam geometri cetakan.
Konseptualisasi dan CAD (Desain Bantuan Komputer)
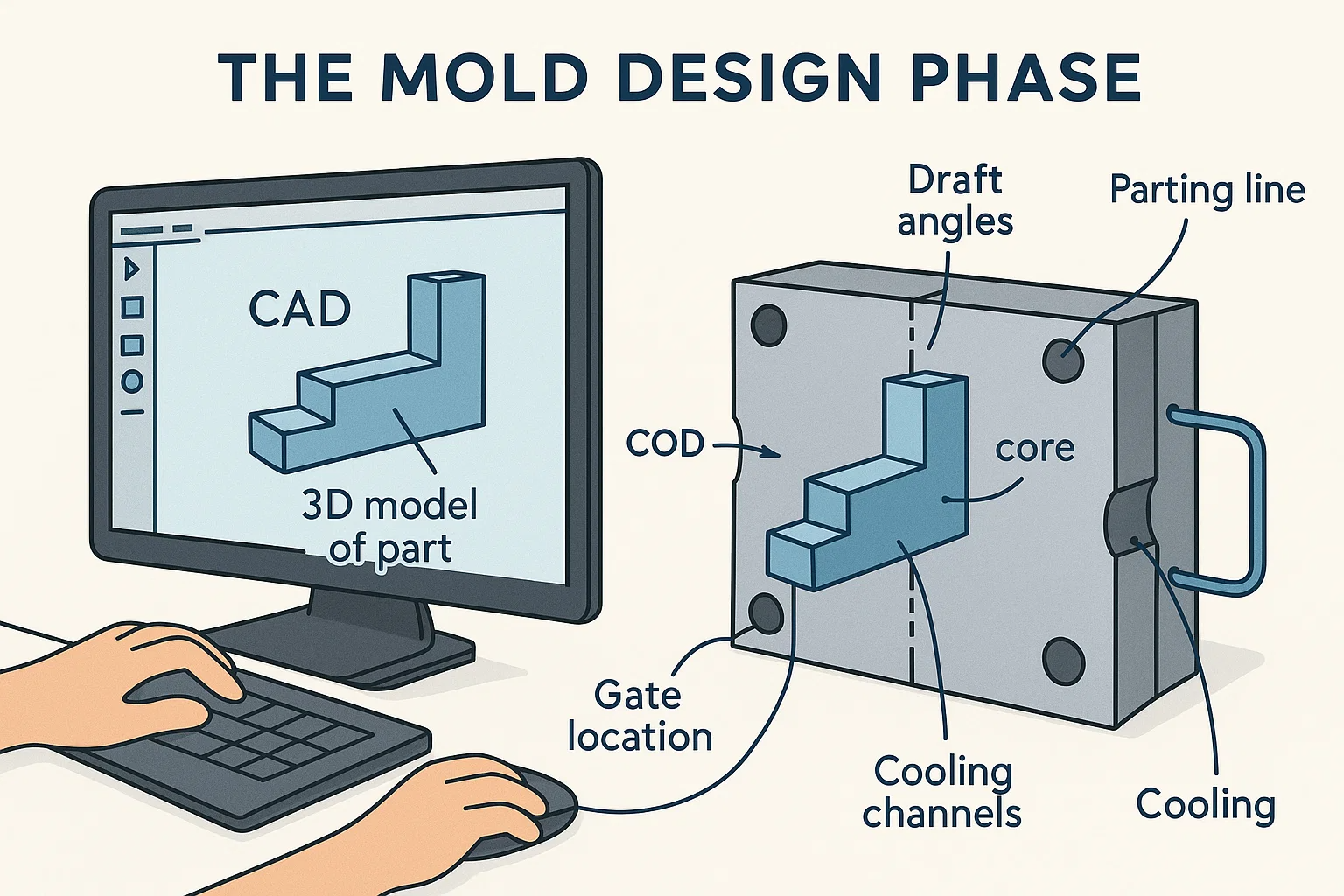
Perjalanan bagian kit model plastik baru biasanya dimulai dengan konsep-mungkin dokumen sejarah, cetak biru terperinci dari objek dunia nyata, atau rendering seniman dari desain fiksi. Konsep ini kemudian dihidupkan dalam lingkungan digital menggunakan Perangkat Lunak CAD (Desain Bantuan Komputer) . Insinyur dan desainer bekerja secara kolaboratif untuk:
- Buat model 3D bagian : Ini adalah replika digital yang tepat dari komponen plastik yang akan dicetak. Ini mencakup semua detail, tekstur, dan fitur yang rumit yang terlihat pada bagian kit model akhir.
- Rancang cetakan di sekitar bagian : Setelah bagian itu sendiri diselesaikan, fokus bergeser untuk merancang cetakan yang akan menghasilkannya. Ini melibatkan pembuatan berbagai komponen cetakan, termasuk bagian inti dan rongga, serta struktur internal yang rumit yang memfasilitasi proses cetakan. Perangkat lunak CAD modern memungkinkan simulasi canggih, memprediksi bagaimana plastik akan mengalir dan dingin dalam cetakan, membantu mengidentifikasi masalah potensial sebelum manufaktur fisik dimulai.
Pertimbangan untuk Desain Cetakan
Merancang cetakan yang efektif jauh lebih kompleks daripada sekadar menciptakan kesan negatif dari bagian tersebut. Beberapa faktor penting harus dipertimbangkan dengan cermat untuk memastikan produksi yang sukses dan berkualitas tinggi:
- Draft sudut : Ini sedikit lancip ditambahkan ke dinding vertikal bagian. Tanpa sudut draft, bagian akan menempel di cetakan, membuat ejeksi sulit atau tidak mungkin dan berpotensi merusak bagian atau cetakan itu sendiri. Bahkan beberapa derajat dapat membuat perbedaan yang signifikan.
- Garis perpisahan : Ini adalah garis di mana dua bagian dari cetakan bertemu. Penempatannya sangat penting untuk kedua alasan estetika (meminimalkan garis yang terlihat pada bagian akhir) dan alasan fungsional (memungkinkan untuk ejeksi bagian yang mudah dan pengisian cetakan yang tepat). Penempatan jalur pemisahan strategis dapat menyembunyikan garis di sepanjang tepi alami atau kontur bagian.
- Lokasi Gerbang : Gerbang adalah lubang kecil yang melaluinya plastik cair memasuki rongga cetakan. Lokasinya sangat penting untuk memastikan aliran plastik yang seragam, mengisi lengkap cetakan, dan meminimalkan cacat visual pada bagian yang sudah jadi. Desainer mempertimbangkan beberapa jenis gerbang dan posisi untuk mencapai hasil yang optimal.
- Ventilasi : Saat plastik cair mengisi cetakan, udara yang terperangkap di dalam harus memiliki cara untuk melarikan diri. Ventilasi kecil, seringkali hanya beberapa seperseribu inci, dimasukkan ke dalam desain cetakan di sepanjang garis perpisahan. Tanpa ventilasi yang tepat, udara yang terperangkap dapat menyebabkan bagian -bagian yang tidak lengkap, bekas luka bakar, atau kelemahan struktural.
- Saluran pendingin : Seperti yang disebutkan di bagian sebelumnya, cetakan menggabungkan saluran yang rumit untuk cairan pendingin. Desain saluran ini secara langsung memengaruhi waktu dan keseragaman pendinginan, yang pada gilirannya mempengaruhi kualitas dan waktu siklus produksi bagian.
Presisi dan pandangan jauh yang diterapkan selama fase desain ini adalah yang terpenting, karena kesalahan di sini dapat menyebabkan pengerjaan ulang yang mahal atau masalah produksi di ujung telepon. Ini adalah bukti kecerdikan rekayasa, meletakkan fondasi untuk penciptaan fisik.
Perencanaan digital yang cermat ini kemudian secara langsung menginformasikan langkah kritis berikutnya: pemilihan bahan yang tepat untuk cetakan itu sendiri, keputusan yang sangat memengaruhi daya tahan, kinerja, dan biaya.
Pemilihan material untuk cetakan
Setelah cetak biru cetakan yang rumit telah dirancang dengan cermat di ranah digital, keputusan penting berikutnya melibatkan memilih bahan yang tepat untuk konstruksi fisiknya. Ini bukan hanya tentang memilih logam yang kuat; Ini adalah pilihan strategis yang menyeimbangkan daya tahan, sifat termal, kemampuan mesin, dan biaya. Bahan yang dipilih akan menentukan umur cetakan, kemampuannya untuk menghasilkan bagian yang konsisten, dan pada akhirnya, efisiensi seluruh proses produksi.
Berbagai jenis bahan yang digunakan untuk cetakan
Sementara berbagai bahan dapat digunakan, pilihan yang paling umum untuk cetakan model plastik termasuk dalam beberapa kategori utama, masing -masing dengan keunggulan yang berbeda:
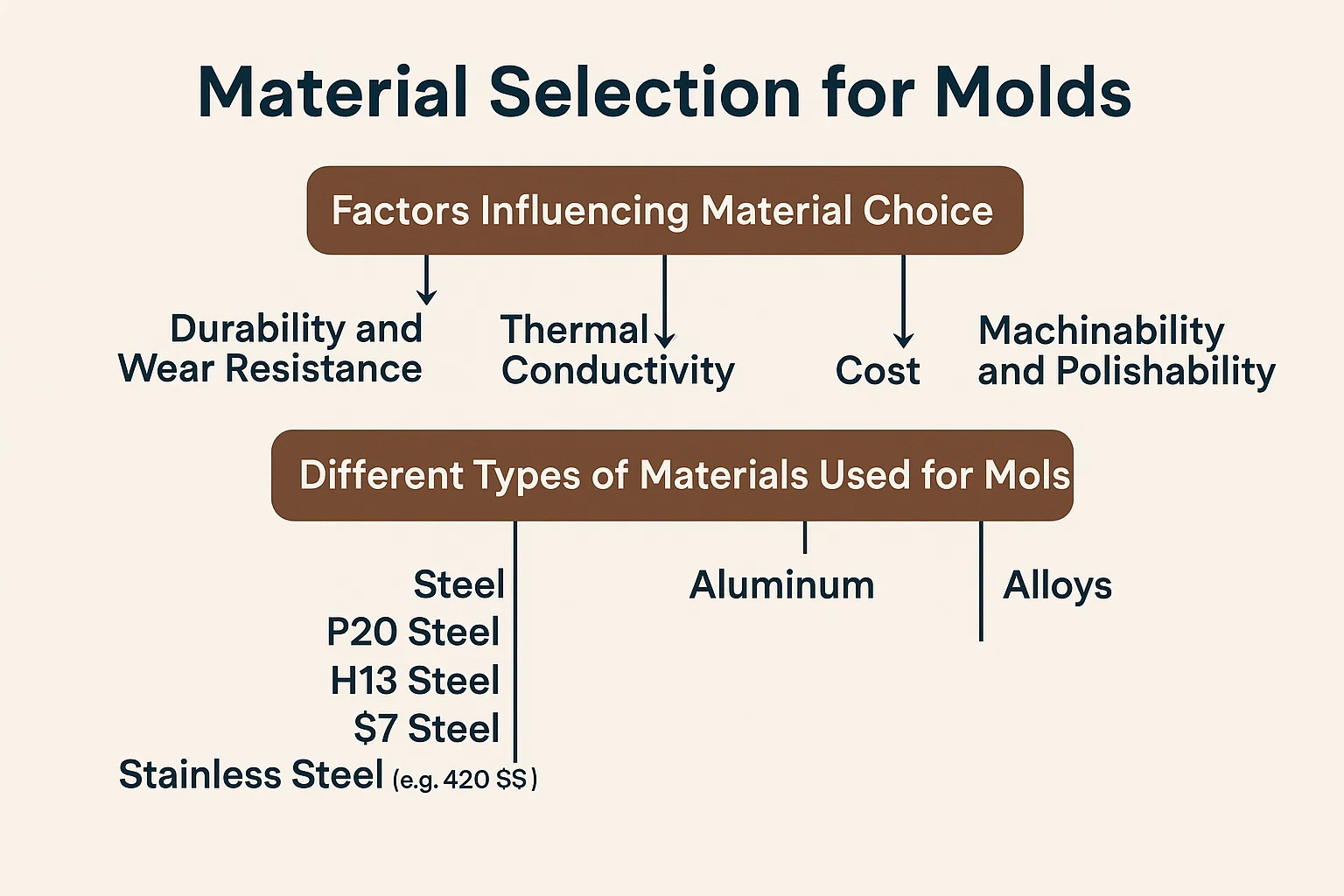
- Baja : Sejauh ini, ini adalah bahan yang paling umum untuk cetakan injeksi presisi tinggi volume tinggi, terutama untuk kit model plastik. Berbagai tingkatan baja pahat digunakan, dengan sifat spesifik yang disesuaikan untuk pembuatan cetakan:
- Baja P20 : Baja cetakan pra-hardened yang menawarkan kemampuan mesin dan kemampuan memoles yang baik. Ini adalah pilihan umum untuk cetakan yang membutuhkan proses produksi sedang.
- Baja H13 : Baja alat kerja panas yang dikenal karena ketahanannya yang sangat baik terhadap kelelahan dan keausan termal. Ini sering digunakan untuk cetakan dengan tuntutan suhu tinggi atau untuk proses produksi yang sangat panjang.
- S7 Baja : Alat baja tahan guncangan yang menawarkan ketangguhan yang baik dan ketahanan dampak tinggi, cocok untuk cetakan yang mungkin mengalami tekanan yang lebih tinggi selama operasi.
- Stainless steel (mis., 420 ss) : Digunakan ketika resistensi korosi sangat penting, seperti untuk mencetak PVC atau plastik korosif lainnya, atau di lingkungan yang lembab.
- Aluminium : Meskipun kurang umum untuk cetakan model plastik volume tertinggi karena sifatnya yang lebih lembut, paduan aluminium (seperti 7075 atau 6061) semakin banyak digunakan untuk:
- Prototipe cetakan : Untuk pengujian awal dan proses produksi terbatas, di mana perputaran cepat dan biaya lebih rendah adalah prioritas.
- Produksi volume rendah : Ketika jumlah bagian yang diharapkan tidak dalam jutaan.
- Sisipan cetakan : Untuk detail spesifik dalam cetakan baja yang lebih besar, mendapat manfaat dari konduktivitas termal aluminium yang sangat baik.
- Paduan (mis., Berilium tembaga) : Ini adalah paduan khusus yang digunakan untuk komponen cetakan spesifik di mana konduktivitas termal tinggi adalah yang terpenting. Misalnya, sisipan tembaga berilium dapat digunakan di area cetakan yang membutuhkan pendinginan yang sangat cepat untuk mengoptimalkan waktu siklus atau mencegah warping.
Faktor -faktor yang mempengaruhi pilihan material
Beberapa faktor yang saling terkait memandu pemilihan bahan cetakan yang ideal:
- Daya tahan dan ketahanan aus : Berapa banyak bagian yang diharapkan untuk diproduksi? Cetakan yang dimaksudkan untuk jutaan siklus akan membutuhkan baja yang lebih keras, lebih tahan aus, sementara prototipe cetakan dapat menggunakan bahan yang lebih lembut dan lebih mahal.
- Konduktivitas termal : Seberapa cepat cetakan dapat menghilangkan panas dari plastik pendingin? Bahan dengan konduktivitas termal tinggi (seperti aluminium atau tembaga berilium) dapat memperpendek waktu siklus, yang mengarah ke produksi yang lebih cepat. Baja, sementara tahan lama, melakukan panas kurang efisien daripada aluminium.
- Biaya : Bahan cetakan sangat bervariasi dalam harga. Baja alat bermutu tinggi jauh lebih mahal daripada aluminium. Biaya material harus ditimbang terhadap volume produksi yang diharapkan dan anggaran proyek secara keseluruhan.
- Kemampuan mesin dan kemampuan memoles : Beberapa bahan lebih mudah untuk mesin dan memoles ke permukaan yang tinggi daripada yang lain. Ini berdampak pada waktu pembuatan dan kualitas permukaan akhir dari bagian yang dicetak.
- Resistensi korosi : Jika bahan plastik yang dicetak bersifat korosif (mis., PVC), atau jika cetakan akan disimpan dalam lingkungan yang lembab, bahan tahan korosi seperti stainless steel diperlukan.
Pro dan kontra dari setiap bahan
| Jenis material | Pros | Kontra |
| Steel | - Daya tahan tinggi dan ketahanan aus (umur panjang) | - Biaya yang lebih tinggi |
| - Sangat baik untuk produksi volume tinggi | - Konduktivitas termal yang lebih rendah (waktu pendinginan yang lebih lama) | |
| - dapat mencapai lapisan permukaan yang sangat tinggi | - Lebih berat dan lebih sulit untuk mesin | |
| - Stabilitas dimensi yang baik | - bisa rentan terhadap korosi (kecuali stainless) | |
| Aluminium | - Biaya lebih rendah (terutama untuk prototipe/volume rendah) | - Daya tahan lebih rendah dan ketahanan aus (umur yang lebih pendek untuk vol tinggi) |
| - Konduktivitas termal yang sangat baik (waktu pendinginan/siklus yang lebih cepat) | - Lebih lembut, lebih rentan terhadap penyok/kerusakan | |
| - Lebih ringan dan lebih mudah untuk mesin (pembuatan cetakan lebih cepat) | - Mungkin tidak tahan terhadap plastik abrasif atau tekanan yang sangat tinggi | |
| Paduan | - Konduktivitas termal yang sangat tinggi (mis., Berilium tembaga) | - Sangat mahal |
| - Ideal untuk hot spot atau area pendingin kritis | - sering digunakan hanya untuk sisipan, bukan seluruh cetakan | |
| - Resistensi keausan yang baik dalam aplikasi tertentu |
Pemilihan bahan cetakan yang cermat adalah bukti kedalaman rekayasa yang terlibat dalam pembuatan cetakan, secara langsung mempengaruhi umur panjang dan efisiensi dari proses pembuatan selanjutnya.
Setelah bahan yang ideal dipilih, fokus bergeser untuk menghidupkan desain digital melalui teknik manufaktur yang canggih.
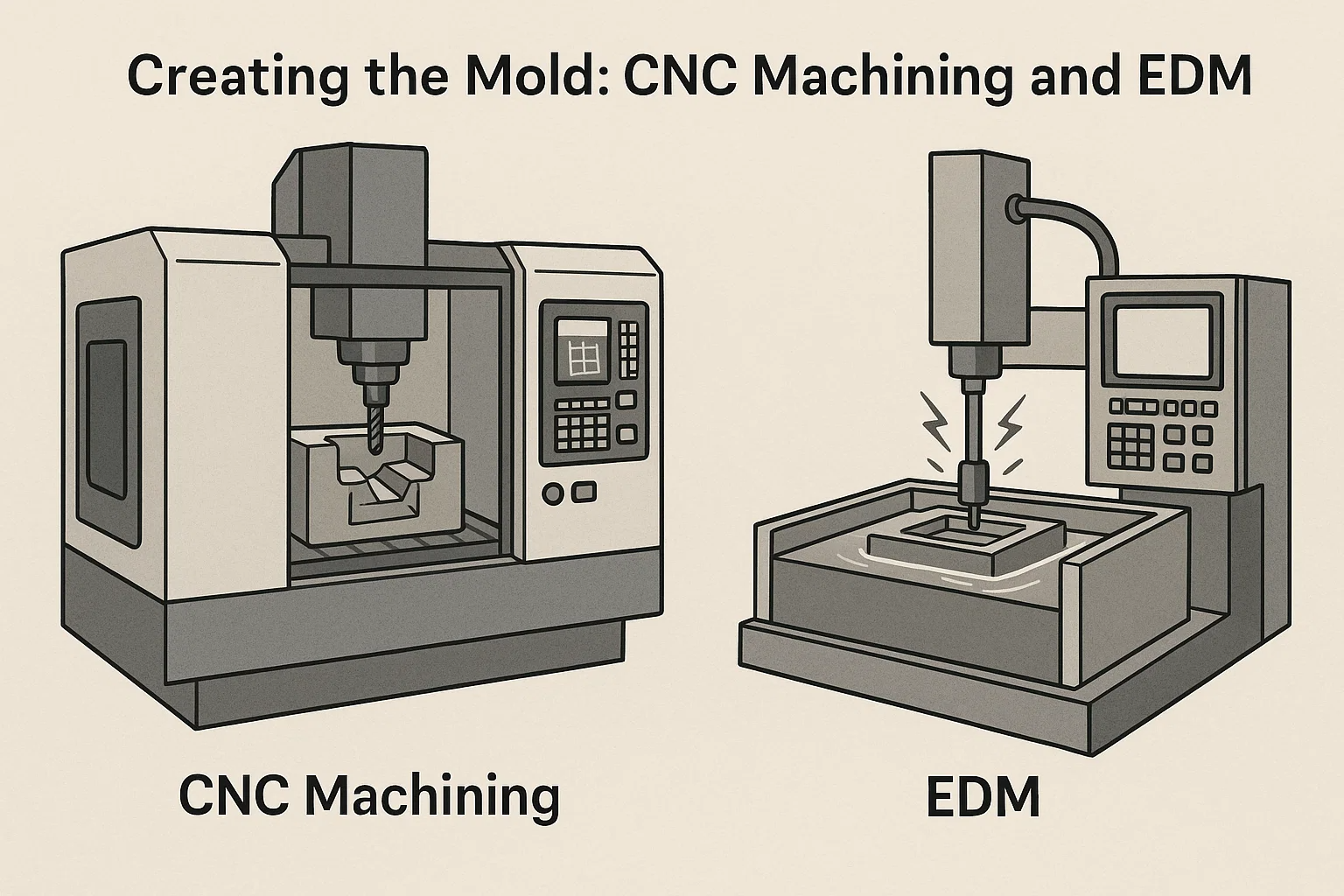
Membuat cetakan: CNC Machining dan Edm
Membawa cetakan yang dirancang dengan cermat dari file digital ke alat yang berwujud dan presisi membutuhkan penguasaan teknik manufaktur canggih. Dua teknologi utama mendominasi tahap ini: CNC (Kontrol Numerik Komputer) Pemesinan and Edm (pemesinan pelepasan listrik) . Proses-proses ini bekerja bersama-sama untuk mengukir geometri kompleks, detail kecil, dan dimensi yang sangat akurat yang diperlukan untuk cetakan model plastik berkualitas tinggi.
CNC (Kontrol Numerik Komputer) Pemesinan: Pemotongan presisi rongga cetakan
Pemesinan CNC adalah pekerja keras pembuatan cetakan. Ini adalah proses subtraktif otomatis di mana kontrol terkomputerisasi memandu berbagai alat pemotong untuk menghilangkan bahan dari blok baja cetakan atau aluminium. Anggap saja seperti pematung robot yang sangat canggih.
Cara kerjanya:
- Pemrograman : Model CAD 3D cetakan diterjemahkan ke dalam serangkaian instruksi terperinci (G-code) yang dipahami mesin CNC. Program ini menentukan jalur alat, kecepatan pemotongan, laju umpan, dan kedalaman pemotongan.
- Pengaturan : Blok mentah bahan cetakan dijepit dengan aman ke tempat tidur mesin. Alat pemotongan yang sesuai (pabrik akhir, pabrik bola, bor, dll.) Dimuat ke pengubah alat mesin.
- Penghapusan materi : Di bawah kendali komputer yang tepat, alat pemotong dengan cepat berputar dan bergerak di sepanjang jalur yang diprogram, secara progresif menghapus lapisan material demi lapis. Ini menciptakan bentuk utama rongga dan inti cetakan, termasuk kontur umum, sudut draft, dan fitur yang lebih besar.
- Pemesinan multi-sumbu : Mesin CNC canggih, seringkali dengan 3, 4, atau 5 sumbu gerak, dapat memutar dan memiringkan benda kerja atau alat pemotong, memungkinkan mereka untuk mencapai sudut kompleks dan mesin yang rumit, permukaan tiga dimensi dengan akurasi yang luar biasa. Ini sangat penting untuk bentuk organik dan tekstur terperinci yang sering ditemukan dalam kit model plastik.
Pemesinan CNC unggul dalam menciptakan sebagian besar geometri cetakan dengan kecepatan tinggi dan akurasi, membentuk kesan utama dari bagian -bagian plastik. Namun, untuk detail yang sangat halus, sudut internal yang tajam, atau fitur kompleks yang tidak dapat dicapai oleh alat pemotong tradisional, teknik khusus lainnya ikut berperan.
EDM (Mesin Pelepasan Listrik): Membuat Bentuk Kompleks dan Detail Baik
EDM , juga dikenal sebagai pemesinan percikan, adalah proses pemesinan non-konvensional yang menggunakan pelepasan listrik (percikan) untuk mengikis bahan. Tidak seperti Milling CNC, yang menggunakan alat pemotongan fisik, EDM bekerja dengan menghasilkan percikan antara elektroda (alat) dan benda kerja (bahan cetakan) dalam cairan dielektrik. Proses ini sangat ideal untuk membuat detail yang rumit, sudut yang tajam, dan fitur yang dalam dan sempit tanpa memberi tekanan mekanis pada material.
Ada dua jenis utama EDM yang digunakan dalam pembuatan cetakan:
-
RAM (sinker) edm :
- Elektroda pra-mesin (sering terbuat dari grafit atau tembaga, dan berbentuk seperti kebalikan dari fitur yang akan dibuat) dibawa sangat dekat dengan bahan cetakan.
- Ketika listrik diterapkan, ribuan percikan mikroskopis melompat melintasi celah kecil, meleleh dan menguap partikel kecil dari bahan cetakan.
- Cairan dielektrik menyiram partikel -partikel yang terkikis ini.
- Proses ini sangat tepat dan digunakan untuk membuat iga yang dalam, slot halus, sudut internal yang tajam (yang tidak dapat dipotong dengan alat penggilingan berputar), dan tekstur yang kompleks.
-
Kawat edm :
- Kawat yang tipis dan terus menerus spooled (biasanya kuningan) bertindak sebagai elektroda.
- Kawat diumpankan melalui benda kerja sambil tenggelam dalam cairan dielektrik, dan percikan mengikis material di sepanjang jalur kawat.
- Kawat EDM terutama digunakan untuk memotong lubang yang tepat, slot, dan kontur yang rumit, serta untuk menciptakan interlock kawin antara komponen cetakan. Ini juga penting untuk membuat pin inti dan lubang pin ejector dengan akurasi ekstrem.
Penjelasan langkah demi langkah tentang proses pemesinan
Penciptaan cetakan biasanya mengikuti pendekatan sinergis, menggabungkan CNC dan EDM:
- Pemesinan kasar (CNC) : Fase awal melibatkan penggilingan CNC agresif untuk menghilangkan volume besar material dan menetapkan bentuk dasar rongga dan inti cetakan. Ini dilakukan dengan alat yang lebih besar dan tingkat penghapusan material yang lebih tinggi.
- Semi-finishing (CNC) : Alat CNC yang lebih halus kemudian digunakan untuk memperbaiki kontur, meningkatkan permukaan, dan mesin lebih dekat ke dimensi akhir.
- Hard Machining (CNC) : Jika bahan cetakan dikeraskan sebelum pemesinan, alat CNC khusus dapat melakukan penggilingan keras, meskipun ini kurang umum untuk detail yang sangat bagus. Lebih sering, cetakannya dikeraskan setelah Pemesinan curah, dan kemudian operasi finishing dilakukan.
- Detail dengan EDM : Untuk fitur yang tidak dapat dicapai CNC - seperti sudut internal yang sangat tajam (tidak mungkin dengan pemotong bulat), iga yang dalam, sempit, atau tekstur kompleks seperti garis panel dan paku keling pada bagian model - EDM digunakan. Elektroda dibuat (seringkali melalui penggilingan CNC) dan kemudian digunakan dalam mesin EDM untuk membakar fitur -fitur yang tepat ini ke dalam cetakan.
- Pengeboran lubang (CNC/EDM) : Lubang untuk pin ejector, saluran pendingin, dan pin pemandu secara tepat dibor menggunakan mesin CNC, atau dalam beberapa kasus, EDM lubang kecil untuk lubang yang sangat halus atau dalam.
- Sentuhan akhir : Setelah pemesinan primer, komponen cetakan menjalani proses finishing kritis, karena permukaan cetakan halus secara langsung diterjemahkan ke bagian plastik halus.
Tarian rumit antara pabrik CNC yang kuat dan mesin EDM presisi memastikan bahwa setiap detail, tidak peduli seberapa kecil, dari kurva halus pesawat pesawat ke tepi tajam trek tangki, direplikasi dengan setia dalam cetakan.
Ketepatan luar biasa yang dicapai dalam tahap pemesinan ini hanyalah bagian dari cerita; Langkah kritis berikutnya melibatkan penyempurnaan permukaan ini dengan sempurna, mempersiapkannya untuk proses cetakan injeksi yang halus.
Bagus sekali! Dengan bentuk dan detail yang rumit secara tepat diukir ke dalam cetakan melalui pemesinan CNC dan EDM, cetakan sekarang secara fungsional lengkap dalam hal geometri. Namun, agar bagian model plastik memiliki hasil akhir yang halus dan bebas cacat yang diharapkan para penggemar, cetakan itu sendiri membutuhkan perawatan akhir yang kritis: pemolesan dan finishing.
Pemolesan dan finishing cetakan
Bahkan setelah proses pemesinan CNC dan EDM yang paling canggih, permukaan rongga cetakan yang baru dikerjakan dan inti masih akan menanggung tanda alat mikroskopis atau lapisan akhir bertekstur yang terkikis dari proses EDM. Jika dibiarkan tidak tertangani, ketidaksempurnaan ini akan secara langsung ditransfer ke setiap bagian plastik tunggal yang diproduksi, menghasilkan permukaan yang kasar atau kusam. Karena itu, pemolesan dan finishing cetakan adalah proses yang sangat teliti dan sangat terampil, sangat penting untuk mencapai kualitas estetika dan fungsional yang diinginkan dari komponen model plastik akhir.
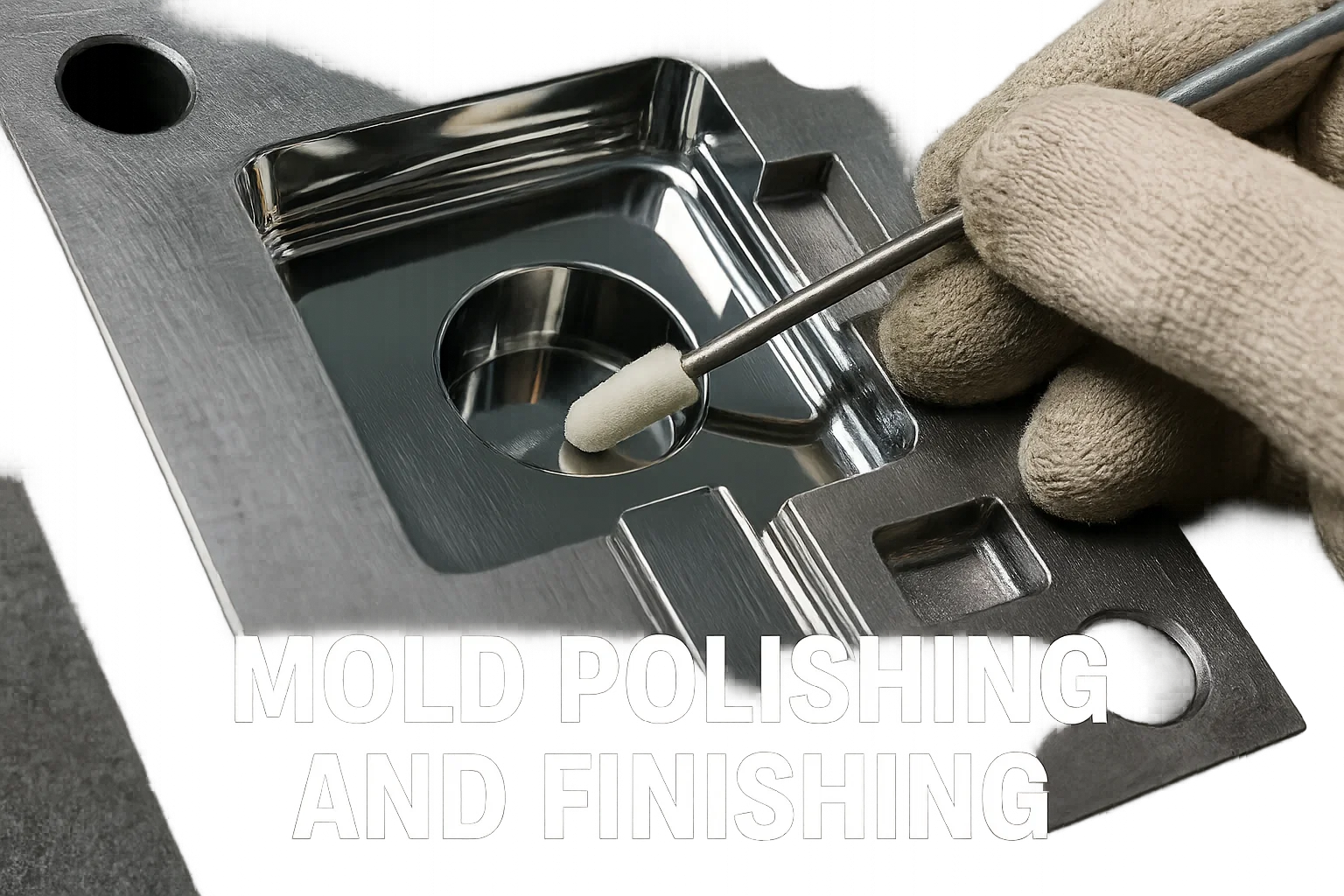
Pentingnya memoles rongga cetakan untuk bagian yang halus
Tujuan utama pemolesan adalah untuk mencapai permukaan akhir dalam cetakan yang secara signifikan lebih halus dari apa yang dapat disediakan oleh pemesinan saja. Permukaan halus ini sangat penting karena beberapa alasan:
- Estetika : Cetakan yang sangat halus menghasilkan bagian plastik dengan permukaan yang mengkilap, halus, dan menarik secara visual. Ini sangat penting untuk realisme dan kualitas yang diharapkan dalam kit model, dari garis ramping tubuh mobil hingga kulit halus pesawat.
- Bagian ejeksi : Permukaan cetakan halus secara drastis mengurangi gesekan antara plastik pendingin dan dinding cetakan. Ini membuatnya lebih mudah bagi pin ejector untuk mendorong bagian keluar, meminimalkan risiko distorsi bagian, tanda stres, atau bahkan kerusakan pada bagian selama ejeksi.
- Pencegahan flash : Garis perpisahan yang sangat halus dan tepat yang cocok (di mana kedua cetakan bertemu) sangat penting untuk mencegah "flash" - bahan plastik berlebih yang meremas di antara bagian cetakan. Polishing membantu memastikan segel ketat ini.
- Kejelasan detail : Sementara EDM membuat detail halus, pemolesan dapat lebih jauh menyempurnakan fitur -fitur ini, memastikan garis -garis renyah dan tepi tajam pada bagian plastik akhir.
- Cetakan umur panjang : Permukaan cetakan yang dipoles dengan baik kurang rentan terhadap material yang menempel atau abrasi kecil selama siklus berulang, yang dapat berkontribusi pada masa hidup cetakan secara keseluruhan.
Teknik yang digunakan untuk pemolesan: pemolesan abrasif, pemolesan kimia
Pemolesan cetakan sebagian besar merupakan manual, proses padat karya yang membutuhkan teknisi yang sangat terampil, meskipun ada beberapa metode otomatis untuk geometri yang lebih sederhana. Teknik yang digunakan tergantung pada hasil akhir yang diinginkan dan bahan cetakan.
-
Pemolesan abrasif (manual dan mekanik) : Ini adalah metode yang paling umum dan melibatkan serangkaian bahan abrasif yang progresif, mulai dari bubur jagung yang lebih kasar dan pindah ke yang lebih baik secara progresif.
- Batu (batu penggilingan) : Tahap awal sering menggunakan batu abrasif (terbuat dari aluminium oksida, silikon karbida, atau berlian) dari berbagai ukuran grit. Ini digunakan secara manual, seringkali dengan pemegang, untuk menghapus tanda alat utama dan permukaan yang diratakan. Mesin ultrasonik juga dapat menggetarkan batu -batu ini untuk menghilangkan material yang lebih efisien di area yang kompleks.
- Kertas/kain abrasif : Setelah merajam, kertas abrasif yang lebih halus (seperti amplas) atau kain, sering dilumasi dengan minyak atau air, digunakan. Ini datang dalam ukuran grit yang sangat halus, kadang -kadang hingga 10.000 grit atau lebih tinggi. Mereka digunakan dengan tongkat kecil, kapas, atau alat khusus untuk mencapai setiap bagian rongga.
- Senyawa/bubur berlian : Untuk finish final, seperti cermin, senyawa berlian yang sangat halus atau bubur diaplikasikan dengan bobs yang terasa, kapas, atau alat pemolesan khusus. Senyawa ini mengandung partikel berlian mikroskopis yang memberikan aksi abrasif tertinggi.
- Roda/sikat terasa : Alat putar dengan roda atau sikat yang terasa, dikombinasikan dengan pasta pemolesan, digunakan untuk buffing akhir dan mencapai kilau tinggi.
-
Etsa pemolesan/asam kimia (kurang umum untuk cetakan plastik) : Sementara digunakan di beberapa industri untuk logam tertentu, pemolesan kimia (yang menggunakan larutan kimia untuk melarutkan penyimpangan permukaan) dan etsa asam umumnya bukan Metode utama untuk mencapai lapisan cermin pada cetakan plastik baja pahat. Mereka dapat digunakan untuk lapisan matte atau tekstur spesifik, tetapi untuk kejelasan dan kehalusan yang diperlukan untuk sebagian besar model plastik, pemolesan abrasif lebih disukai.
-
Vapor Polishing (Aplikasi Terbatas) : Teknik ini, yang sering digunakan untuk bahan seperti polikarbonat, melibatkan mengekspos bagian ke uap kimia yang sedikit meleleh dan mencerminkan permukaan, menciptakan hasil akhir yang halus. Meskipun dapat menghaluskan bagian yang dicetak, ini bukan teknik pemolesan cetakan langsung untuk baja pahat.
Mencapai finish permukaan yang diinginkan
Tingkat Polandia yang dicapai dikategorikan berdasarkan standar industri (mis., SPI selesai di AS, mulai dari A-1 untuk finishing cermin hingga D-3 untuk hasil akhir matte yang kusam). Untuk cetakan model plastik, lapisan cermin SPI A-1 atau A-2 sering ditargetkan untuk permukaan yang terlihat dan halus, sedangkan area bertekstur (seperti permukaan anti-slip atau tekstur material tertentu) dapat menerima lapisan D-grade atau terukir.
Polandia cetakan yang terampil membutuhkan ketangkasan yang luar biasa, kesabaran, dan mata yang tajam. Proses ini sering dilakukan di bawah perbesaran untuk memastikan setiap ketidaksempurnaan mikroskopis ditangani. Surface finish yang dicapai pada tahap ini secara langsung menentukan daya tarik visual dan nuansa kualitas setiap bagian model plastik tunggal yang akan dihasilkan cetakan untuk tahun -tahun mendatang.
Dengan cetakan dengan cermat dipoles dengan sempurna, sekarang siap untuk tes sebenarnya: membuktikan kemampuannya untuk secara konsisten menghasilkan bagian plastik berkualitas tinggi.
Bagus sekali! Perjalanan penciptaan cetakan telah membawa kita melalui desain, pemilihan material, dan pemesinan dan pemolesan presisi. Sekarang, saatnya untuk validasi akhir: menguji cetakan dalam kondisi dunia nyata untuk memastikan kinerja yang tepat seperti yang dimaksudkan. Fase penting ini adalah tempat kemampuan cetakan yang sebenarnya terbukti.
Pengujian cetakan dan kontrol kualitas
Bahkan cetakan yang dirancang dan dibuat dengan sangat teliti perlu membuktikan dirinya. Itu Pengujian cetakan dan kontrol kualitas Fase adalah langkah penting di mana cetakan yang baru diselesaikan dimasukkan ke dalam mesin cetakan injeksi untuk uji coba. Proses ini bukan hanya tentang membuat bagian; Ini tentang memeriksa bagian-bagian itu secara ketat, mengidentifikasi ketidaksempurnaan apa pun, dan membuat penyesuaian yang diperlukan untuk cetakan sebelum memasuki produksi skala penuh. Pengawasan yang cermat ini memastikan bahwa setiap bagian selanjutnya yang diproduksi akan memenuhi standar tinggi yang diharapkan untuk kit model plastik.

Uji coba berjalan dan pengujian awal cetakan
Setelah cetakan sepenuhnya dirakit dan dipoles, dipasang dengan hati -hati menjadi mesin cetakan injeksi yang kompatibel. Pengaturan awal ini sering ditangani oleh teknisi berpengalaman yang memahami nuansa cetakan dan mesin.
Uji coba, sering disebut "tembakan pertama" atau "try-out," melibatkan beberapa siklus cetakan injeksi, di mana:
- Pengaturan Parameter Mesin : Parameter mesin cetakan injeksi - termasuk suhu leleh, tekanan injeksi, tekanan menahan, kecepatan injeksi, waktu pendinginan, dan suhu cetakan - diatur dengan hati -hati berdasarkan bahan plastik yang digunakan (mis., Polystyrene untuk kit model) dan desain cetakan.
- Tembakan pertama : Sejumlah kecil bagian dicetak. Bagian -bagian awal ini dipantau secara ketat karena dikeluarkan dari cetakan.
- Inspeksi Visual : Segera, bagian diperiksa secara visual untuk cacat yang jelas seperti:
- Tembakan pendek : Bagian yang tidak lengkap di mana plastik tidak sepenuhnya mengisi rongga cetakan.
- Kilatan : Bahan plastik berlebih merembes di sepanjang garis perpisahan atau area pin ejector.
- Warpage/Distorsi : Bagian yang tidak datar atau memiliki tikungan yang tidak diinginkan, seringkali karena pendinginan atau tekanan yang tidak rata.
- Tanda Benang : Depresi pada permukaan bagian yang lebih tebal, disebabkan oleh penyusutan internal.
- Garis aliran/garis las : Garis yang terlihat pada permukaan bagian yang menunjukkan di mana aliran plastik cair bertemu.
- Tanda Bakar : Perubahan warna karena udara yang terperangkap atau overheating.
- Tanda pin ejector : Tanda yang berlebihan atau ditempatkan dengan buruk dari sistem ejeksi.
- Masalah akhir permukaan : Kebodohan, garis -garis, atau ketidaksempurnaan lainnya meskipun cetakannya adalah poles.
- Verifikasi dimensi : Menggunakan alat pengukur presisi (mis., Kaliper, mikrometer, mesin pengukur koordinat CMM), dimensi kunci dari bagian yang dicetak diperiksa terhadap spesifikasi desain CAD asli. Ini memastikan bagian -bagiannya akurat dan akan cocok bersama dengan benar dalam kit model akhir.
Memeriksa bagian yang dicetak untuk cacat dan ketidaksempurnaan
Tembakan pertama sangat penting untuk mengidentifikasi masalah yang bahkan halus. Tim kontrol kualitas yang berdedikasi, seringkali bersamaan dengan perancang dan insinyur cetakan, akan melakukan pemeriksaan menyeluruh, yang mungkin melibatkan:
- Pembesaran dan Pencahayaan : Menggunakan kacamata pembesar atau mikroskop untuk menemukan detail halus, flash halus, atau kekurangan permukaan mikroskopis.
- Cek perakitan : Jika bagian ini dirancang untuk kawin dengan bagian lain, tes perakitan aktual dilakukan untuk memastikan kecocokan dan fungsi yang tepat, mensimulasikan pengalaman pembuat model.
- Kekuatan dan Tes Properti Material : Dalam beberapa kasus, bagian mungkin menjalani tes untuk kekuatan, fleksibilitas, atau sifat mekanik lainnya untuk memastikan mereka memenuhi kriteria kinerja.
- Keseragaman warna : Jika bagian dicetak dalam warna tertentu, keseragaman dan konsistensinya diperiksa.
Catatan terperinci disimpan untuk setiap uji coba, mendokumentasikan parameter, pengamatan, dan cacat apa pun yang terdeteksi.
Membuat penyesuaian dan penyempurnaan yang diperlukan untuk cetakan
Berdasarkan temuan dari uji coba berjalan dan inspeksi, penyesuaian dan penyempurnaan yang diperlukan dilakukan. Proses iteratif ini sangat penting untuk menyempurnakan cetakan dan dapat melibatkan beberapa putaran pengujian dan modifikasi:
- Optimasi parameter : Seringkali, masalah awal seperti bidikan pendek, flash, atau tanda wastafel dapat diselesaikan dengan menyempurnakan parameter cetakan injeksi (mis., Meningkatkan tekanan, menyesuaikan suhu, memodifikasi waktu pendinginan).
- Modifikasi Cetakan (Kerja ulang) : Untuk masalah yang lebih persisten atau signifikan yang tidak dapat diselesaikan dengan penyesuaian parameter, modifikasi fisik pada cetakan itu sendiri diperlukan. Ini adalah proses yang halus dan seringkali mahal dan mungkin melibatkan:
- Menambahkan atau memperbesar ventilasi : Untuk mencegah udara yang terperangkap menyebabkan tembakan pendek atau bekas luka bakar.
- Memodifikasi lokasi gerbang atau ukuran : Untuk meningkatkan aliran plastik dan mengurangi noda.
- Menyesuaikan saluran pendingin : Untuk mencapai pendinginan yang lebih seragam dan mencegah warpage.
- Memoles atau tekstur area tertentu : Untuk meningkatkan permukaan akhir atau bantuan ejeksi.
- Menambahkan atau memodifikasi pin ejector : Untuk memastikan ejeksi bagian yang bersih dan konsisten.
- Pemotongan ulang atau pengelasan laser : Untuk mengoreksi ketidakakuratan dimensi atau memperbaiki kerusakan kecil. Bahan dapat ditambahkan melalui pengelasan laser dan kemudian mesin.
- Pengerasan/perawatan : Kadang -kadang, setelah uji coba awal, mungkin diputuskan bahwa bagian cetakan tertentu memerlukan pengerasan tambahan atau perawatan permukaan untuk peningkatan ketahanan aus.
Loop pengujian dan penyempurnaan yang cermat ini memastikan bahwa ketika cetakan akhirnya masuk ke produksi skala penuh, itu adalah instrumen yang disetel halus yang mampu mengaduk jutaan komponen model plastik yang sempurna, bersepeda demi siklus.
Dengan cetakan yang sekarang sepenuhnya divalidasi dan dioptimalkan melalui pengujian yang ketat, siap untuk tujuan utamanya: produksi massal, di mana konsistensi dan efisiensi menjadi yang terpenting.
Produksi massal dan pemeliharaan cetakan
Setelah fase desain, fabrikasi, dan pengujian yang lengkap, transisi cetakan model plastik ke prima operasionalnya: produksi massal . Di sinilah investasi awal waktu dan sumber daya benar -benar terbayar, karena cetakan yang disetel dengan baik mulai menghasilkan ribuan, atau bahkan jutaan, komponen model plastik yang identik. Namun, pekerjaan itu tidak berhenti begitu produksi dimulai; Pemantauan berkelanjutan dan pemeliharaan cetakan yang rajin sangat penting untuk memastikan kualitas yang konsisten dan memperpanjang umur cetakan selama bertahun -tahun layanan yang dapat diandalkan.

Menyiapkan mesin cetakan injeksi untuk produksi massal
Transisi ke produksi massal melibatkan mengoptimalkan mesin cetakan injeksi dan lingkungannya untuk operasi yang berkelanjutan dan efisien:
- Penguncian parameter akhir : Berdasarkan uji coba yang berhasil, parameter cetakan injeksi optimal (suhu, tekanan, kecepatan, waktu pendinginan, gaya penjepit, dll.) Terkunci. Pengaturan ini sangat penting untuk secara konsisten memproduksi suku cadang berkualitas tinggi dengan cacat minimal.
- Operasi Otomatis : Mesin cetakan injeksi modern sangat otomatis. Setelah parameter ditetapkan, mereka dapat beroperasi terus menerus, seringkali dengan lengan robot untuk penghapusan dan penempatan bagian otomatis, lebih lanjut meningkatkan efisiensi dan mengurangi biaya tenaga kerja.
- Penanganan material : Pelet plastik dalam jumlah besar dimasukkan ke dalam mesin dari hopper industri, memastikan pasokan terus menerus. Peralatan pengeringan dapat digunakan untuk menghilangkan kelembaban dari plastik higroskopis, yang sebaliknya dapat menyebabkan cacat.
- Pengambilan sampel jaminan kualitas : Bahkan selama produksi massal, kontrol kualitas berkelanjutan dipertahankan. Bagian secara teratur diambil sampelnya dari jalur produksi untuk pemeriksaan visual dan pemeriksaan dimensi. Pemantauan proaktif ini membantu menangkap penyimpangan dalam kualitas sejak dini.
Memantau proses cetakan untuk konsistensi
Mempertahankan konsistensi di seluruh proses produksi panjang adalah yang terpenting. Setiap penyimpangan dalam proses pencetakan dapat menyebabkan batch bagian yang rusak. Operator dan sistem otomatis terus memantau indikator utama:
- Parameter proses : Sensor real-time dalam suhu trek mesin cetakan injeksi, tekanan, waktu siklus, dan parameter kritis lainnya. Penyimpangan dari set poin pemicu.
- Bagian kualitas : Sistem penglihatan otomatis dapat diintegrasikan ke dalam lini produksi untuk melakukan inspeksi yang cepat dan otomatis untuk cacat umum seperti flash atau bidikan pendek. Pemeriksaan spot manual oleh operator tetap penting.
- Kinerja mesin : Konsumsi energi, tekanan hidrolik, dan indikator kesehatan mesin lainnya dipantau untuk memastikan peralatan berjalan dengan lancar dan efisien, mencegah downtime yang tidak terduga.
- Tingkat memo : Persentase bagian yang rusak dilacak secara ketat. Peningkatan laju memo adalah bendera merah yang menunjukkan masalah potensial dengan cetakan, mesin, atau parameter proses.
Tujuannya adalah proses yang stabil dan berulang yang menghasilkan bagian yang identik dan berkualitas tinggi dengan setiap siklus tunggal.
Pemeliharaan dan pembersihan cetakan rutin untuk memastikan umur panjang
Cetakan model plastik adalah investasi yang signifikan, seringkali menelan biaya puluhan atau bahkan ratusan ribu dolar. Untuk melindungi investasi ini dan memastikan jutaan siklus selama umurnya, pemeliharaan cetakan yang rajin dan proaktif sangat penting. Mengabaikan pemeliharaan dapat menyebabkan perbaikan yang mahal, keausan prematur, dan downtime produksi.
Pemeliharaan biasanya melibatkan:
- Pembersihan rutin : Selama produksi, residu plastik, debu, dan kontaminan lainnya dapat menumpuk pada permukaan cetakan, ventilasi, dan pin ejector. Pembersihan reguler, kadang -kadang bahkan selama istirahat produksi pendek, membantu mencegah cacat permukaan pada bagian dan memastikan fungsi cetakan yang tepat. Ini dapat melibatkan permukaan menyeka, menggunakan udara terkompresi, atau agen pembersih khusus.
- Pemeliharaan preventif (jadwal downtime) : Secara berkala, cetakan dikeluarkan dari mesin cetakan injeksi untuk inspeksi dan pemeliharaan yang lebih menyeluruh. Jadwal ini biasanya didasarkan pada jumlah siklus atau jam operasi.
- Pembongkaran dan pembersihan mendalam : Cetakan seringkali sebagian atau sepenuhnya dibongkar untuk pembersihan komprehensif semua rongga, inti, saluran pendingin, dan komponen bergerak.
- Pelumasan : Bagian yang bergerak, seperti pin pemandu, busing, dan pin ejector, dibersihkan dan dilumasi ulang untuk memastikan pengoperasian yang lancar dan mencegah keausan.
- Inspeksi untuk dipakai : Teknisi dengan cermat memeriksa permukaan cetakan untuk tanda -tanda keausan, abrasi, korosi, atau kerusakan kecil (mis., Torehan, penyok). Fitur kritis, seperti garis perpisahan dan area gerbang, diperiksa dengan cermat.
- Penggantian Komponen : Komponen usang seperti pin ejector, pegas, atau sisipan kecil diganti sebelum gagal dan menyebabkan masalah produksi.
- Pemeliharaan sistem pendingin : Saluran pendingin disiram untuk mencegah bakiak dan memastikan perpindahan panas yang efisien.
- Perbaikan dan perbaikan : Jika terjadi kerusakan atau keausan yang signifikan, cetakan mungkin perlu dikirim kembali ke toko alat khusus untuk diperbaiki. Ini dapat melibatkan pengelasan, area spesifik pemotongan ulang, pemolesan ulang, atau bahkan mengganti seluruh komponen cetakan.
- Penyimpanan yang tepat : Ketika tidak digunakan, cetakan dibersihkan secara menyeluruh, dilindungi dengan pelapis preventif karat, dan disimpan di lingkungan yang terkontrol untuk mencegah korosi dan kerusakan fisik.
Melalui pemantauan yang cermat dan pemeliharaan proaktif, cetakan model plastik yang dibuat dengan baik dapat tetap menjadi aset produktif selama bertahun-tahun, yang mendukung pasokan terus menerus dari kit model berkualitas tinggi untuk para penggemar di seluruh dunia.
Perjalanan pembuatan cetakan tidak diam; Kemajuan berkelanjutan terus memperbaiki dan merevolusi proses.
Inovasi dalam pembuatan jamur
Dunia manufaktur terus berkembang, dan ranah pembuatan cetakan model plastik tidak terkecuali. Sementara prinsip -prinsip inti dari cetakan injeksi dan fabrikasi cetakan tetap, inovasi berkelanjutan memperkenalkan teknik dan kemampuan baru yang menarik. Kemajuan ini tidak hanya meningkatkan efisiensi dan mengurangi biaya tetapi juga memungkinkan penciptaan bagian model plastik yang lebih rumit dan kompleks, mendorong batas -batas apa yang diharapkan oleh para penghobi.
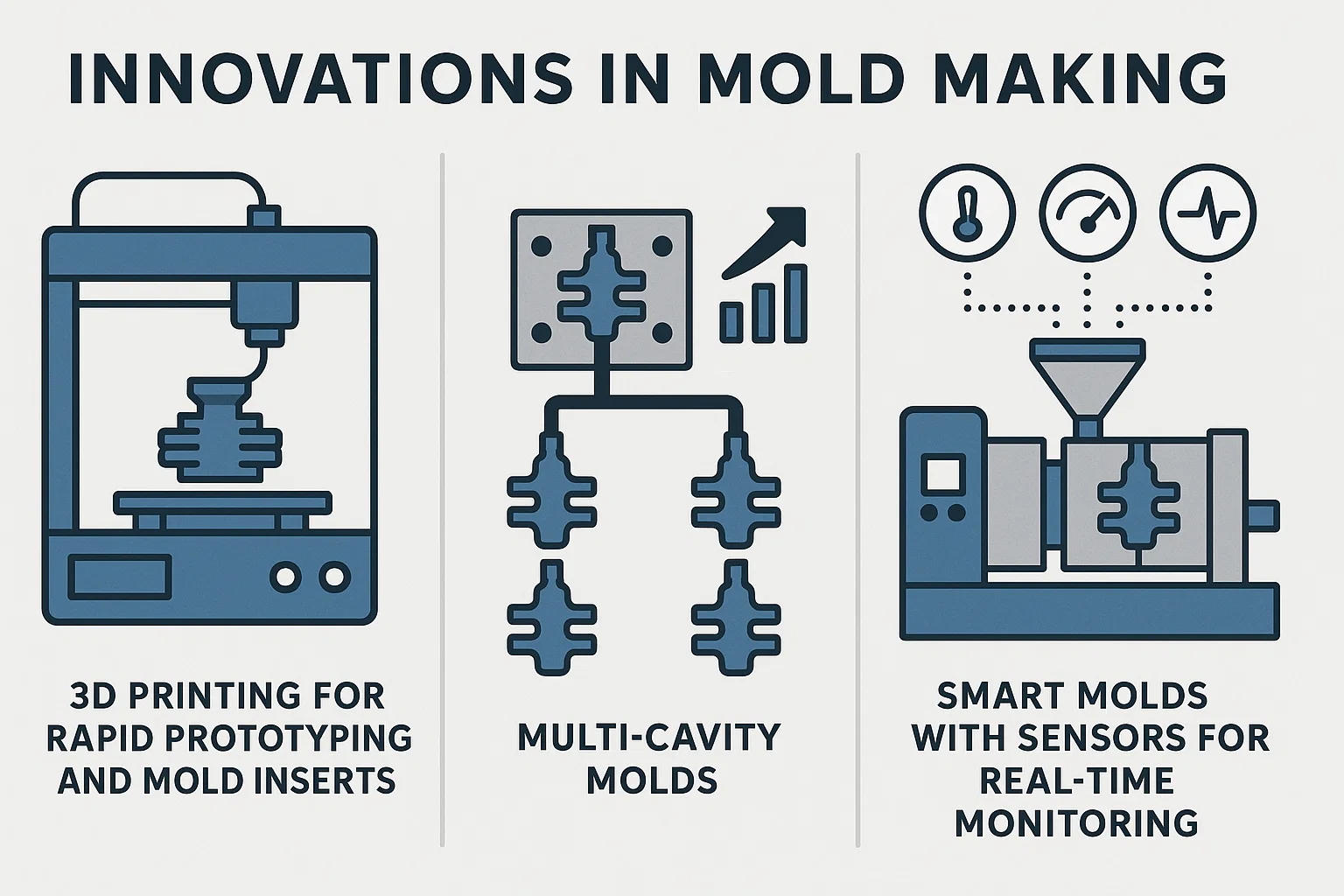
Pencetakan 3D untuk sisipan prototyping dan cetakan cepat
Mungkin salah satu inovasi yang paling transformatif adalah integrasi Pencetakan 3D (manufaktur aditif) ke dalam alur kerja pembuatan cetakan. Sementara pencetakan 3D langsung dari cetakan produksi skala penuh masih terbatas karena kekuatan material dan persyaratan akhir permukaan, dampaknya pada prototipe dan komponen cetakan khusus sangat besar:
- Prototipe bagian yang cepat : Sebelum berkomitmen pada fabrikasi cetakan yang mahal, desainer dapat dengan cepat mencetak bagian kit model aktual untuk menguji kesesuaian, ergonomi, dan estetika. Ini memungkinkan untuk iterasi yang cepat dan validasi desain, menangkap masalah yang jauh lebih awal dalam prosesnya.
- Sisipan cetakan cetak 3D : Untuk produksi volume rendah atau untuk fitur spesifik dan kompleks dalam cetakan baja yang lebih besar, teknologi pencetakan 3D khusus (seperti pencetakan 3D logam atau pencetakan resin resolusi tinggi) dapat membuat sisipan cetakan. Sisipan ini dapat menggabungkan saluran pendingin internal yang sangat rumit (pendinginan konformal) yang tidak mungkin dicapai dengan pengeboran tradisional, yang mengarah ke pendinginan bagian yang lebih cepat dan lebih seragam dan berkurangnya waktu siklus. Mereka juga sangat baik untuk membuat tekstur terperinci.
- Cetakan sementara : Untuk jangka waktu yang sangat singkat atau bagian-bagian pembuktian konsep, beberapa printer 3D resin berkekuatan tinggi bahkan dapat menghasilkan cetakan sementara dan pengorbanan yang mampu menyuntikkan sejumlah bagian plastik.
Cetakan multi-rongga dan manfaatnya
Meskipun tidak sepenuhnya baru, desain dan pembuatan canggih cetakan multi-rongga terus disempurnakan dan dioptimalkan. Alih-alih memproduksi satu bagian plastik per siklus injeksi, cetakan multi-rongga menghasilkan beberapa bagian yang identik (atau kadang-kadang berbeda, bagian terkait) dalam satu bidikan.
- Peningkatan efisiensi produksi : Manfaat utama adalah pengurangan drastis dalam waktu dan biaya produksi per bagian. Jika cetakan rongga tunggal membutuhkan waktu 30 detik per bagian, cetakan 4-rongga dapat menghasilkan 4 bagian dalam sekitar 30 detik yang sama.
- Konsistensi lintas bagian : Karena semua bagian dalam cetakan multi-rongga dicetak secara bersamaan dalam kondisi yang sama, mereka menunjukkan konsistensi tinggi dalam kualitas, dimensi, dan sifat material.
- Mengurangi keausan mesin : Siklus yang lebih sedikit diperlukan untuk menghasilkan jumlah bagian yang sama, yang dapat mengurangi keausan pada mesin cetakan injeksi.
Desain cetakan multi-rongga rumit, membutuhkan penyeimbangan aliran plastik yang tepat untuk memastikan semua rongga mengisi secara seragam. Sistem pelari panas, yang menjaga plastik tetap cair hingga rongga, sering digunakan untuk meningkatkan efisiensi dan mengurangi limbah material dalam cetakan ini.
Cetakan pintar dengan sensor untuk pemantauan real-time
Munculnya Industri Internet of Things (IIOT) telah menyebabkan pengembangan "cetakan pintar." Ini adalah cetakan yang dilengkapi dengan sensor terintegrasi yang menyediakan data real-time pada proses pencetakan langsung dari dalam rongga cetakan itu sendiri.
- Sensor suhu : Pantau suhu plastik saat masuk dan mendingin di dalam rongga, memastikan pendinginan yang optimal dan mencegah bekas warpage atau wastafel.
- Sensor tekanan : Ukur tekanan di dalam cetakan selama injeksi, memberikan wawasan tentang pengisian cetakan, pengepakan, dan potensi tembakan pendek atau flash.
- Sensor kelembaban : Dapat mendeteksi masalah kelembaban, terutama yang relevan untuk plastik higroskopis.
- Penghitung siklus/sensor keausan : Lacak jumlah siklus dan bahkan dapat mendeteksi keausan halus pada komponen cetakan kritis, mendorong pemeliharaan proaktif sebelum masalah muncul.
Manfaat cetakan pintar:
- Kontrol kualitas yang ditingkatkan : Data real-time memungkinkan untuk mendeteksi segera deviasi proses, memungkinkan operator untuk memperbaiki masalah secara instan, mengurangi laju memo.
- Pemeliharaan prediktif : Dengan memantau keausan dan kinerja, cetakan pintar dapat memprediksi saat pemeliharaan diperlukan, memungkinkan untuk downtime yang dijadwalkan daripada kerusakan yang tidak terduga.
- Optimalisasi proses : Data kaya yang dikumpulkan membantu insinyur menyempurnakan parameter cetakan untuk mencapai efisiensi yang lebih besar dan kualitas bagian.
- Keterlacakan : Kondisi cetakan masing -masing bagian dapat dicatat, memberikan riwayat lengkap untuk jaminan kualitas dan pemecahan masalah.
Inovasi-inovasi ini menyoroti masa depan di mana pembuatan cetakan bukan hanya tentang pembuatan presisi tetapi juga tentang proses yang cerdas dan berbasis data, semakin memperkuat fondasi untuk kit model plastik yang semakin canggih dan berkualitas tinggi.
Kesimpulan
Dari percikan awal ide hingga dengungan yang disetel halus dari mesin cetakan injeksi, penciptaan cetakan model plastik adalah bukti rekayasa presisi, manufaktur canggih, dan keahlian yang cermat. Kami telah menjelajahi setiap tahap kritis, mengungkap kompleksitas yang menopang tindakan yang tampaknya sederhana dalam merakit kit model.
Rekap proses pembuatan cetakan
Perjalanan kami dimulai dengan yang penting fase desain , di mana perangkat lunak CAD mengubah konsep menjadi cetak biru 3D yang terperinci, merencanakan setiap aspek dari sudut pandang hingga garis perpisahan dengan cermat. Ketepatan digital ini kemudian memandu pemilihan materi , pilihan strategis yang menyeimbangkan daya tahan, sifat termal, dan biaya, dengan baja pahat bermutu tinggi sering menjadi pilihan yang lebih disukai untuk umur panjang dan kemampuannya untuk menyimpan detail yang bagus.
Ciptaan fisik terungkap melalui tandem yang kuat Pemesinan CNC and EDM , yang mengukir rongga cetakan yang rumit dan inti dengan akurasi sub-mikron, menangkap setiap garis panel dan paku keling. Mengikuti ini, proses vital pemolesan dan finishing cetakan Mengubah permukaan mesin yang kasar menjadi tayangan yang lebih halus, memastikan bagian plastik yang sempurna dan pengusiran yang mudah.
Sebelum produksi massal, cetakan mengalami ketat pengujian dan kontrol kualitas , di mana uji coba berjalan mengidentifikasi dan memperbaiki ketidaksempurnaan apa pun, memastikan akurasi dimensi dan kualitas bagian yang konsisten. Akhirnya, cetakan masuk produksi massal , dengan cermat dipantau dan dipertahankan melalui rajin pemeliharaan untuk menjamin layanan yang dapat diandalkan bertahun -tahun.
Pentingnya ketepatan dan kualitas dalam pembuatan cetakan
Tema yang mendasari di seluruh proses ini adalah keharusan mutlak presisi dan kualitas . Di dunia kit model plastik, akurasi adalah yang terpenting. Setiap komponen harus pas, setiap detail harus renyah, dan setiap permukaan harus sempurna. Setiap kompromi dalam kualitas cetakan secara langsung diterjemahkan menjadi cacat dalam produk akhir, yang mengarah pada frustrasi untuk pembuat model dan kerusakan pada reputasi merek. Investasi di muka dalam desain, bahan, dan proses manufaktur berkualitas tinggi untuk cetakan membayar dividen berkali-kali dalam bentuk bagian yang konsisten dan kesetiaan tinggi yang menyenangkan penggemar.
Tren masa depan dalam pembuatan cetakan model plastik
Ke depan, bidang manufaktur cetakan terus menjadi arena inovasi yang menarik. Pencetakan 3D diatur untuk memainkan peran yang lebih besar, tidak hanya dalam pembuatan prototipe tetapi berpotensi dalam menciptakan saluran pendingin konformal yang kompleks atau sisipan cetakan yang sangat rinci yang sebelumnya tidak mungkin. Kebangkitan cetakan pintar Dengan sensor terintegrasi menjanjikan data waktu nyata dan analitik prediktif, yang mengarah ke proses yang lebih dioptimalkan, mengurangi waktu henti, dan kontrol kualitas yang tidak tertandingi. Seiring kemajuan sains material, kita juga dapat melihat paduan cetakan baru yang menawarkan kombinasi unggul konduktivitas termal, kekerasan, dan kemampuan mesin.
Intinya, proses rumit pembuatan cetakan model plastik adalah keajaiban teknik yang tersembunyi. Ini adalah pengejaran kesempurnaan yang berkelanjutan, memastikan bahwa hasrat untuk merakit dunia miniatur disambut dengan komponen kualitas setinggi mungkin, membuat hobi rumit pemodelan plastik dapat diakses dan menyenangkan untuk generasi yang akan datang.

