 English
English Indonesia
Indonesia
Ringkasan Singkat untuk Profesional
Perbaikan cetakan injeksi adalah proses khusus untuk memulihkan perkakas yang rusak ke spesifikasi teknik aslinya untuk memastikan kualitas komponen dan mencegah penghentian produksi. Pendekatan modern yang paling efektif menggabungkan pengelasan laser presisi —yang menambahkan material dengan dampak panas minimal—dan perawatan permukaan tingkat lanjut (seperti pelapis PVD atau pelapisan krom keras) untuk meningkatkan umur cetakan. Dengan memanfaatkan teknik ini, produsen dapat mengurangi waktu henti hingga 70% dibdaningkan dengan pengelasan TIG tradisional atau penggantian alat secara penuh.
1. Pengantar Perbaikan Cetakan Injeksi
Mengapa Perawatan Cetakan yang Tepat Penting?
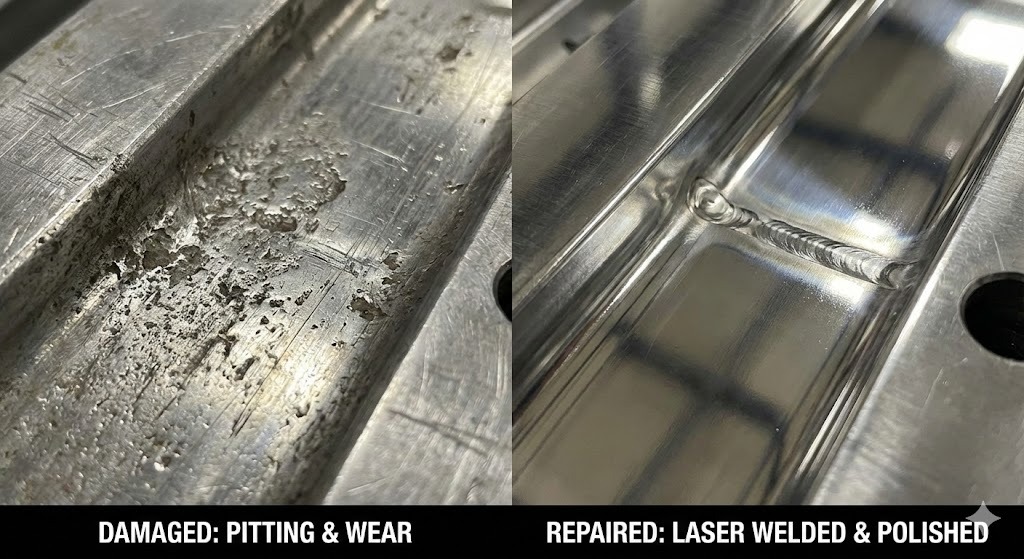
Pemeliharaan cetakan adalah praktik rutin pemeriksaan, pembersihan, dan perbaikan unit injeksi untuk mencegah kerusakan. Dalam manufaktur berkecepatan tinggi, bahkan gatauesan mikroskopis pada permukaan rongga dapat menyebabkan “flash” (kelebihan plastik pada suatu komponen) atau kelemahan struktural. Perbaikan proaktif memastikan akurasi dimensi dan menghemat ribuan dolar dengan menghindari tingginya biaya pengerjaan cetakan yang benar-benar baru.
Apa Penyebab Umum Kerusakan Cetakan Injeksi?
Kerusakan jamur biasanya terbagi dalam empat kategataui:
- Keausan Mekanis: Gesekan abrasif dari resin berisi kaca merusak gerbang dan rongga.
- Korosi: Serangan kimia dari plastik yang mengeluarkan gas (seperti PVC) yang mengotori permukaan baja.
- Kesalahan Manusia: Goresan yang disebabkan oleh penggunaan alat logam untuk menghilangkan bagian yang tersangkut.
- Kelelahan Termal: Retakan akibat tegangan akibat siklus pemanasan dan pendinginan yang konstan selama produksi.
2. Memahami Cetakan Injeksi: Landasan Teknis
Apa Komponen Dasar Cetakan Injeksi?
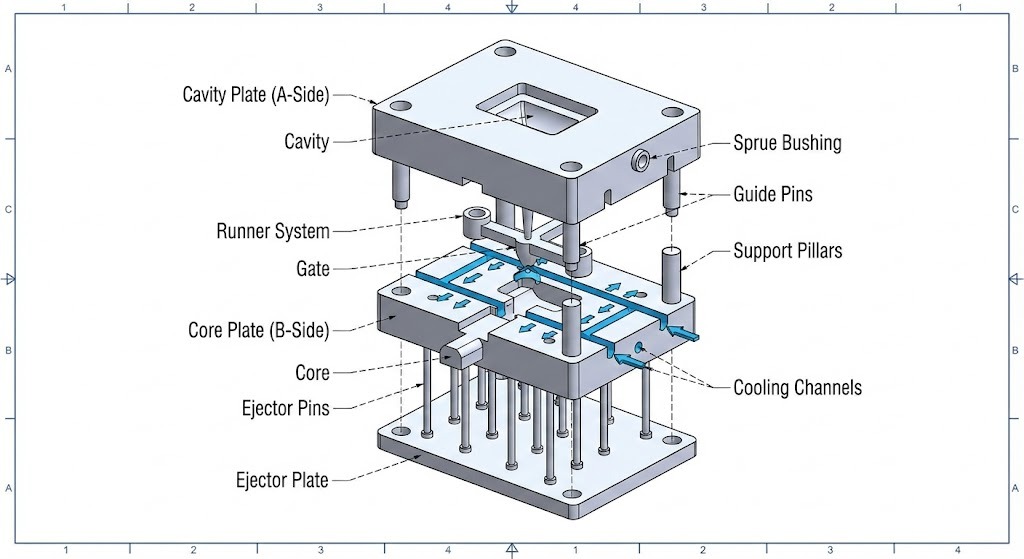
Untuk melakukan perbaikan yang berhasil, teknisi harus mengidentifikasi komponen mana yang rusak.
- Rongga dan Inti: Sisi utama “A” dan “B” yang membentuk bentuk bagian plastik.
- Pin Ejektor: Komponen mekanis yang mendorong bagian jadi keluar dari cetakan.
- Saluran Pendingin: Jalur internal tempat air atau minyak mengalir untuk mengatur suhu.
- Sistem Gerbang dan Pelari: “Pipa” yang mengarahkan plastik cair ke dalam rongga.
Bahan Umum yang Digunakan dalam Cetakan Injeksi
Pilihan teknik perbaikan sangat bergantung pada bahan cetakan . Sebagian besar cetakan produksi tinggi dibuat dari Perkakas Baja , yaitu baja yang dicampur dengan unsur-unsur seperti kromium atau vanadium untuk meningkatkan kekerasan.
Tabel 1: Bahan Cetakan Umum dan Kompatibilitas Perbaikan
| Jenis Bahan | Kelas Umum | Kesulitan Perbaikan | Metode Perbaikan Terbaik |
|---|---|---|---|
| Baja P20 | Baja yang sudah dikeraskan sebelumnya | Rendah | Pengelasan Laser atau TIG |
| Baja H13 | Baja Perkakas Pekerjaan Panas | Sedang | Pengelasan Laser (Memerlukan Pemanasan Awal) |
| S7 Baja | Baja Tahan Guncangan | Tinggi | Pengelasan Laser Presisi |
| Aluminium | 7075-T6 | Sedang | Kawat Laser Khusus |
Apa Perbedaan Antara Sistem Hot Runner dan Cold Runner?
- Sistem Pelari Panas: Gunakan manifold yang dipanaskan untuk menjaga plastik tetap cair di dalam cetakan, sehingga mengurangi limbah namun membuat perbaikan menjadi lebih rumit karena komponen listrik terintegrasi.
- Sistem Pelari Dingin: Saluran sederhana yang menyatu dengan bagiannya; mereka lebih mudah diperbaiki tetapi menghasilkan lebih banyak material bekas.
Definisi Teknis
- HAZ (Zona Terkena Dampak Panas): Area logam dasar yang belum meleleh tetapi struktur mikronya telah berubah akibat panas pengelasan. Meminimalkan HAZ adalah tujuan utama pengelasan laser.
- Kekerasan Rockwell (HRC): Skala yang digunakan untuk mengukur kekerasan lekukan suatu material. Kebanyakan baja cetakan berkisar antara 30 hingga 60 HRC.
- Kilatan: Cacat cetakan injeksi di mana lapisan tipis plastik keluar di antara bagian cetakan, biasanya menunjukkan garis perpisahan yang aus.
3. Pengelasan Laser untuk Perbaikan Cetakan Injeksi
Apa itu Pengelasan Laser dalam Perbaikan Cetakan?
Pengelasan laser adalah proses perbaikan presisi tinggi yang menggunakan berkas cahaya terkonsentrasi untuk melelehkan kawat pengisi khusus ke area cetakan yang rusak. Tidak seperti pengelasan tradisional, laser memusatkan energi dengan sangat erat sehingga menciptakan ikatan metalurgi yang kuat hampir tanpa distorsi pada baja di sekitarnya.
Apa Keuntungan Pengelasan Laser?
Bagi teknisi, pengelasan laser adalah metode pilihan untuk perkakas bernilai tinggi karena:
- Zona Terkena Dampak Panas Minimal (HAZ): Panas lokal mencegah baja cetakan melengkung atau kehilangan kekerasan aslinya.
- Presisi Ekstrim: Teknisi dapat memperbaiki kerusakan sekecil apa pun 0,05mm , memungkinkan pengerjaan tekstur rumit dan sudut tajam.
- Geometri Kompleks: Sifat laser non-kontak memungkinkan perbaikan di dalam rongga yang dalam atau rusuk sempit yang tidak dapat dijangkau oleh obor TIG.
- Pengurangan Pasca Pemrosesan: Karena hasil lasan sangat bersih, waktu yang diperlukan untuk penggilingan dan pemolesan manual berkurang berkali-kali lipat 50% .

3.4. Proses Pengelasan Laser: Panduan Langkah demi Langkah
Untuk mencapai perbaikan tingkat profesional, teknisi harus mengikuti urutan standar:
Langkah 1: Persiapan Permukaan Cetakan
Kebersihan adalah faktor yang paling penting. Sisa plastik, minyak, atau karat akan menyebabkannya porositas (gelembung kecil) di lasan.
- Tindakan: Gunakan pembersih ultrasonik atau pelarut khusus untuk menghilangkan semua kontaminan.
- Verifikasi: Periksa area di bawah a mikroskop 10x untuk memastikan logamnya “cerah” dan bebas dari residu berkarbonisasi.
Langkah 2: Memilih Parameter dan Pengaturan Pengelasan
Pengaturan laser harus disesuaikan berdasarkan logam dasar dan ketebalan perbaikan.
- Energi Pulsa (Joule): Mengontrol kedalaman penetrasi las.
- Durasi Pulsa (ms): Menentukan berapa lama laser menyala; pulsa yang lebih panjang digunakan untuk kabel yang lebih tebal.
- Frekuensi (Hz): Kecepatan pulsa laser.
- Ukuran Titik (mm): Diameter sinar laser; biasanya diatur di antara 0,2 mm dan 1,5 mm .
Langkah 3: Eksekusi Teknik Pengelasan
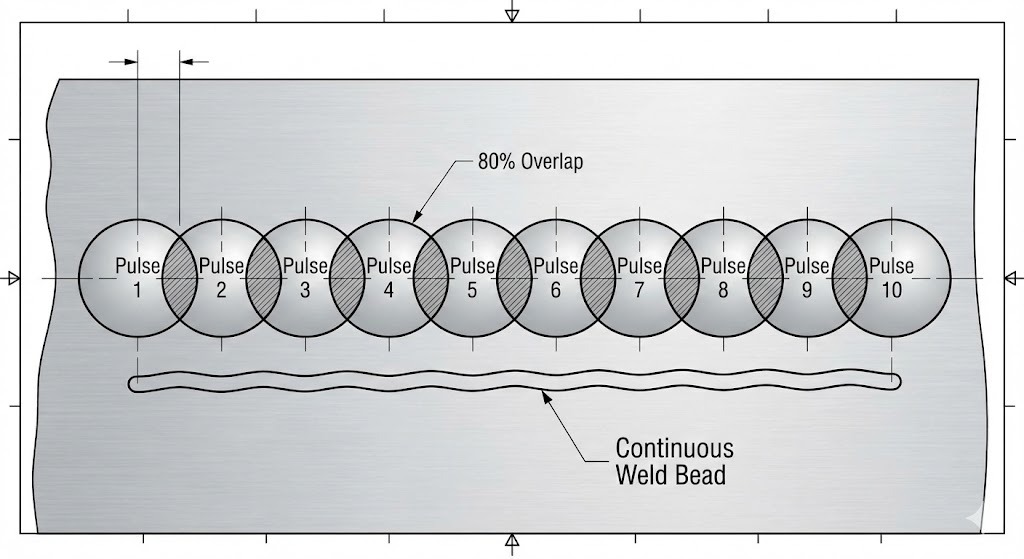
- Pengelasan Pulsa: Metode standar untuk perbaikan. Setiap pulsa menciptakan “titik” kecil dari logam cair.
- Pengelasan Berkelanjutan / Tumpang Tindih: Teknisi menindih setiap “titik”. 70-80% untuk membuat manik logam yang mulus dan kokoh.
3.5. Praktik Terbaik untuk Teknisi
- Cocokkan Kawat Pengisi: Selalu gunakan kawat laser yang cocok dengan sifat kimia baja cetakan (misalnya, gunakan kawat H13 untuk cetakan H13) untuk memastikan kekerasan dan warna yang seragam setelah pemolesan.
- Kelola Gas Pelindung: Gunakan gas argon pada laju aliran yang stabil untuk mencegah oksidasi, yang membuat lasan menjadi hitam dan rapuh.
- Hindari Membangun Berlebihan: Tambahkan hanya jumlah minimum bahan yang dibutuhkan. Pengelasan berlebih meningkatkan risiko penumpukan panas dan waktu pengerjaan ekstra.
3.6. Masalah Umum dan Solusinya
| Masalah | Kemungkinan Penyebabnya | Solusi Profesional |
|---|---|---|
| Meremehkan | Daya (Tegangan) terlalu tinggi | Rendaher the pulse energy and increase the spot size. |
| Pori-pori/Gelembung | Permukaan yang terkontaminasi | Bersihkan kembali area tersebut dengan alkohol dan periksa aliran gas. |
| Retak | Tinggi carbon steel cooling too fast | Panaskan cetakan terlebih dahulu 150-200°C sebelum pengelasan. |
| Tenggelam | Pengumpanan kawat yang tidak tepat | Pastikan kawat didorong ke tengah kolam lelehan. |
Wawasan Teknis Utama: Pentingnya Struktur Mikro
Ketika pulsa laser mengenai baja, laju pendinginannya sangat tinggi. Hal ini menciptakan a struktur mikro martensit di area las, yang sangat keras namun bisa rapuh. Untuk memastikan ketahanan jangka panjang, perbaikan besar harus menjalani siklus pemanasan “penghilang stres” untuk menstabilkan struktur logam.
4. Teknik Perawatan Permukaan Cetakan Injeksi
Apa Perawatan Permukaan dalam Perbaikan Cetakan?
Perawatan permukaan adalah penerapan lapisan tipis bahan khusus atau perubahan kimia pada “kulit” luar baja cetakan. Dalam siklus perbaikan, ini adalah langkah terakhir setelah pengelasan dan pemolesan. Ini dirancang untuk mengembalikan atau meningkatkan kinerja asli cetakan, khususnya ketahanannya terhadap keausan, korosi, dan gesekan.
Jenis Perawatan Permukaan untuk Cetakan
4.2.1. Pelapisan Krom Keras
Ini adalah proses elektrokimia tradisional yang menerapkan lapisan kromium langsung ke baja.
- Terbaik untuk: Melindungi dari plastik korosif seperti PVC dan meningkatkan “pelepasan” komponen.
- Kekerasan: Biasanya 65–70 HRC .
4.2.2. Pelapisan Nikel Tanpa Listrik
Tidak seperti pelapisan standar, pelapisan ini menggunakan reaksi kimia dan bukan listrik, sehingga memastikan ketebalan yang seragam bahkan di dalam lubang yang dalam atau saluran pendingin.
- Terbaik untuk: Geometri kompleks yang mengharuskan ketebalan seragam.
4.2.3. Lapisan Titanium Nitrida (Timah).
Lapisan PVD (Physical Vapour Deposition) berwarna emas yang sangat keras.
- Terbaik untuk: Lingkungan dengan abrasi tinggi, seperti cetakan yang menggunakan resin berisi kaca.
- Kekerasan: Hingga 80 jam .
4.3. Manfaat Perawatan Permukaan
Menerapkan pengobatan yang benar memberikan tiga keuntungan teknis utama:
- Peningkatan Ketahanan Aus: Mencegah “pencucian” di gerbang tempat aliran plastik bertekanan tinggi.
- Perlindungan Korosi yang Ditingkatkan: Melindungi baja perkakas yang mahal dari uap air dan gas produk sampingan yang bersifat asam.
- Properti Rilis yang Ditingkatkan: Mengurangi “kelekatan” antara plastik dan logam, memungkinkan waktu siklus lebih cepat dan lebih sedikit komponen yang rusak.
4.4. Cara Memilih Perawatan yang Tepat
Pilihannya tergantung pada “Mode Kegagalan” cetakan:
- Jika cetakannya tergores: Gunakan Timah atau DLC (Karbon Seperti Berlian) untuk kekerasan maksimum.
- Jika cetakannya berkarat: Gunakan Nikel Tanpa Listrik untuk cakupan 100%.
- Jika plastiknya lengket: Gunakan Chrome Keras atau terspesialisasi Lapisan yang mengandung PTFE .
4.5. Proses Perawatan Permukaan: Panduan Langkah demi Langkah
Langkah 1: Persiapan dan Pembersihan Cetakan
Lapisan tersebut hanya akan menempel pada permukaan yang bersih sempurna.
- Tindakan: Lakukan pemolesan terakhir sesuai kebutuhan SPI selesai (misalnya, lapisan cermin A-2).
- Catatan Teknis: Minyak mikroskopis apa pun yang tersisa dari senyawa pemoles akan menyebabkan lapisan terkelupas (delaminasi).
Langkah 2: Penerapan Pelapisan
Cetakan ditempatkan di ruang vakum (untuk PVD/CVD) atau penangas kimia (untuk pelapisan).
- Presisi: Pelapisan biasanya diterapkan pada ketebalan 0,002 mm hingga 0,010 mm sehingga mereka tidak mengubah dimensi akhir bagian tersebut.
Langkah 3: Proses Pasca Perawatan
- Tindakan: Periksa permukaan apakah ada “lubang kecil” atau ketebalan yang tidak rata.
- Tindakan: Lakukan pemeriksaan dimensi akhir untuk memastikan pelapisan tidak membuat alat “di luar toleransi”.
4.6. Memecahkan Masalah Umum Perawatan Permukaan
| Masalah | Kemungkinan Penyebabnya | Solusi Profesional |
|---|---|---|
| Mengupas / Mengelupas | Pembersihan permukaan yang buruk | Lepaskan lapisannya, poles ulang, dan gunakan pembersih ultrasonik. |
| Kusamnya Selesai | Lapisan terlalu tebal | Mengurangi waktu deposisi; periksa pengukur ketebalan mikron. |
| Penumpukan Tepi | Tinggi current density (in plating) | Gunakan “dummy” cathodes to pull excess current away from sharp corners. |
Definisi Teknis: PVD vs. CVD
- PVD (Deposisi Uap Fisik): Proses vakum suhu rendah (di bawah 500°C) yang tidak membuat baja cetakan melengkung.
- CVD (Deposisi Uap Kimia): Proses bersuhu tinggi (hingga 1000°C) yang menghasilkan ikatan lebih kuat namun memerlukan pengerasan ulang cetakan setelahnya.
5. Pertimbangan Praktis untuk Teknisi
Bagaimana Teknisi Tetap Aman Selama Perbaikan Cetakan?
Keamanan adalah hal yang terpenting saat menangani laser berenergi tinggi dan perawatan kimia.
- Keamanan Laser: Selalu bekerja di tempat yang ditunjuk Area laser kelas 4 . Teknisi harus memakai kacamata pengaman dengan panjang gelombang tertentu untuk mencegah kerusakan retina permanen akibat sinar pantulan.
- Ekstraksi Asap: Pengelasan dan pembersihan kimia melepaskan partikulat logam mikroskopis dan VOC (Senyawa Organik yang Mudah Menguap). Gunakan ventilasi pembuangan lokal untuk menjaga kualitas udara.
- Perlindungan Termal: Bahkan dengan HAZ yang terlokalisasi, dasar cetakan dapat mempertahankan panas yang signifikan. Gunakan sarung tangan tahan panas saat menangani komponen pasca pengelasan.
Peralatan dan Alat yang Diperlukan untuk Sukses
Tempat kerja perbaikan cetakan profesional membutuhkan lebih dari sekedar tukang las. Alat penting meliputi:
- Mikroskop Stereo: Perbesaran minimum 10x untuk melihat kolam las.
- Penggiling Presisi: Alat putar pneumatik atau elektrik berkecepatan tinggi untuk “mengakar” lasan.
- Kit Pemolesan Mikro: Pasta berlian dan batu keramik untuk mengembalikan permukaan akhir SPI.
- Mikrometer Digital: Untuk memverifikasi bahwa perbaikan telah mengembalikan komponen ke toleransi aslinya.
Analisis Biaya: Perbaikan Cetakan vs. Penggantian
Salah satu peran terpenting seorang teknisi adalah memberi nasihat kepada manajemen mengenai apakah cetakan harus diperbaiki atau dibuang.
Tabel 2: Matriks Keputusan untuk Perbaikan vs. Penggantian
| Faktor | Perbaikan (Permukaan Laser) | Penggantian Penuh |
|---|---|---|
| Biaya Khas | 5% – 20% dari biaya alat asli | 100% dari biaya alat |
| Waktu Pimpin | 24 – 72 jam | 8 – 16 minggu |
| Daya tahan | 80% – 100% dari kehidupan asli | 100% (Siklus hidup baru) |
| Terbaik Untuk | Kerusakan lokal, gerbang, garis perpisahan | Retak bingkai yang dahsyat, kehancuran total |
Studi Kasus: Mengurangi Waktu Henti pada Perkakas Otomotif
Pemasok otomotif Tingkat 1 mengalami “gerbang beku” karena abrasi pada cetakan 32 rongga.
- Masalahnya: Flash garis perpisahan menyebabkan tingkat penolakan sebesar 15%.
- Solusinya: Teknisi yang digunakan kawat laser H13 untuk membangun kembali garis perpisahan, diikuti oleh a Timah (Titanium Nitrida) Lapisan PVD.
- Hasilnya: Cetakan itu kembali diproduksi di dalam 36 jam , dan kekerasan permukaan meningkat dari 52 HRC menjadi 82 HRC, mencegah keausan di masa mendatang.
6. Teknik dan Teknologi Canggih
Apa itu Metode Perbaikan Hibrid?
Perbaikan hibrida melibatkan penggunaan Pengelasan Laser untuk restorasi struktural diikuti oleh Perawatan Permukaan untuk peningkatan fungsional.
- Contoh: Mengelas lubang pin ejector yang rusak lalu memasang Nikel Tanpa Listrik melapisi seluruh pelat. Hal ini memastikan perbaikan kuat dan seluruh permukaan terlindungi dari karat.
Otomatisasi dalam Perbaikan Cetakan
Industri ini sedang bergerak menuju Pengelasan Laser CNC . Alih-alih seorang teknisi mengarahkan kawat secara manual di bawah mikroskop, lengan robotik mengikuti jalur yang telah diprogram sebelumnya. Hal ini memastikan konsistensi 100% pada ketebalan las dan ideal untuk memperbaiki sisipan identik dalam jumlah besar.
Teknologi Berkembang: Pencetakan Logam 3D (Manufaktur Aditif)
Untuk kegagalan besar di mana sebagian besar cetakan hilang, teknisi kini menggunakannya Deposisi Energi Terarah (DED) . Perkakas “cetakan 3D” ini dibuat langsung ke dasar cetakan yang ada, yang kemudian dikerjakan dengan mesin CNC kembali ke bentuk akhir.
7. Ringkasan Poin-Poin Penting
- Presisi adalah Kuncinya: Pengelasan laser is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Sinergi Permukaan: Perawatan permukaans like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Pemeliharaan Proaktif: Mengidentifikasi keausan sejak dini melalui pemeriksaan mikroskopis dapat mencegah perlunya penggantian yang mahal.
Masa Depan Perbaikan Cetakan Injeksi
Karena komponen plastik menjadi lebih kompleks dan waktu pengerjaan lebih singkat, integrasi Diagnostik berbasis AI and perbaikan laser otomatis akan menjadi standar. Teknisi yang menguasai ilmu metalurgi pengelasan dan kimia pelapis permukaan akan menjadi aset paling berharga di “Pabrik Cerdas” modern.
Daftar Periksa Pemecahan Masalah Teknis untuk Teknisi
- Apakah jenis baja sudah teridentifikasi? (Cocokkan kawat dengan logam dasar).
- Apakah permukaannya “cerah dan bersih”? (Tidak ada minyak atau residu).
- Apakah parameter laser sudah diatur? (Periksa Joule dan Ukuran Titik).
- Apakah gas Argon mengalir? (Mencegah oksidasi).
- Apakah lapisannya cocok dengan resin? (misalnya, Chrome untuk PVC).
Pertanyaan yang Sering Diajukan: Perbaikan Cetakan Injeksi
Berapa biaya pengelasan laser untuk perbaikan cetakan?
Biaya pengelasan laser untuk perbaikan cetakan umumnya berkisar dari $200 hingga $2.000 per sesi perbaikan, tergantung pada kompleksitas geometri dan volume material yang dibutuhkan. Hal ini menunjukkan penghematan yang signifikan, karena biasanya hanya memerlukan biaya saja 5% hingga 15% dari harga cetakan pengganti.
Bisakah Anda mengelas cetakan yang permukaannya sudah dirawat?
Ya, tapi lapisan permukaan harus dihilangkan di area perbaikan terlebih dahulu. Pelapis seperti Chrome Keras or TiN harus dilucuti melalui etsa kimia atau penggilingan presisi sebelum pengelasan. Pengelasan langsung pada suatu lapisan akan menyebabkan kontaminasi , menyebabkan lasan rapuh dan ikatan buruk.
Apa perawatan permukaan terbaik untuk plastik abrasif?
Untuk plastik yang diperkuat dengan serat kaca atau mineral, Titanium Nitrida (TiN) or Karbon Seperti Berlian (DLC) adalah perawatan permukaan terbaik. Lapisan PVD ini memberikan kekerasan permukaan lebih dari itu 80 jam , yang secara efektif menahan efek “sandblasting” dari resin abrasif.
Berapa lama waktu yang dibutuhkan untuk perbaikan las laser?
Sebagian besar perbaikan las laser kecil dapat diselesaikan pada tahun 2017 2 hingga 4 jam , termasuk persiapan dan pembersihan. Jika perbaikan memerlukan pemolesan pasca-pengelasan yang ekstensif atau perawatan permukaan sekunder seperti pelapisan PVD, total waktu pengerjaannya biasanya sama 24 hingga 72 jam .
Apakah pengelasan laser menyebabkan lengkungan cetakan?
Tidak, pengelasan laser tidak menyebabkan lengkungan bila dilakukan dengan benar. Karena laser menghantarkan sinar yang sangat terkonsentrasi dengan a Zona Terkena Dampak Panas Minimal (HAZ) , sebagian besar cetakan tetap berada pada suhu kamar, menjaga integritas struktural dan toleransi dimensi alat.
Apa perbedaan antara pengelasan TIG dan pengelasan Laser untuk cetakan?
Perbedaan utamanya adalah masukan panas .
- pengelasan TIG menggunakan busur panas tinggi yang menghasilkan HAZ besar, seringkali mengharuskan seluruh cetakan dianil dan dikeraskan kembali.
- Pengelasan laser menggunakan sinar cahaya presisi yang menciptakan kumpulan lelehan mikroskopis, memungkinkan perbaikan pada perkakas yang sudah jadi dan mengeras tanpa memengaruhi material di sekitarnya.
Bagaimana cara memilih kawat las laser yang benar?
Anda harus sesuai dengan komposisi kimianya dari kawat las ke baja cetakan dasar. Misalnya, gunakan Kawat H13 untuk baja perkakas H13 . Penggunaan kawat yang salah dapat menyebabkan “garis saksi” atau “bayangan” setelah cetakan dipoles, yang akan terlihat sebagai cacat pada bagian akhir plastik.
Tabel Referensi Singkat: Solusi Perbaikan karena Cacat
| Jenis Cacat | Perbaikan yang Disarankan | Mengapa? |
|---|---|---|
| Kilatan Garis Perpisahan | Pengelasan Laser (P20/H13) | Membangun kembali tepi tajam tanpa distorsi. |
| Korosi Asam PVC | Nikel Tanpa Listrik Plating | Menyediakan 100% penghalang kimia di semua rongga. |
| Pencucian Gerbang | Lapisan Timah Las Laser | Mengembalikan dimensi dan menambah ketahanan abrasi. |
| Penilaian Pin Ejektor | DLC pemolesan mikro | Mengurangi gesekan untuk mencegah pin terjepit. |

