 English
English Indonesia
Indonesia
Realitas Cetakan Injeksi Volume Rendah: Menjembatani Kesenjangan
Di bidang manufaktur, kita sering menemui hambatan. Anda telah melampaui toleransi yang lemah terhadap pencetakan 3D, tetapi Anda belum siap mengeluarkan $50.000 untuk cetakan baja keras yang membutuhkan waktu tiga bulan untuk membuatnya. Di sinilah Cetakan Injeksi Volume Rendah (LVIM) Ini adalah “titik terbaik” bagi tim perangkat keras yang membutuhkan suku cadang nyata, material nyata, dan kecepatan nyata—tanpa utang tingkat perusahaan.
Apa yang sebenarnya kita bicarakan?
Bayangkan LVIM sebagai sepupu produksi massal yang gesit. Meskipun pencetakan tradisional terobsesi dengan “jutaan siklus”, LVIM dirancang untuk itu 100 hingga 10.000 unit jangkauan.
Keajaiban sesungguhnya terjadi di toko perkakas. Daripada menghabiskan waktu berminggu-minggu yang melelahkan untuk mengerjakan baja yang diperkeras, kami menggunakan baja bermutu tinggi aluminium atau paduan baja yang sudah dikeraskan sebelumnya. Mengapa? Karena aluminium lebih cepat melepaskan panas dan memotong seperti mentega. Hal ini mengalihkan pembicaraan dari “Berapa bulan?” hingga “Berapa hari sampai kami mengirimkannya?”
Mengapa repot-repot dengan LVIM?
Sejujurnya, keuntungan terbesar bukan hanya pada harga yang lebih murah—tapi juga ketenangan pikiran.
- Pengujian Pasar Tanpa Resiko: Bayangkan meluncurkan sebuah produk, menyadari tombol-tombolnya terasa “lembek”, dan harus membuang alat seharga $60k. Dengan cetakan bervolume rendah, Anda dapat melakukan pivot. Jika pasar menginginkan tekstur yang berbeda atau sedikit perubahan pada genggamannya, dompet Anda tidak akan menjerit saat Anda memperbarui sisipan aluminium.
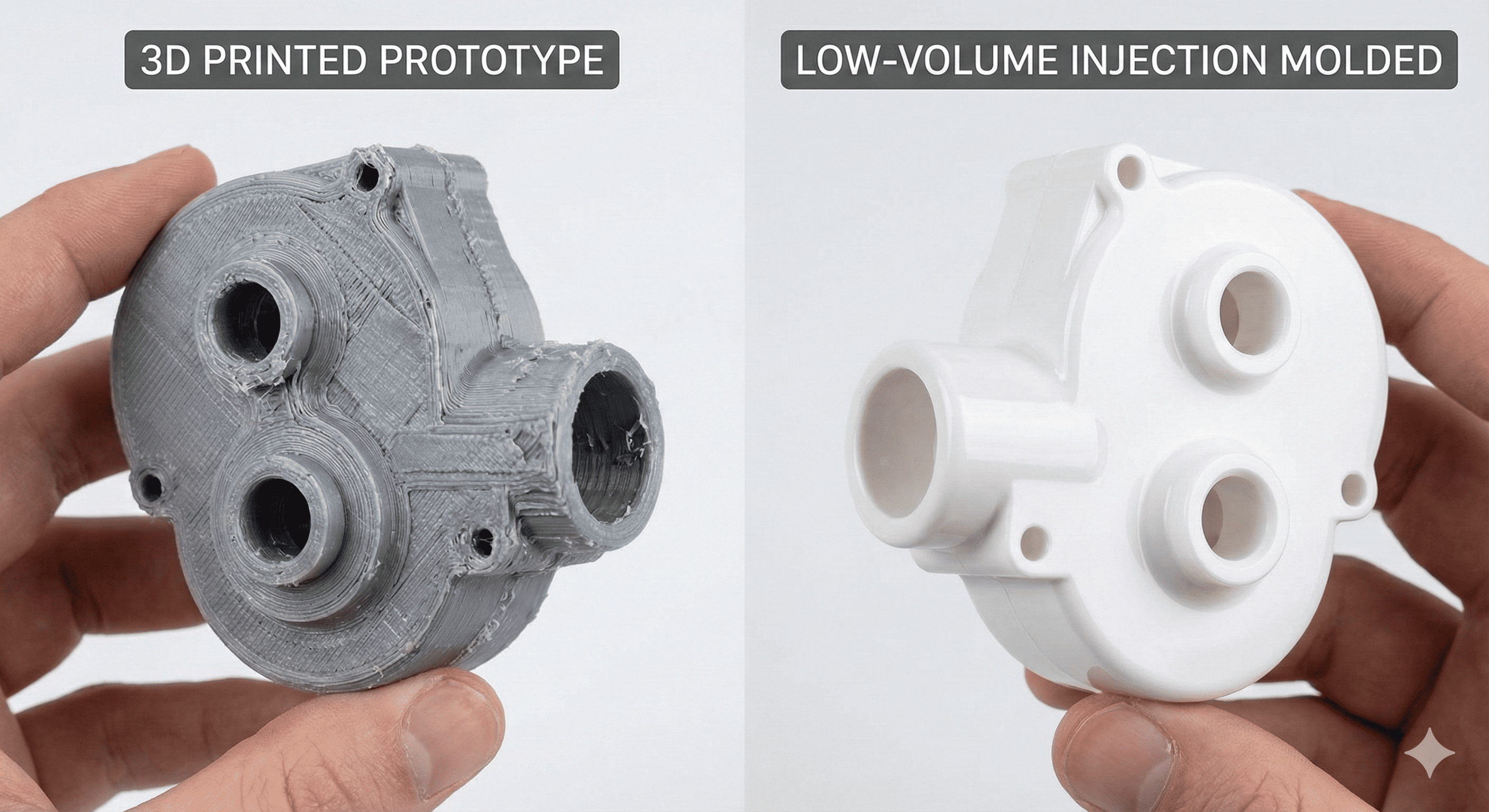
- Keuntungan “Bahan Nyata”: Jujur saja, cetakan 3D terasa seperti cetakan 3D. Mereka bagus untuk pemeriksaan visual, tetapi tidak berperilaku seperti produk akhir. LVIM menggunakan persisnya termoplastik tingkat produksi (seperti ABS, PC, atau Nilon) yang akan benar-benar dipegang oleh pelanggan Anda. Anda mendapatkan ukuran yang pas, tahan panas, dan permukaan akhir produk ritel sejak hari pertama.
- Perkakas Jembatan: Sementara cetakan baja “multi-rongga” besar Anda sedang diukir di suatu pabrik di suatu tempat, alat “jembatan” aluminium Anda sudah mengeluarkan bagian-bagiannya. Anda berada di pasar, menghasilkan pendapatan, dan mengumpulkan umpan balik sementara pesaing Anda masih melihat file CAD.
Pengataubanan
Namun, tidak semuanya cerah dan waktu tunggunya cepat. Perkakas aluminium lebih lembut. Mereka tidak akan bertahan selama satu juta pengambilan gambar, dan Anda mungkin harus mengorbankan beberapa saluran pendingin internal yang paling rumit. Tapi untuk startup atau tim R&D? Ini adalah trade-off yang akan dilakukan sebagian besar dari kita dalam sekejap.
Ini tentang menjadi “cukup baik” untuk menjadi “hebat” di mata pelanggan Anda, secepat mungkin.
Kapan Menarik Pelatuk: Memilih Momen yang Tepat untuk Pencetakan Volume Rendah
Sangat mudah untuk terjebak dalam pola pikir “mari kita cetak 3D saja”, tetapi ada saatnya hal itu tidak lagi masuk akal—baik untuk anggaran dan kewarasan Anda. LVIM bukan sekadar jalan tengah; ini adalah langkah strategis. Jadi, kapan sebaiknya Anda menggunakannya?
1. Ujian Akhir Pembuatan Prototipe
Anggap saja ini sebagai fase “Beta”. Anda telah menyelesaikan cetakan FDM atau SLA, dan bentuknya terlihat benar. Tapi apakah klipnya akan patah? Apakah panas dari perangkat elektronik internal akan merusak casing? Dengan menggunakan cetakan bervolume rendah untuk prototipe akhir Anda, Anda sedang mengujinya fisika sebenarnya dari bagian tersebut. Anda dapat melihat bagaimana plastik mengalir ke sudut dan menyusut—data nyata yang tidak dapat Anda peroleh dari printer.
2. Membangun “Jembatan”
Ini bisa dibilang merupakan kasus penggunaan yang paling umum. Misalkan produk Anda sukses, dan Anda memesan cetakan baja berkapasitas tinggi. Alat tersebut mungkin memerlukan waktu 12 hingga 16 minggu untuk tiba. Bisakah Anda menunggu empat bulan untuk mulai menjual? Mungkin tidak. Sebuah “Alat Jembatan” (cetakan aluminium) membantu Anda melewati beberapa bulan pertama. Ini membuat jalur perakitan Anda tetap bergerak saat setrika tugas berat masih ditempa.
3. Produksi Percontohan & Relung Kecil
Terkadang, “volume rendah” sebenarnya adalah “volume penuh” Anda. Jika Anda membuat perangkat medis, dasbor otomotif kelas atas, atau komponen drone khusus, Anda mungkin hanya membutuhkan 2.000 unit per tahun. Dalam kasus ini, menghabiskan $80.000 untuk alat multi-rongga adalah bisnis yang buruk. LVIM menjadi solusi produksi permanen Anda, menjaga overhead tetap rendah dan margin tetap sehat.
Pedoman Materi: Apa yang Sebenarnya Dapat Anda Bentuk?
Orang sering bertanya, “Bolehkah saya menggunakan plastik yang sama dengan yang berukuran besar?” Sangat. Faktanya, itulah inti permasalahannya.
Pemukul Berat: Termoplastik
Sebagian besar benda yang kita sentuh—mulai dari sikat gigi hingga trim mobil—terbuat dari termoplastik. Inilah bintang pertunjukannya karena dapat dicairkan, disuntikkan, dan didinginkan berulang kali.
- ABS: Pekerja keras yang dapat diandalkan. Tangguh, tahan benturan, dan hasil akhir yang indah.
- Polikarbonat (PC): Saat Anda membutuhkannya agar jelas atau sangat kuat.
- Nilon (PA): Pilihan teknis untuk roda gigi dan komponen bergerak yang perlu tahan terhadap keausan.
Spesialis: Termoset
Ini adalah ras yang berbeda. Setelah mengeras, berarti sudah matang—seperti membuat kue, Anda tidak bisa melelehkannya kembali menjadi adonan. Mereka sangat bagus untuk lingkungan dengan panas tinggi atau isolasi listrik di mana Anda benar-benar tidak dapat membiarkan bagian tersebut meleleh di bawah tekanan.
Memilih Petarung Anda
Memilih bahan bukan hanya soal kekuatan; ini tentang "penyusutan". Plastik yang berbeda berperilaku berbeda ketika membentur dinding cetakan yang dingin. Jika Anda mengganti material di tengah-tengah proyek, bagian-bagian Anda mungkin tidak akan cocok lagi. Sebaiknya pilih materi tujuan produksi Anda pada tahap volume rendah untuk menghindari kejutan yang tidak menyenangkan di kemudian hari.
Kapan Menarik Pelatuk: Memilih Momen yang Tepat untuk Pencetakan Volume Rendah
Sangat mudah untuk terjebak dalam pola pikir “mari kita cetak 3D saja”, tetapi ada saatnya hal itu tidak lagi masuk akal—baik untuk anggaran dan kewarasan Anda. LVIM bukan sekadar jalan tengah; ini adalah langkah strategis. Jadi, kapan sebaiknya Anda menggunakannya?
1. Ujian Akhir Pembuatan Prototipe
Anggap saja ini sebagai fase “Beta”. Anda telah menyelesaikan cetakan FDM atau SLA, dan bentuknya terlihat benar. Tapi apakah klipnya akan patah? Apakah panas dari perangkat elektronik internal akan merusak casing? Dengan menggunakan cetakan bervolume rendah untuk prototipe akhir Anda, Anda sedang mengujinya fisika sebenarnya dari bagian tersebut. Anda dapat melihat bagaimana plastik mengalir ke sudut dan menyusut—data nyata yang tidak dapat Anda peroleh dari printer.
2. Membangun “Jembatan”
Ini bisa dibilang merupakan kasus penggunaan yang paling umum. Misalkan produk Anda sukses, dan Anda memesan cetakan baja berkapasitas tinggi. Alat tersebut mungkin memerlukan waktu 12 hingga 16 minggu untuk tiba. Bisakah Anda menunggu empat bulan untuk mulai menjual? Mungkin tidak. Sebuah “Alat Jembatan” (cetakan aluminium) membantu Anda melewati beberapa bulan pertama. Ini membuat jalur perakitan Anda tetap bergerak saat setrika tugas berat masih ditempa.
3. Produksi Percontohan & Relung Kecil
Terkadang, “volume rendah” sebenarnya adalah “volume penuh” Anda. Jika Anda membuat perangkat medis, dasbor otomotif kelas atas, atau komponen drone khusus, Anda mungkin hanya membutuhkan 2.000 unit per tahun. Dalam kasus ini, menghabiskan $80.000 untuk alat multi-rongga adalah bisnis yang buruk. LVIM menjadi solusi produksi permanen Anda, menjaga overhead tetap rendah dan margin tetap sehat.
Pedoman Materi: Apa yang Sebenarnya Dapat Anda Bentuk?
Orang sering bertanya, “Bolehkah saya menggunakan plastik yang sama dengan yang berukuran besar?” Sangat. Faktanya, itulah inti permasalahannya.
Pemukul Berat: Termoplastik
Sebagian besar benda yang kita sentuh—mulai dari sikat gigi hingga trim mobil—terbuat dari termoplastik. Inilah bintang pertunjukannya karena dapat dicairkan, disuntikkan, dan didinginkan berulang kali.
- ABS: Pekerja keras yang dapat diandalkan. Tangguh, tahan benturan, dan hasil akhir yang indah.
- Polikarbonat (PC): Saat Anda membutuhkannya agar jelas atau sangat kuat.
- Nilon (PA): Pilihan teknis untuk roda gigi dan komponen bergerak yang perlu tahan terhadap keausan.
Spesialis: Termoset
Ini adalah ras yang berbeda. Setelah mengeras, berarti sudah matang—seperti membuat kue, Anda tidak bisa melelehkannya kembali menjadi adonan. Mereka sangat bagus untuk lingkungan dengan panas tinggi atau isolasi listrik di mana Anda benar-benar tidak dapat membiarkan bagian tersebut meleleh di bawah tekanan.
Memilih Petarung Anda
Memilih bahan bukan hanya soal kekuatan; ini tentang "penyusutan". Plastik yang berbeda berperilaku berbeda ketika membentur dinding cetakan yang dingin. Jika Anda mengganti material di tengah-tengah proyek, bagian-bagian Anda mungkin tidak akan cocok lagi. Sebaiknya pilih materi tujuan produksi Anda pada tahap volume rendah untuk menghindari kejutan yang tidak menyenangkan di kemudian hari.
Memecahkan Kode: Proses dan Label Harga
Bagaimana sebenarnya kita beralih dari file digital ke sekotak komponen dalam dua minggu? Ini bukanlah hal yang ajaib, namun memerlukan sedikit “pemangkasan lemak” dari manufaktur tradisional.
Dari CAD ke Rongga: Proses LVIM
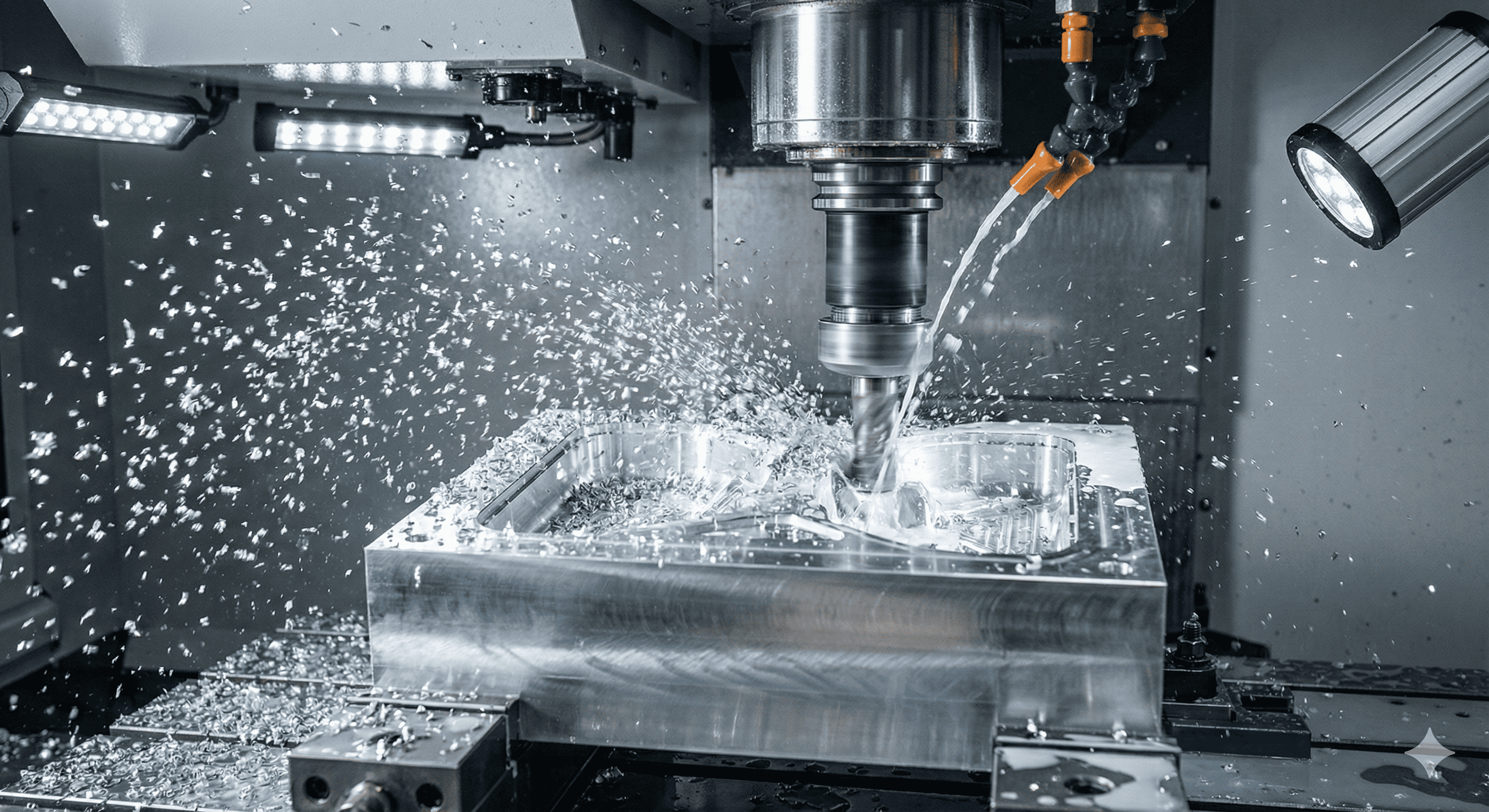
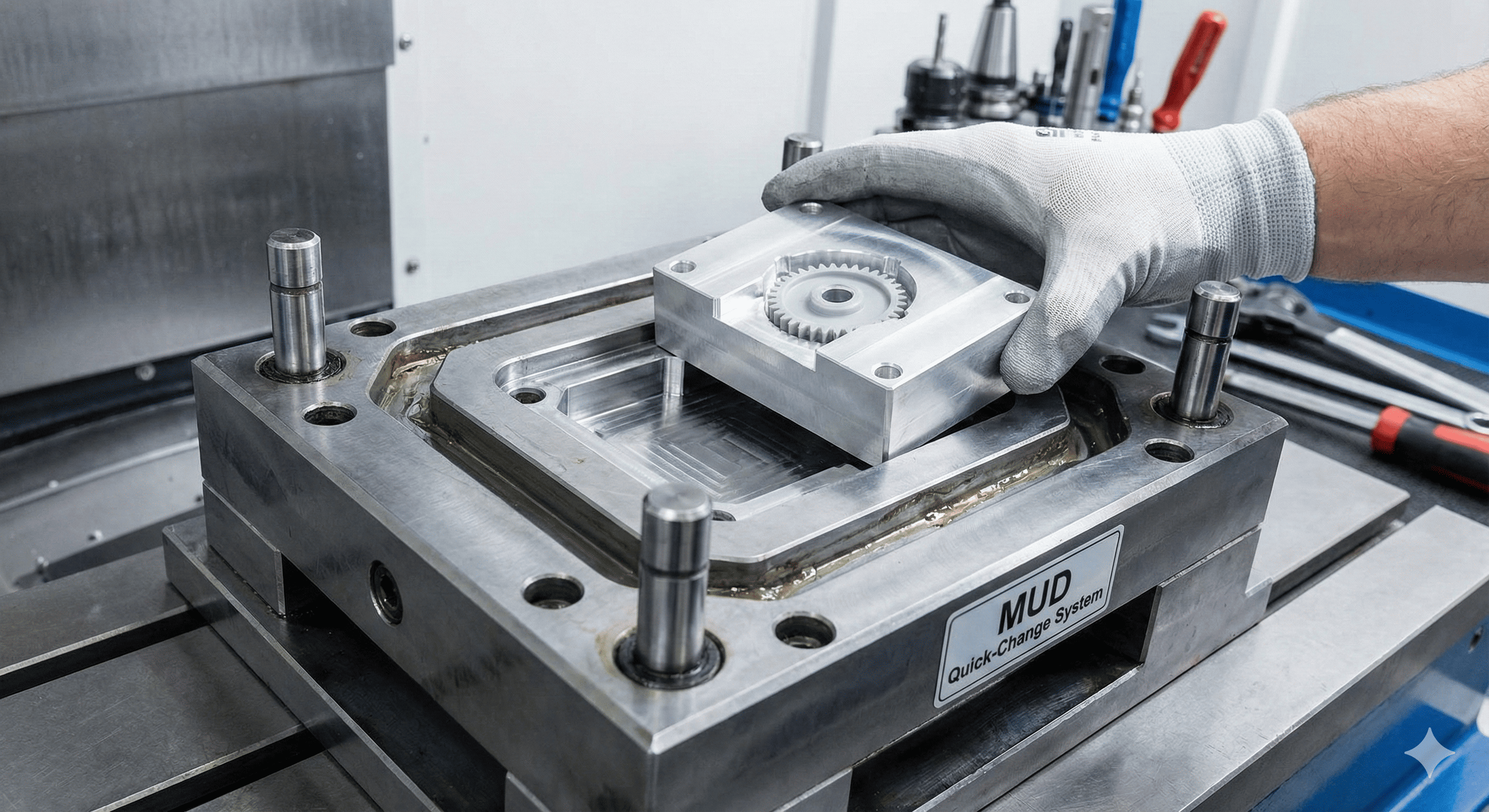
Pengangkatan berat terjadi selama Desain Cetakan . Dalam produksi bervolume tinggi, Anda mengkhawatirkan setiap mikrodetik waktu siklus, sehingga Anda membuat “jaket air” yang rumit untuk pendinginan. Dalam pencetakan volume rendah, kami menyederhanakan. Kami menggunakan Unit Utama Mati (MUD) basis—bingkai standar yang menampung sisipan khusus. Artinya kita hanya perlu memotong “rongga” (bentuk bagiannya) dan bukan keseluruhan balok logamnya.
Setelah cetakan dikerjakan—biasanya melalui CNC berkecepatan tinggi—cetakan tersebut dijepit ke dalam mesin press. Siklus injeksi itu sendiri merupakan tarian tekanan dan suhu. Resin cair dimasukkan ke dalam alat, ditahan di bawah tekanan yang sangat besar untuk mencegah “bekas tenggelam”, dan kemudian dikeluarkan. Karena kami menggunakan aluminium, alat ini melepaskan panas dengan cepat, yang merupakan bonus bagus untuk menjaga benda tetap bergerak.
Kontrol Kualitas: Bukan “Murah”, Hanya “Cepat”
Kesalahpahaman yang umum adalah bahwa “volume rendah” berarti “kualitas rendah”. Kenyataannya, bagian-bagiannya sering kali demikian lebih baik karena waktu produksi lebih singkat. Seorang operator dapat mengawasi 500 bagian lebih dekat daripada 500.000 bagian. Kami masih memeriksa toleransi dengan CMM (Mesin Pengukur Koordinat) dan memastikan warna sesuai dengan spesifikasi merek Anda.
Pertanyaan Besarnya: Berapa Biayanya?
Mari kita bicara tentang angka-angka—atau setidaknya, apa yang mendorong angka-angka tersebut. Dalam cetakan injeksi, Anda selalu berjuang melawannya Biaya Pengaturan Awal .
1. RUU Perkakasan: Ini adalah rintangan terbesar Anda. Untuk LVIM, Anda mencari kisarannya—mungkin $2.000 untuk perlengkapan sederhana dan hingga $15.000 untuk penutup kompleks dengan “aksi samping” (memindahkan komponen dalam cetakan). Bandingkan dengan $50.000 untuk peralatan baja produksi.
2. Harga Bagian: Inilah hasil tangkapannya. Biaya “per bagian” Anda akan lebih tinggi dibandingkan dengan skala massal. Mengapa? Karena Anda menyebarkan waktu penyiapan dan kalibrasi mesin ke lebih dari 500 unit, bukan satu juta.
3. Geometri Penting: Ingin dinding “nol derajat”? Atau lubang yang dalam dan sempit? Itu menambah biaya. Jika Anda bisa mendesain dengan murah hati sudut rancangan (sisi meruncing), bagian lebih mudah keluar, cetakan lebih tahan lama, dan harga turun.
Bagaimana Menghemat Beberapa Grand
Jika Anda ingin membuat faktur tetap ramping, pikirkanlah Permukaan Selesai . Lapisan cermin “Kelas A” yang sangat mengkilap memerlukan pemolesan manual oleh manusia selama berjam-jam. Jika Anda dapat hidup dengan hasil akhir bertekstur “Protomold” atau hasil akhir mesin standar, Anda akan menghemat banyak perubahan dan waktu tunggu beberapa hari.
Persaingan: Cetakan Volume Rendah vs. Lapangan
Memilih metode produksi seharusnya tidak terasa seperti permainan tebak-tebakan. Biasanya, hal ini terjadi pada titik “titik impas”. Kapan kecepatan printer 3D tidak lagi menjadi keunggulan? Kapan biaya blok mesin CNC menjadi berlebihan?
Berikut adalah “lembar contekan” yang digunakan sebagian besar insinyur untuk memutuskan:
| Fitur | Pencetakan 3D (SLA/SLS) | Pemesinan CNC | Cetakan Injeksi Volume Rendah |
|---|---|---|---|
| Kuantitas Terbaik | 1 – 10 bagian | 1 – 50 bagian | 100 – 10.000 bagian |
| Waktu Pimpin | 2 – 5 hari | 1 – 2 minggu | 2 – 4 minggu |
| Pilihan Bahan | Terbatas (Resin/Filamen) | Logam atau plastik apa pun | Tidak terbatas (Resin Produksi) |
| Permukaan Selesai | Lapisan terlihat (kasar) | Tanda alat (halus) | Siap ritel (Dipoles/Bertekstur) |
| Biaya Satuan | Tetap (Tinggi) | Tinggi | Berkurang seiring volume |
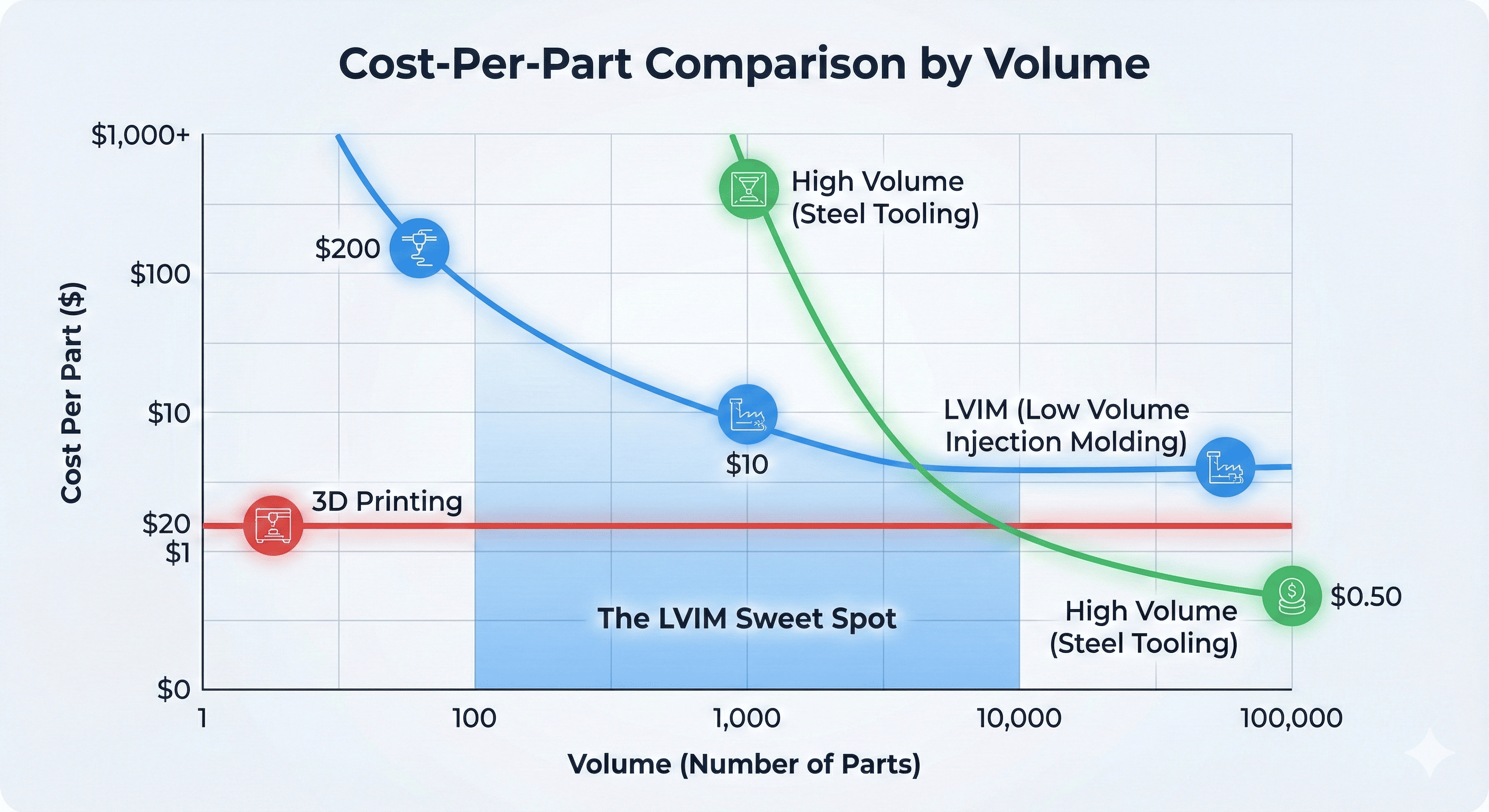
“Persilangan Biaya”
Anggap saja seperti ini: pencetakan 3D seperti naik taksi. Memang nyaman untuk perjalanan singkat, tetapi Anda tidak akan menggunakannya untuk berkendara melintasi negara. Cetakan Injeksi Volume Rendah seperti menyewa mobil. Ada sedikit dokumen dan uang muka (biaya cetakan) pada awalnya, namun setelah itu, setiap mil—atau setiap suku cadang—jauh lebih murah.
Dampak Dunia Nyata: Kesuksesan Karung Surya
Mari kita lihat contoh nyata. Sebuah perusahaan Denmark menelepon SolarSack mengembangkan produk sederhana yang menyelamatkan nyawa: kantong plastik yang menggunakan radiasi UV untuk memurnikan air.
Mereka membutuhkan keran air khusus yang aman untuk makanan, anti bocor, dan cukup murah untuk pasar berkembang.
- Masalahnya: Pencetakan 3D tidak dapat memenuhi persyaratan bahan food grade, dan cetakan baja “skala penuh” menimbulkan risiko $40.000 untuk sebuah startup.
- Solusinya: Mereka menggunakan Cetakan Volume Rendah . Ini memungkinkan mereka untuk mengulangi enam desain keran yang berbeda tanpa kehilangan baju mereka.
- Hasilnya: Mereka memproduksi 10.000 unit pertama menggunakan perkakas “lunak” ini. Setelah produknya terbukti sukses dan desainnya terkunci, mereka akhirnya berinvestasi pada peralatan produksi baja “berat”.
Apa Selanjutnya? Masa Depan Batch Kecil
Kami beralih dari model pabrik “satu ukuran untuk semua”. Masa depan LVIM semakin cerdas dan ramah lingkungan.
- Cetakan Berbasis AI: Kita melihat semakin banyak perangkat lunak yang menggunakan AI untuk “memprediksi” bagaimana plastik akan mengalir bahkan sebelum kita memotong logamnya. Ini berarti bagian pertama yang keluar dari jalur kemungkinan besar akan sempurna, sehingga mengurangi pemborosan.
- Resin Ramah Lingkungan: Dengan meningkatnya tujuan “Ekonomi Sirkular”, semakin banyak toko yang menawarkan produk ini resin daur ulang or plastik berbasis bio (seperti yang terbuat dari tepung jagung) khusus untuk proyek jangka pendek. Ini adalah cara yang bagus bagi merek untuk menguji versi “ramah lingkungan” dari produk mereka tanpa melakukan perombakan produksi besar-besaran.
- Otomatisasi Desktop: Lengan robot skala kecil kini digunakan untuk “mengambil dan menempatkan” suku cadang bahkan di toko-toko kecil, sehingga membantu menjaga biaya tenaga kerja dalam produksi massal tetap kompetitif dengan produksi massal di luar negeri.
Intinya
Cetakan Injeksi Volume Rendah bukan hanya versi produksi massal “anggaran”. Ini adalah alat bagi mereka yang bergerak cepat. Ini untuk tim yang ingin memberikan produk berkualitas tinggi ke tangan pelanggan mereka sementara pesaing mereka masih berdebat mengenai prototipe.
Menyelesaikannya: Apakah Pencetakan Volume Rendah adalah Langkah Anda Selanjutnya?
Kita telah membahas “bagaimana”, “apa”, dan “berapa”. Namun pada akhirnya, cetakan injeksi volume rendah lebih dari sekadar item dalam anggaran produksi—ini adalah strategi untuk bertahan hidup di pasar yang bergerak dengan kecepatan cahaya.
Kesimpulannya
Jika Anda sedang memikirkan desain yang siap untuk dunia, jangan biarkan mitos “Semua atau Tidak Sama Sekali” dalam manufaktur tradisional menghambat Anda. Anda tidak perlu memilih antara bagian plastik yang terasa seperti mainan (cetakan 3D) dan pertaruhan finansial besar-besaran (perkakas baja yang diperkeras).
Cetakan Injeksi Volume Rendah memberi Anda:
- Keunggulan Profesional: Bagian-bagian yang terlihat dan berfungsi seolah-olah merupakan bagian dari rak ritel.
- Ruang Pernapasan Finansial: Biaya awal yang lebih rendah sehingga Anda dapat menyimpan modal untuk pemasaran dan pertumbuhan.
- Kemampuan untuk Berputar: Jika pelanggan Anda menginginkan perubahan, Anda tidak terikat dengan sepotong besi seharga $50k.
Tip Terakhir dari Lantai Toko
Sebelum Anda mengirimkan file CAD Anda untuk mendapatkan penawaran, bantulah diri Anda sendiri: Bicaralah dengan pembuat cetakan Anda lebih awal. Percakapan sepuluh menit tentang sudut kemiringan atau ketebalan dinding sering kali dapat menghemat ribuan dolar dalam modifikasi perkakas. Sebagian besar toko bervolume rendah terbiasa bekerja dengan file R&D yang “berantakan”—mereka berharap dapat membantu Anda menyempurnakan desain cetakan. Manfaatkan keahlian itu.
Tabel Ringkasan: Siklus Hidup suatu Bagian
| Fase | Kuantitas | Tujuan | Metode Terbaik |
|---|---|---|---|
| Konsep | 1 - 5 | Bentuk & Kesesuaian | Pencetakan 3D |
| Validasi | 10 - 50 | Pengujian Fungsional | Pemesinan CNC |
| Peluncuran Pasar | 100 - 5k | Pendapatan & Umpan Balik | Cetakan Volume Rendah |
| Skala Massal | 50k | Optimasi Biaya Unit | Tinggi Volume (Steel) |
Kesenjangan antara “ide” dan “produk” kini semakin sempit. Baik Anda sedang membangun perangkat medis hebat berikutnya atau teknologi konsumen khusus, LVIM adalah jembatan yang membawa Anda ke seberang.
Pertanyaan yang Sering Diajukan
Ketika berbicara tentang cetakan bervolume rendah, beberapa pertanyaan yang sama cenderung muncul di lantai pabrik. Inilah “pembicaraan langsung” tentang apa yang benar-benar perlu Anda ketahui.
Seberapa “rendah” sebenarnya volume rendah itu?
Meskipun tidak ada undang-undang yang tegas, industri pada umumnya mempertimbangkan apa pun 100 hingga 10.000 units sebagai sweet spot. Di bawah 100, Anda biasanya lebih baik menggunakan pencetakan 3D atau permesinan CNC. Di atas 10.000, keausan pada cetakan aluminium mungkin mulai memengaruhi toleransi Anda, sehingga peralihan ke baja merupakan pilihan jangka panjang yang lebih cerdas.
Akankah bagian saya terlihat “prototipe-y”?
Sama sekali tidak. Itulah keindahannya. Karena kami menggunakan mesin cetak injeksi asli dan resin tingkat produksi, suku cadang Anda akan memiliki berat, tekstur, dan integritas struktural yang sama dengan yang Anda beli di pengecer besar. Jika ingin tekstur tertentu (seperti hasil akhir matte atau permukaan terkikis percikan api), kita bisa mengaplikasikannya langsung ke cetakan.
Bisakah saya melakukan perubahan pada cetakan setelah selesai dibuat?
Ya—sampai pada titik tertentu. Jauh lebih mudah untuk melakukannya menghilangkan logam daripada menambahkannya. Jika Anda perlu membuat lubang lebih kecil atau dinding lebih tipis, kami biasanya dapat “membuang” lebih banyak cetakan. Menambahkan bahan (membuat bagian lebih tebal) lebih rumit dan mungkin memerlukan pengelasan atau sisipan baru. Inilah sebabnya mengapa aluminium sangat populer; sangat mudah dimaafkan dan cepat untuk dimodifikasi dibandingkan dengan baja yang diperkeras.
Mengapa lead timenya jauh lebih singkat?
Cetakan tradisional seperti brankas bank—cetakan tersebut dibuat untuk bertahan dalam jutaan siklus tekanan tinggi. Itu membutuhkan waktu. Penggunaan alat bervolume rendah desain yang disederhanakan dan logam “lebih lunak” yang dapat dipotong dengan kecepatan lebih tinggi pada mesin CNC. Kami juga melewatkan sistem pendingin otomatis rumit yang digunakan dalam produksi massal, yang memangkas waktu berminggu-minggu dari jadwal fabrikasi.
Apakah ada batasan bahan yang bisa saya gunakan?
Jika itu termoplastik, kita bisa mencetaknya. Dari dasar Polipropilena hingga kinerja tinggi MENGINTIP atau berisi gelas Nylon , proses menangani semuanya. Satu-satunya “batas” nyata adalah memastikan pilihan bahan Anda sesuai dengan desain cetakan (karena plastik yang berbeda menyusut pada tingkat yang berbeda).
Bagaimana jika saya akhirnya membutuhkan 100.000 suku cadang?
Bayangkan alat volume rendah Anda sebagai alat “entri pasar”. Setelah volume penjualan Anda sesuai dengan investasi yang dilakukan, Anda mengambil pembelajaran dari pengoperasian bervolume rendah—seperti di mana tanda tenggelam muncul atau toleransi mana yang ketat—dan menerapkannya pada alat produksi baja multi-rongga. Anda pada dasarnya menggunakan LVIM untuk “mengurangi risiko” fase produksi massal Anda.

