 English
English Indonesia
Indonesia
Pendahuluan: Lebih Dari Sekadar “Sentuhan Lembut”
Pikirkan tentang terakhir kali Anda membeli perkakas listrik berkualitas tinggi atau sikat gigi premium. Anda mungkin merasakan struktur plastik yang keras dan kokoh di bawahnya, namun tangan Anda bertumpu pada permukaan karet yang lembut dan dapat digenggam. Rasanya tidak seperti dua bagian terpisah yang direkatkan; rasanya seperti satu objek yang menyatu.
Itulah kekuatan cetakan berlebihan .
Dalam dunia manufaktur custom, kita sering kali dipaksa untuk memilih antara ketahanan dan kenyamanan, atau antara fungsionalitas dan estetika. cetakan berlebihan menghilangkan pilihan itu. Hal ini memungkinkan desainer untuk menggabungkan beberapa bahan menjadi satu bagian, menggabungkan integritas struktural dari plastik kaku dengan manfaat sentuhan dari elastomer lembut.
Tapi berakhirmolding bukan hanya tentang membuat segalanya terasa menyenangkan. Bagi para insinyur dan pembeli B2B, ini mewakili keputusan manufaktur strategis yang dapat menyederhanakan jalur perakitan, menutup kelembapan, dan menyerap getaran—seringkali sekaligus menurunkan total biaya produksi.
Apa itu Cetakan Berlebihan?
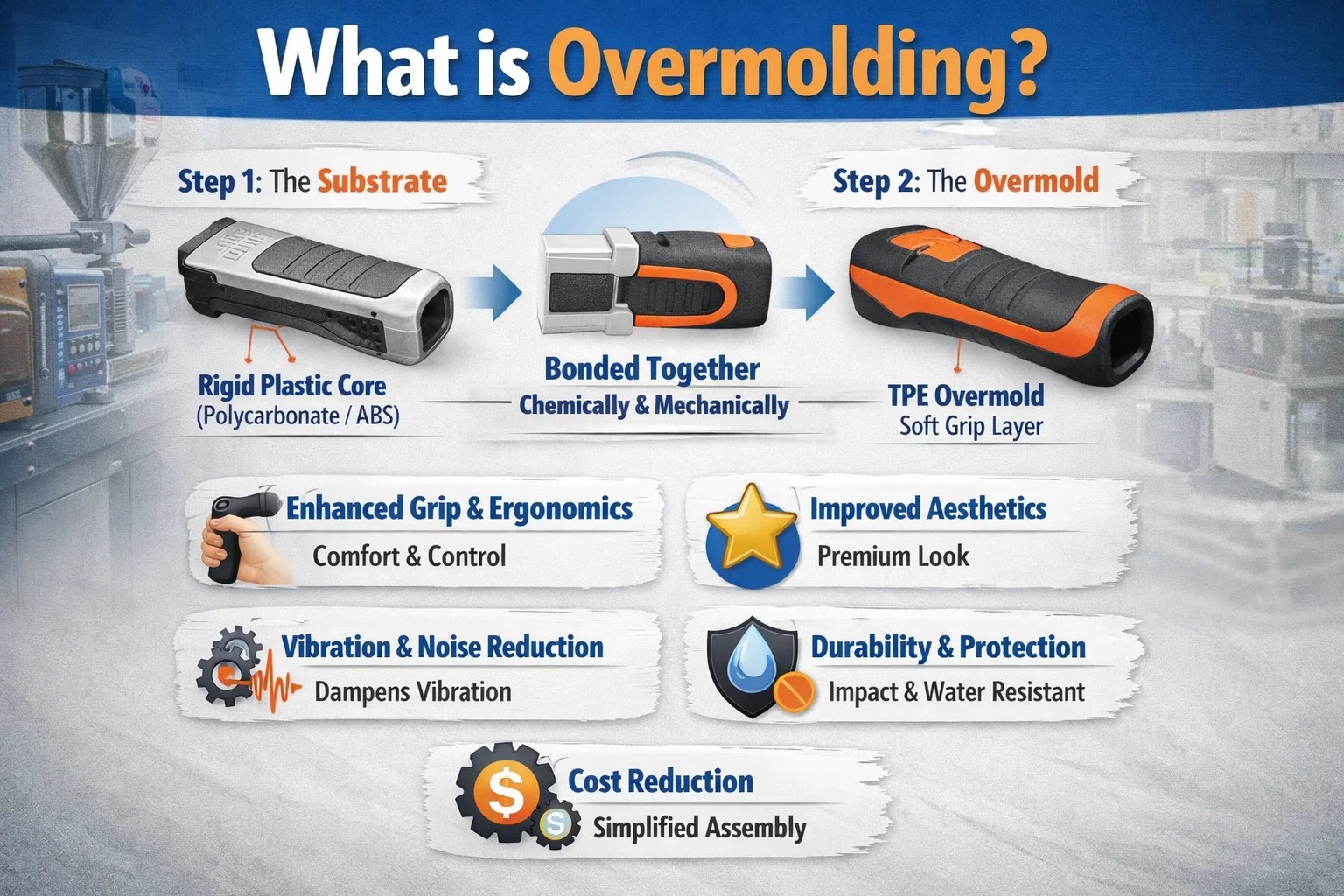
Pada intinya, overmolding adalah proses pencetakan injeksi dimana satu material (biasanya karet lunak atau elastomer termoplastik) dicetak langsung ke material kedua (biasanya plastik kaku).
Sangat membantu untuk menganggapnya sebagai hubungan dua langkah:
- Substrat: Ini adalah bagian dasarnya. Biasanya plastik kaku seperti Polikarbonat atau ABS yang menyediakan “kerangka” atau struktur.
- cetakan berlebih: Ini adalah bahan yang dibentuk over substrat. Ia bertindak sebagai “kulit”, memberikan cengkeraman, warna, atau perlindungan.
Tidak seperti perakitan sederhana di mana Anda dapat memasang bumper karet ke kotak plastik, cetakan berlebih akan menciptakan ikatan permanen. Ikatan ini dicapai baik secara kimia (bahan melebur bersama pada tingkat molekuler) atau secara mekanis (cetakan berlebih mengalir ke bagian bawah dan lubang di substrat untuk mengunci dirinya sendiri).
Manfaat Overmolding
Mengapa harus bersusah payah merancang cetakan dua cetakan atau mengelola dua bahan berbeda? Karena imbalan dalam nilai produk sangat besar. Inilah alasan produsen memilih overmolding untuk suku cadang khusus mereka:
1. Peningkatan Genggaman dan Ergonomi
Inilah manfaat yang paling terlihat. Jika Anda merancang perangkat genggam—apakah itu instrumen bedah atau pemindai kode batang—kelelahan pengguna adalah masalah yang nyata. Pegangan plastik yang kaku menjadi licin saat basah atau berkeringat. Lapisan TPE (Thermoplastic Elastomer) yang dicetak berlebihan menambah gesekan dan kelembutan, menjadikan produk lebih aman dan nyaman untuk dipegang dalam waktu lama.
2. Peningkatan Estetika dan Branding
Jujur saja: penampilan itu penting. Penutup plastik abu-abu polos terlihat fungsional, tetapi tidak terkesan “premium”. Overmolding memungkinkan Anda menggunakan warna dan tekstur yang kontras. Anda dapat menambahkan bumper karet oranye terang ke casing hitam untuk menonjolkan warna merek atau menunjukkan titik kontak. Ini memberi produk tampilan akhir yang mewah dan menonjol di rak.
3. Pengurangan Getaran dan Kebisingan
Dalam aplikasi industri atau interior otomotif, komponen yang bergetar merupakan tanda kualitas rendah. Lapisan cetakan berlebih yang lembut dapat berfungsi sebagai peredam kejut internal. Ini meredam getaran dari motor dan mencegah kebisingan plastik-di-plastik, melindungi elektronik internal yang halus dari kerusakan akibat guncangan.
4. Peningkatan Daya Tahan dan Perlindungan
Overmolding secara efektif menciptakan segel. Dengan mencetak bahan lembut di atas kancing atau jahitan, Anda dapat membuat perangkat tahan air atau tahan debu tanpa memerlukan o-ring atau gasket terpisah. Ini juga memberikan ketahanan terhadap benturan; jika perangkat terjatuh, cetakan atas yang lunak menyerap energi benturan, melindungi inti yang kaku dari retak.
5. Pengurangan Biaya Melalui Penyederhanaan Perakitan
Ini mungkin tampak berlawanan dengan intuisi—bukankah proses overmolding memerlukan peralatan yang lebih mahal? Awalnya ya. Namun, overmolding menghilangkan langkah perakitan sekunder. Anda tidak perlu membayar pekerja untuk merekatkan pegangan pada pegangan atau mengencangkan paking. Dengan mengintegrasikan fitur-fitur ini ke dalam proses pencetakan itu sendiri, Anda mengurangi biaya tenaga kerja, menghilangkan kebutuhan akan perekat (yang berantakan dan bisa rusak), dan mempercepat waktu produksi secara keseluruhan.
Dimana Anda Akan Melihat Overmolding
Begitu Anda mulai mencari overmolding, Anda menyadari bahwa itu ada dimana-mana. Industri yang berbeda menggunakannya untuk alasan yang sangat berbeda, namun tujuannya selalu untuk meningkatkan pengalaman pengguna.
- Industri Otomotif: Ini semua tentang “nuansa premium” dan pengurangan kebisingan. Kenop dengan sentuhan lembut di dasbor Anda? Itu terlalu berlebihan. Ini menghilangkan suara plastik yang murahan dan berongga serta memberikan cengkeraman sentuhan yang terasa mewah.
- Alat Kesehatan: Di sini, fungsi menguasai bentuk. Ahli bedah membutuhkan instrumen yang tidak tergelincir saat basah. Selain itu, proses overmolding menghilangkan celah tempat bakteri bersembunyi, sehingga sterilisasi menjadi lebih mudah dan efektif.
- Elektronik Konsumen: Bayangkan casing ponsel cerdas Anda atau speaker Bluetooth tahan air. Overmolding memberikan perlindungan benturan yang diperlukan untuk bertahan jika terjatuh dan segel yang diperlukan untuk mencegah masuknya air.
- Alat Industri: Bor listrik dan palu dapat digunakan. Overmolding menggunakan bahan tahan benturan untuk melindungi rumah motor alat dan mengurangi perpindahan getaran ke tangan pekerja, sehingga mencegah cedera dalam shift yang panjang.
Bahan Overmolding: Kimia Ikatan
Di sinilah karet—secara harafiah—bertemu dengan jalan.
Anda dapat mendesain bagian yang indah dengan geometri sempurna, tetapi jika Anda memilih bahan yang tidak kompatibel secara kimia, cetakan berlebih akan terkelupas seperti stiker. Overmolding yang berhasil adalah eksperimen kimia. Anda memerlukan media (bagian yang kaku) dan cetakan luar (bagian lunak) agar dapat saling menempel.
Berikut adalah pemain yang paling umum dalam permainan:
1. Termoplastik (Pilihan Paling Umum)
Untuk sebagian besar suku cadang khusus, Anda akan berurusan dengan Elastomer Termoplastik (TPE) atau Poliuretan Termoplastik (TPU).
- TPE (Elastomer Termoplastik): Ini adalah pekerja keras industri. Serbaguna, mudah diwarnai, dan terasa lembut saat disentuh. Ikatannya sangat baik dengan plastik umum seperti Polikarbonat (PC) dan ABS. Jika Anda membuat pegangan sikat gigi atau pegangan yang lembut, TPE mungkin merupakan pilihan terbaik Anda.
- TPU (Poliuretan Termoplastik): Jika TPE adalah pilihan yang “lembut dan nyaman”, maka TPU adalah pilihan yang “tangguh”. Ini menawarkan ketahanan luar biasa terhadap abrasi, goresan, dan bahan kimia. Anda akan sering melihat TPU digunakan di bagian bawah kotak elektronik atau peralatan industri yang terseret pada permukaan kasar.
- TPV (Vulkanisat Termoplastik): Bahan ini lebih mirip dengan karet sebenarnya. Ini memiliki ketahanan panas dan cuaca yang sangat baik, membuatnya sempurna untuk suku cadang otomotif di bawah kap atau segel luar ruangan.
2. Termoset (Karet dan Silikon)
Terkadang, termoplastik saja tidak cukup. Anda mungkin memerlukan ketahanan panas yang ekstrem atau biokompatibilitas silikon (LSR) atau karet alam.
- Karet Silikon Cair (LSR): LSR adalah standar emas untuk implan medis dan peralatan memasak dengan suhu tinggi. Namun, ini rumit. Karena silikon dapat mengeras (ikatan silang) dan bukan hanya meleleh, silikon secara alami tidak ingin terikat pada banyak plastik. Silikon yang mengalami overmolding biasanya memerlukan tingkat “ikatan mandiri” khusus atau interlock mekanis (lubang dan jangkar) dalam desain untuk menahannya di tempatnya.
Cara Memilih Bahan yang Tepat
Ketika klien kami datang kepada kami dengan sebuah proyek, kami mulai dengan mengajukan empat pertanyaan untuk mempersempit daftar material:
1. Apa Substratnya?
Ini adalah kendala yang paling kritis. Jika bagian dasar Anda adalah Nilon, Anda memerlukan TPE yang diformulasikan khusus untuk merekatkan Nilon. Jika bagian dasar Anda adalah Polypropylene, Anda memerlukan TPE yang berbeda. Kita sering berkata, “Suka, suka, suka.” Bahan polar mempunyai ikatan paling baik dengan bahan polar lainnya.
2. Apa itu Lingkungan Hidup?
Apakah komponen ini akan digunakan di dalam kantor ber-AC, atau akan dibaut ke blok mesin? Jika harus tahan terhadap paparan sinar UV yang tinggi (di luar ruangan) atau minyak dan gemuk (otomotif), TPE standar mungkin akan rusak. Dalam kasus tersebut, Anda mungkin naik ke TPV atau TPU.
3. Seberapa Lembut Rasanya?
Kami mengukur kekerasan menggunakan pantai A skala.
- Pantai 30A-40J: Sangat lembut, seperti gel (seperti sol sepatu gel).
- Pantai 60A-70J: Kuat namun fleksibel (seperti ban mobil atau tumit sepatu).
- Pantai 90J: Keras, hampir tidak ada yang memberi (seperti roda keranjang belanja).
Sebagian besar pegangan tangan terpasang dengan nyaman pada kisaran 50A–70A.
4. Gesekan dan Haptik
Apakah Anda ingin genggamannya terasa “lengket” (gesekan tinggi) atau “halus” (gesekan rendah)? Pegangan dengan gesekan tinggi cocok untuk palu, tetapi buruk untuk perangkat yang perlu dimasukkan dengan mudah ke dalam saku.
Catatan tentang Kompatibilitas Ikatan
Jika Anda tidak mengambil hal lain dari bagian ini, ingatlah ini: Adhesi kimia adalah rajanya.
Meskipun kita dapat merancang kunci mekanis (lebih lanjut tentang itu di bagian Desain), ikatan kimia yang sebenarnya menciptakan bagian yang paling kuat.
- Teman Terbaik: ABS dan Polikarbonat umumnya terikat sangat baik dengan TPE dan TPU.
- Hubungan yang Sulit: Nilon (PA) dan POM (Asetal) terkenal sulit untuk diikat. Mereka sering kali membutuhkan material overmold dengan kualitas khusus dan lebih mahal untuk mencapai daya rekat.
Proses Overmolding: Dua Cara Menyelesaikan Pekerjaan
Saat Anda memutuskan untuk melakukan overmold pada suatu bagian, Anda harus memilih metode pembuatannya. Pilihan ini biasanya tergantung pada anggaran dan volume produksi Anda.
Umumnya ada dua cara untuk mencapai overmolding:
1. Sisipkan Cetakan (Pilihan Fleksibel)
Masukkan Cetakan adalah metode paling umum untuk volume produksi yang lebih rendah atau saat melakukan pencetakan berlebih pada bagian logam.
Cara kerjanya:
- Substrat (bagian yang kaku) dicetak terlebih dahulu di mesin terpisah.
- Seorang pekerja (atau robot) mengambil bagian kaku yang sudah jadi dan menempatkannya dengan tangan ke dalam a kedua rongga cetakan.
- Mesin ditutup, dan TPE lunak disuntikkan ke bagian yang kaku.
Kelebihan: Biaya perkakas lebih rendah (Anda menggunakan mesin standar).
Kontra: Biaya tenaga kerja lebih tinggi (seseorang harus memindahkan bagian-bagiannya) dan waktu siklus lebih lambat.
2. Cetakan Dua Pemotretan (2K) (Pilihan Kecepatan Tinggi)
Jika Anda menghasilkan jutaan sikat gigi atau pisau cukur sekali pakai, inilah cara Anda melakukannya. Pencetakan dua tembakan memerlukan mesin khusus dengan dua unit injeksi.
Cara kerjanya:
- Mesin menyuntikkan plastik kaku untuk membentuk substrat.
- Cetakan menciptakan ruang—biasanya dengan memutar 180 derajat atau menggunakan inti baja geser—dan segera menyuntikkan material kedua (TPE) ke dalam perkakas yang sama.
- Bagian itu keluar sepenuhnya selesai.
Kelebihan: Kualitas luar biasa cepat, tepat, dan konsisten. Tidak ada penanganan manual berarti lebih sedikit kontaminasi.
Kontra: Perkakasnya mahal. Anda membayar untuk cetakan yang rumit dan berputar serta mesin khusus.
Pertimbangan Desain: Cara Menghindari Kekacauan
Mendesain cetakan berlebih lebih rumit daripada cetakan injeksi standar. Anda tidak hanya mengatur aliran satu materi; Anda mengelola interaksi dua bahan dengan sifat termal berbeda.
Berikut adalah “Aturan Emas” yang kami berikan kepada klien teknik kami untuk memastikan desain mereka dapat diproduksi.
1. Ketebalan Dinding Sangat Penting
Sama seperti pencetakan standar, konsistensi adalah kuncinya. Jika lapisan TPE Anda terlalu tebal, lapisan tersebut akan menyusut secara signifikan saat mendingin. Karena substrat kaku di bawahnya tidak akan menyusut sebanyak itu, hal ini menyebabkan seluruh bagian melengkung atau membungkuk.
- Aturan: Jaga agar ketebalan dinding TPE tetap seragam. Kami biasanya merekomendasikan ketebalan TPE antara 0,5 mm dan 3,0 mm . Apa pun yang lebih tebal akan mengundang bekas tenggelam dan lengkungan.
2. Gunakan Interlock Mekanis (Pendekatan “Sabuk dan Suspender”)
Meskipun bahan Anda kompatibel secara kimia, kami selalu menyarankan untuk merancangnya interlock mekanis . Ini adalah ciri fisik yang menjebak material yang terlalu berjamur sehingga tidak bisa terkelupas.
Anggap saja seperti mengancingkan kemeja. Adhesi kimia adalah kainnya; interlock adalah tombolnya.
- lubang: Jika Anda mendesain lubang pada media, TPE akan mengalir ke sisi lain, pada dasarnya “menjamur” keluar untuk mengunci dirinya sendiri.
- Pemotongan: Buat pas atau alur di bagian kaku tempat TPE mengalir.
- Sampul: Cukup melilitkan TPE di sekitar tepi bagian ke sisi belakang akan menciptakan jangkar fisik.
3. Kelola “Matikan”
“Pemutup” adalah garis di bagian Anda di mana bahan lunak berhenti dan plastik keras dimulai. Ini adalah tempat paling umum terjadinya cacat.
- Jika perkakas baja tidak menekan substrat dengan cukup kuat, TPE bertekanan tinggi akan menyembur melewati garis, sehingga menimbulkan “kilat” yang buruk.
- Tip Desain: Rancang alur atau anak tangga pada garis penutup. Ini menciptakan transisi yang tajam dan bersih serta membantu perkakas baja menempel erat pada plastik untuk mencegah kedipan.
4. Jangan Memperhalus Bagian Tepinya
Hindari merancang lapisan TPE untuk meruncing hingga ketebalan nol (“tepi bulu”). Karet tipis lemah. Ini akan segera terkelupas, menggulung, dan robek.
- Cara mengatasinya: Selalu akhiri lapisan TPE secara tiba-tiba pada alur atau rata dengan dinding. Berikan ketebalan material yang cukup (setidaknya 0,5 mm) hingga ke tepinya sehingga memiliki integritas struktural.
Pemecahan Masalah: Saat Terjadi Masalah
Bahkan insinyur berpengalaman pun mengalami masalah dengan cetakan berlebih. Karena Anda bergulat dengan dua bahan berbeda dan dinamika termal, margin kesalahan lebih kecil dibandingkan cetakan standar. Berikut adalah tiga cacat paling umum yang kami lihat dan cara memperbaikinya.
1. Delaminasi (Pengelupasan)
Gejala: Cetakan berlebih yang lembut mengelupas substrat yang kaku seperti stiker.
Penyebabnya: Hal ini hampir selalu merupakan ketidakcocokan kimia atau “substrat dingin”. Jika bagian yang kaku menjadi terlalu dingin sebelum bahan lunak menyentuhnya, ikatan molekul tidak akan terbentuk.
Cara mengatasinya:
- Periksa Kompatibilitas: Apakah Anda mencoba merekatkan TPE ke Nilon tanpa bahan pengikat?
- Panaskan Substrat: Dalam cetakan sisipan, kita sering memanaskan bagian yang kaku di dalam oven sebelum memasukkannya ke dalam cetakan. Ini membantu kedua bahan menyatu dengan lebih baik.
2. Flash (Tepi Berantakan)
Gejala: Bahan tipis berlebih keluar melewati garis desain yang diinginkan.
Penyebabnya: TPE seringkali sangat cair (viskositas rendah). Jika perkakas baja tidak dapat menutup dengan sempurna pada substrat yang kaku, TPE akan terlepas.
Cara mengatasinya: Anda membutuhkan kecocokan "naksir". Perkakas baja harus dirancang untuk menekan sedikit ke dalam media (sekitar 0,002 inci) untuk membuat segel yang rapat.
3. Bidikan Pendek
Gejala: Cetakannya tidak terisi seluruhnya; bagian pegangannya hilang.
Penyebabnya: Udara yang terperangkap. Saat TPE mengalir di atas substrat, udara dapat terperangkap di ujung pengisian, sehingga material tidak dapat menyelesaikan bentuknya.
Cara mengatasinya: Tingkatkan ventilasi pada cetakan. Udara memerlukan jalan keluar agar plastik dapat mengisi kekosongan tersebut.
Realitas Biaya: Apakah Overmolding Sepadan?
Mari kita bicara tentang angka. Pembeli B2B sering kali ragu ketika melihat penawaran awal untuk overmolding.
Investasi di Muka
Ya, overmolding pada awalnya mahal.
- Perkakas: Anda pada dasarnya membayar untuk dua cetakan (atau satu cetakan 2 cetakan yang sangat rumit). Harapkan biaya perkakas menjadi besar 50% hingga 100% lebih tinggi daripada cetakan single-shot standar.
- Waktu Mesin: Jika Anda menggunakan mesin 2-shot, tarif per jamnya lebih tinggi dari mesin press standar.
Penghematan Jangka Panjang
Namun, “kejutan stiker” biasanya hilang saat Anda melihatnya Total Biaya Kepemilikan .
- Buruh Perakitan Nol: Anda menghilangkan biaya tenaga kerja untuk merekatkan, mengencangkan, atau menyatukan bagian-bagian.
- Tanpa Perekat: Anda berhenti membeli lem dan primer industri yang mahal.
- Kontrol Kualitas: Anda menghilangkan risiko kesalahan perakitan (misalnya, pekerja lupa memasang paking).
Putusan: Jika Anda memproduksi dalam jumlah kecil (di bawah 1.000 unit), pencetakan berlebih mungkin berlebihan—pertahankan perakitan manual. Namun untuk produksi bervolume tinggi (10.000 unit), penghematan tenaga kerja hampir selalu melebihi biaya perkakas yang lebih tinggi.
Memilih Mitra Overmolding
Tidak semua toko cetakan injeksi dapat menangani overmolding. Hal ini membutuhkan peralatan khusus dan pengetahuan ilmu material yang lebih dalam. Saat memeriksa pemasok, perhatikan tiga hal berikut:
- Pengalaman Dua Pemotretan: Mintalah sampel. Jika mereka hanya melakukan “insert moulding” (memuat komponen dengan tangan), mereka mungkin kesulitan dengan presisi volume tinggi.
- Keahlian Materi: Tanyakan kepada mereka, “TPE tingkat berapa yang Anda rekomendasikan untuk merekatkan Nilon Berisi Kaca?” Jika mereka tidak dapat segera menjawabnya atau menawarkan untuk berbicara dengan pemasok material mereka, larilah.
- Perangkat Lunak Simulasi: Apakah mereka menggunakan analisis Moldflow? Simulasi sangat penting dalam overmolding untuk memprediksi bagaimana material kedua akan mengalir di atas material pertama tanpa melelehkan atau membengkokkannya kembali.
Kesimpulan
Overmolding adalah salah satu cara paling efektif untuk meningkatkan produk Anda dari “fungsional” menjadi “pemimpin pasar”. Ini mengubah wadah plastik sederhana menjadi perangkat yang tahan lama, ergonomis, dan premium.
Meskipun aturan desainnya lebih ketat dan peralatan awal memerlukan investasi, manfaatnya—dalam hal performa produk, estetika, dan penghematan perakitan—tidak dapat disangkal.
Baik Anda merancang perangkat medis generasi berikutnya atau peralatan industri yang tangguh, kunci kesuksesan terletak pada kolaborasi awal. Jangan menunggu sampai desainnya dibekukan. Ajak mitra produksi Anda lebih awal untuk mendiskusikan pemasangan material dan lokasi penutupan, dan Anda akan memastikan ikatan yang bertahan seumur hidup.
Sumber Daya Bonus: Matriks Kompatibilitas Overmolding
Insinyur sering bertanya kepada kami, “Apakah TPE akan tetap berpegang pada hal ini?” Jawabannya jarang sekali berupa ya atau tidak—itu bergantung pada kimianya.
Gunakan bagan ini sebagai panduan referensi cepat. Kami telah mengkategorikan obligasi menjadi tiga tingkatan:
- Ikatan Kimia: Bahan-bahan tersebut menyatu secara alami selama pencetakan.
- Kunci Mekanis Diperlukan: Mereka tidak akan menempel secara kimia; kamu harus rancang lubang atau potongan bawah untuk menjebak cetakan berlebih.
- Tidak kompatibel: Bahan-bahan ini berbenturan (misalnya suhu lelehan terlalu berbeda) dan tidak boleh digunakan bersamaan.
Pasangan Bahan Umum
| Substrat (Kaku) | TPE (Styrenik) | TPU (Uretana) | TPV (Vulkanisasi) | Silikon (LSR) |
|---|---|---|---|---|
| ABS | Luar biasa | Bagus | Adil | Dibutuhkan Primer |
| Polikarbonat (PC) | Luar biasa | Luar biasa | Adil | Dibutuhkan Primer |
| Polipropilena (PP) | Bagus | Buruk | Luar biasa | Buruk |
| Nilon (PA6 / PA66) | Sulit * | Adil | Adil | Buruk |
| Polistiren (PS) | Bagus | Buruk | Buruk | Buruk |
| POM (Asetal) | Buruk | Buruk | Buruk | Buruk |
Tips Pro Teknik untuk Bagan ini
1. “Masalah Nilon”
Anda akan melihat Nylon (PA) ditandai sebagai “Sulit.” Ini adalah jebakan paling umum bagi desainer baru. Nilon bersifat higroskopis (menyerap kelembapan) dan memiliki ketahanan panas yang tinggi. TPE standar akan langsung terkelupas.
- Solusinya: Anda harus menentukan a kelas TPE yang dimodifikasi dirancang khusus untuk adhesi Nilon. Anda juga perlu menjaga media Nilon tetap panas (seringkali melakukan pemanasan terlebih dahulu) agar TPE tidak membeku saat menyentuh permukaan.
2. Aturan “Suka Suka Suka”.
Rahasia membaca grafik ini adalah Polaritas .
- Bahan Kutub (ABS, PC, TPU) suka menyatu dengan material Polar lainnya.
- Bahan Non-Polar (PP, PE, Standard TPE) suka terikat dengan material Non-Polar lainnya.
- Pencampurannya (misalnya TPU pada Polipropilena) biasanya gagal tanpa modifikasi kimia.
3. Saat Ragu, Interlock
Bahkan jika Anda memiliki peringkat “Sangat Baik” (seperti ABS TPE), kami tetap menyarankan untuk menambahkan interlock mekanis kecil jika komponen tersebut akan mengalami penyalahgunaan berat. Tidak ada biaya tambahan dalam tahap desain tetapi memberikan jaminan terhadap delaminasi di lapangan.
Ajakan Bertindak Terakhir (CTA)
Karena ini adalah artikel pembuatan prospek B2B, berikut adalah CTA penutup yang disarankan untuk ditempatkan setelah bagan:
"Masih tidak yakin apakah kombinasi materialmu akan berhasil?
Jangan menebak-nebak dengan anggaran cetakan Anda. Di IMTEC Mould, kami telah mencetak ribuan suku cadang khusus. Kirimkan file 3D atau daftar material Anda kepada kami hari ini, dan teknisi kami akan melakukan peninjauan DFM (Design for Manufacturability) gratis untuk memastikan material Anda menyatu dengan sempurna—sebelum Anda memotong baja."
Pertanyaan Yang Sering Diajukan Tentang Overmolding
T: Apa perbedaan antara cetakan sisipan dan cetakan berlebih?
J: Perbedaan utamanya adalah prosesnya, bukan hasilnya. Masukkan cetakan melibatkan penempatan bagian yang sudah dibentuk sebelumnya (seringkali logam atau plastik kaku) ke dalam cetakan secara manual sebelum menyuntikkan bahan kedua. Overmolding (khususnya pencetakan dua-shot) adalah proses otomatis dan berkesinambungan di mana mesin menyuntikkan material pertama dan segera menyuntikkan material kedua ke dalam alat yang sama. Cetakan sisipan umumnya lebih baik untuk volume rendah, sedangkan cetakan berlebih dua tembakan lebih baik untuk produksi massal volume tinggi.
Q: Mengapa bagian saya yang terlalu banyak terkelupas (delaminasi)?
J: Pengelupasan biasanya terjadi karena salah satu dari tiga alasan berikut:
- Ketidakcocokan Kimia: Anda memilih dua bahan yang tidak terikat secara alami (misalnya TPU pada Polipropilena).
- Substrat Dingin: Jika bagian kaku pertama menjadi terlalu dingin sebelum bahan kedua disuntikkan, maka bahan tersebut tidak akan menyatu.
- Kontaminasi: Jika Anda memasukkan cetakan, debu atau minyak pada permukaan media akan mencegah adhesi.
T: Dapatkah Anda mencetak plastik secara berlebihan menjadi logam?
J: Ya. Ini hampir selalu dilakukan melalui Masukkan Cetakan . Contoh umum termasuk memasang pegangan lunak secara berlebihan pada kunci pas logam atau mencetak insulasi plastik di sekitar kontak listrik tembaga. Karena logam dan plastik tidak terikat secara kimia, Anda harus rancang bagian logam dengan lubang, tonjolan, atau lekukan sehingga plastik dapat menguncinya secara mekanis.
T: Berapa biaya overmolding dibandingkan dengan cetakan standar?
J: Harapkan biaya perkakas menjadi besar 50% hingga 100% lebih tinggi daripada cetakan single-shot standar karena alatnya lebih kompleks. Namun, itu harga satuan (biaya per unit) sering kali turun karena Anda menghilangkan biaya tenaga kerja untuk perakitan manual dan perekat. Untuk produksi yang berjalan lebih dari 10.000 unit, pencetakan berlebih biasanya merupakan pilihan yang lebih hemat biaya.
Q: Berapa ketebalan dinding minimum untuk lapisan overmolded?
J: Kami merekomendasikan ketebalan minimum 0,5 mm (0,020 inci) untuk lapisan TPE lunak. Apa pun yang lebih tipis dari ini cenderung robek saat dikeluarkan atau terkelupas di bagian tepinya. Untuk rasa “sentuhan lembut” terbaik tanpa menimbulkan bekas tenggelam, ketebalan antara 1,5 mm dan 3,0 mm adalah yang ideal.

