 English
English Indonesia
Indonesia
Panduan Anda untuk Cetakan Injeksi China: Biaya, Kualitas, dan Menemukan Mitra yang Tepat
Pengantar cetakan injeksi China
Cetakan injeksi adalah proses pembuatan serbaguna dan banyak digunakan untuk memproduksi bagian -bagian dari bahan plastik termoplastik dan termoset. Ini melibatkan menyuntikkan bahan cair ke dalam cetakan, di mana ia mendingin dan menguatkan ke bentuk yang diinginkan. Metode ini terkenal karena kemampuannya untuk menghasilkan suku cadang yang kompleks dengan presisi tinggi, permukaan permukaan yang sangat baik, dan tingkat produksi yang cepat, membuatnya sangat diperlukan di banyak industri, dari elektronik otomotif dan medis hingga elektronik konsumen dan barang -barang rumah tangga.

Dalam beberapa dekade terakhir, Cina telah muncul sebagai kekuatan dominan dalam lanskap manufaktur global, dan industri cetakan injeksi tidak terkecuali. Negara ini telah menjadi tujuan pilihan bagi bisnis di seluruh dunia mencari layanan cetakan injeksi, sebagian besar karena infrastruktur manufaktur yang kuat, harga kompetitif, dan jaringan pemasok yang luas. Panduan ini bertujuan untuk memberikan gambaran komprehensif tentang cetakan injeksi China, mempelajari aspek -aspek penting seperti biaya, kualitas, dan langkah -langkah penting untuk menemukan mitra manufaktur yang tepat untuk kebutuhan proyek spesifik Anda.
Namun, memilih China untuk kebutuhan cetakan injeksi Anda hadir dengan serangkaian keuntungan dan kerugian yang unik yang memerlukan pertimbangan yang cermat:
Keuntungan Memilih China untuk Cetakan Injeksi:
- Efektivitas Biaya: Salah satu pendorong utama untuk outsourcing ke Cina adalah biaya tenaga kerja yang jauh lebih rendah dibandingkan dengan negara -negara Barat. Ini, dikombinasikan dengan harga material kompetitif dan skala ekonomi, sering kali menghasilkan biaya unit keseluruhan yang lebih rendah untuk suku cadang yang diproduksi.
- Infrastruktur dan ekosistem yang mapan: China menawarkan infrastruktur manufaktur yang sangat berkembang dan ekosistem industri pendukung yang sangat berkembang, termasuk pembuat jamur, pemasok material, dan layanan finishing. Ini memungkinkan untuk proses produksi yang ramping dan akses cepat ke sumber daya.
- Kapasitas Produksi Tinggi: Produsen Cina sering memiliki kapasitas produksi besar, menjadikannya sangat cocok untuk pesanan volume tinggi dan produksi massal.
- Kecepatan ke pasar: Efisiensi dan skala manufaktur Cina seringkali dapat menyebabkan siklus pembuatan prototipe dan produksi yang lebih cepat, mempercepat waktu untuk memasarkan produk baru.
- Kemajuan Teknologi: Banyak perusahaan cetakan injeksi Cina terkemuka telah berinvestasi besar-besaran dalam mesin canggih dan mengadopsi teknologi canggih, menawarkan kemampuan canggih dan output berkualitas tinggi.
- Pengalaman dan Keahlian: Dengan pengalaman puluhan tahun dalam manufaktur global, pemasok Cina telah mengumpulkan keahlian yang signifikan dalam berbagai teknik cetakan injeksi dan aplikasi material.
Kerugian memilih China untuk cetakan injeksi:
- Hambatan Komunikasi: Perbedaan bahasa dan nuansa budaya kadang -kadang dapat menyebabkan kesalahpahaman atau salah tafsir, membuat komunikasi yang jelas dan konsisten penting.
- Kekhawatiran Intelektual (IP): Sementara upaya telah dilakukan untuk memperkuat perlindungan IP di Cina, beberapa bisnis masih memiliki kekhawatiran tentang menjaga desain dan informasi hak milik mereka. Uji tuntas menyeluruh dan perjanjian hukum yang kuat sangat penting.
- Tantangan Kontrol Kualitas (jika tidak dikelola dengan baik): Meskipun kualitas tinggi dapat dicapai, mempertahankan kualitas yang konsisten dapat menjadi tantangan tanpa pengawasan yang tepat, langkah -langkah kontrol kualitas yang ketat, dan spesifikasi yang jelas. Ini membutuhkan keterlibatan proaktif dan rencana jaminan kualitas yang jelas.
- Logistik dan kompleksitas pengiriman: Mengelola pengiriman internasional, bea cukai, dan bea impor dapat menambah lapisan kompleksitas dan biaya untuk keseluruhan proses.
- Waktu tunggu untuk perkakas: Sementara produksi bisa cepat, fase perkakas awal (pembuatan cetakan) masih dapat memiliki waktu tunggu yang signifikan, terutama untuk desain yang kompleks.
- Pertimbangan etis dan lingkungan: Penting bagi bisnis untuk memastikan pemasok yang mereka pilih mematuhi praktik tenaga kerja yang etis dan peraturan lingkungan, selaras dengan tujuan tanggung jawab sosial perusahaan mereka sendiri.
Memahami proses cetakan injeksi
Untuk terlibat secara efektif dengan layanan cetakan injeksi China, penting untuk memiliki pemahaman mendasar tentang proses cetakan injeksi itu sendiri. Pengetahuan ini memberdayakan Anda untuk berkomunikasi lebih efektif dengan produsen, memahami spesifikasi teknis, dan membuat keputusan berdasarkan informasi tentang proyek Anda.
Penjelasan langkah demi langkah dari proses pencetakan injeksi:
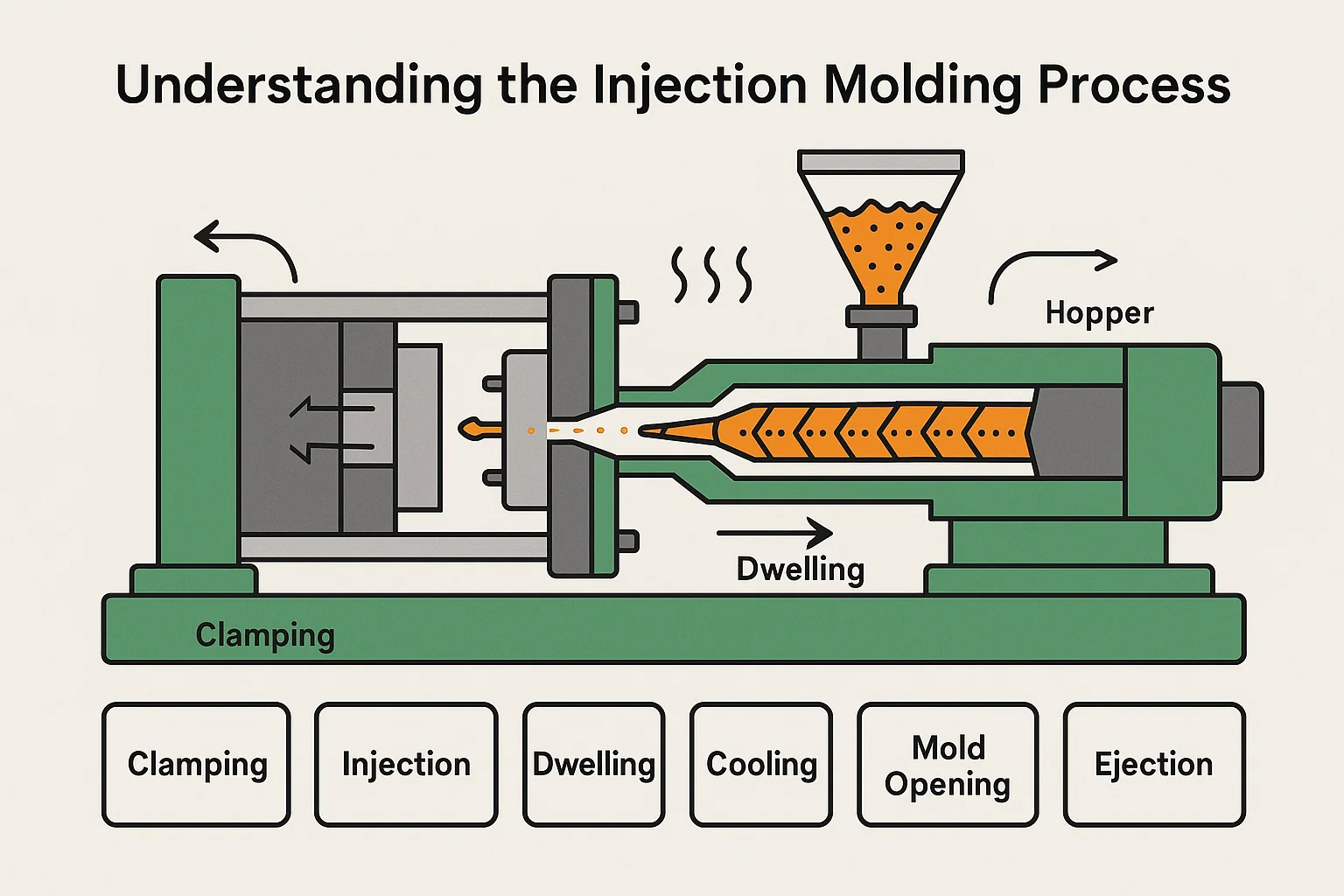
Proses cetakan injeksi adalah operasi siklus yang, sementara tampak sederhana, melibatkan kontrol suhu, tekanan, dan waktu yang tepat untuk membuat bagian yang konsisten. Inilah langkah -langkah mendasar:
-
Menjepit: Proses dimulai dengan unit penjepit. Dua bagian dari cetakan (rongga dan inti) dijepit dengan aman bersama oleh hidrolik atau mesin listrik yang kuat. Setengah dari cetakan biasanya stasioner, sedangkan yang lain bergerak untuk membuka dan menutup. Gaya penjepit ini harus cukup untuk menahan tekanan besar yang diberikan selama injeksi, mencegah jamur membuka dan berkedip (plastik cair yang keluar di antara bagian cetakan).
-
Injeksi: Pelet atau butiran plastik diberi makan dari hopper ke dalam tong yang dipanaskan. Di dalam laras, sekrup bolak -balik berputar, melelehkan bahan plastik melalui kombinasi gesekan panas dan geser. Setelah plastik cair dan ukuran "bidikan" yang cukup (jumlah plastik yang dibutuhkan untuk bagian) terakumulasi di bagian depan sekrup, sekrup bergerak ke depan seperti plunger, menyuntikkan plastik cair pada tekanan tinggi dan kecepatan ke rongga cetakan tertutup melalui sistem pelari dan gerbang.
-
Tempat tinggal (pengepakan/holding): Setelah rongga cetakan diisi, sejumlah tekanan terkontrol, yang dikenal sebagai tekanan "hunian" atau "pengepakan", dipertahankan. Tekanan berkelanjutan ini membantu untuk mengkompensasi penyusutan volumetrik yang terjadi saat plastik mendingin dan menguatkan. Ini memastikan bahwa rongga cetakan sepenuhnya diisi, mencegah tanda wastafel, rongga, dan cacat lainnya, dan mempromosikan stabilitas dimensi.
-
Pendinginan: Dengan plastik yang sekarang sepenuhnya dikemas ke dalam cetakan, ia mulai mendingin dan memadat dalam bentuk cetakan. Saluran pendingin, sering diintegrasikan ke dalam desain cetakan dan mengedarkan air dingin atau minyak, memfasilitasi proses ini. Waktu pendinginan biasanya merupakan bagian terpanjang dari siklus cetakan injeksi dan tergantung pada faktor -faktor seperti bahan yang digunakan, ketebalan dinding bagian, dan desain cetakan. Pendinginan yang efisien sangat penting untuk mencapai sifat bagian yang diinginkan dan meminimalkan waktu siklus.
-
Pembukaan cetakan: Setelah bagian telah cukup didinginkan dan dipadatkan, unit penjepit menarik kembali, membuka dua bagian cetakan.
-
Penyemburan: Saat cetakan terbuka, pin ejector, ditempatkan secara strategis di dalam cetakan, dorong bagian yang dipadatkan keluar dari rongga cetakan. Pin ini dirancang untuk memberikan tekanan yang bahkan untuk menghindari deformasi atau merusak bagian yang baru dicetak. Bagian kemudian jatuh ke sabuk konveyor atau ke tempat sampah.
-
Pasca-pemrosesan (opsional): Setelah ejeksi, beberapa bagian mungkin memerlukan kecil pasca pemrosesan, seperti memotong pelari atau gerbang (saluran yang memandu plastik ke dalam rongga cetakan), deburring, atau operasi sekunder seperti perakitan, lukisan, atau pencetakan. Dalam banyak kasus, kelebihan materi dari pelari dapat disegel dan digunakan kembali, berkontribusi pada efisiensi biaya dan pengurangan limbah. Siklus kemudian berulang.
Berbagai jenis teknik cetakan injeksi yang digunakan di Cina:
Sementara proses inti tetap konsisten, kemampuan manufaktur canggih China memungkinkan berbagai teknik cetakan injeksi khusus untuk memenuhi persyaratan produk yang beragam:
- Cetakan injeksi termoplastik standar: Ini adalah metode yang paling umum, menggunakan polimer termoplastik yang dapat berulang kali meleleh dan dipadatkan. Cocok untuk sejumlah besar produk konsumen dan industri.
- Overmolding: Teknik ini melibatkan cetakan satu bahan di atas komponen lain yang sudah ada sebelumnya (substrat), seringkali untuk membuat produk dengan banyak bahan, warna, atau tekstur (mis., Pegangan gendang lunak pada alat, segel pada selungkup elektronik). Substrat dapat berupa plastik, logam, atau bahan lain.
- Masukkan cetakan: Mirip dengan overmolding, tetapi di sini, sisipan yang telah dibentuk (biasanya komponen logam seperti sisipan berulir, pin, atau kontak elektronik) ditempatkan ke dalam cetakan sebelum injeksi. Plastik cair mengalir di sekitar dan merangkum sisipan ini, menciptakan bagian terpadu tunggal. Ini meningkatkan kekuatan bagian, fungsionalitas, atau memungkinkan konduktivitas listrik.
- Cetakan injeksi dua-shot (multi-shot): Proses canggih ini menghasilkan bagian dengan dua atau lebih bahan plastik atau warna yang berbeda dalam satu siklus cetakan, seringkali di mesin yang sama. Ini menghilangkan kebutuhan untuk perakitan dan memungkinkan untuk desain yang kompleks dengan sifat material yang berbeda atau fitur estetika.
- Cetakan injeksi yang dibantu gas: Untuk bagian dengan bagian tebal atau yang membutuhkan peningkatan permukaan yang lebih baik dan mengurangi tanda wastafel, gas inert (seperti nitrogen) disuntikkan ke dalam rongga cetakan setelah tembakan parsial plastik cair. Gas menciptakan saluran internal, mendorong plastik ke dinding cetakan dan mengurangi penggunaan material dan waktu pendinginan.
- Cair silikon karet (LSR) cetakan injeksi: Proses ini dirancang khusus untuk karet silikon cair, bahan termoset yang dikenal karena fleksibilitasnya, resistensi suhu tinggi, dan biokompatibilitas. Ini sering digunakan untuk perangkat medis, segel, dan barang konsumen.
- Cetakan dinding tipis: Teknik ini berfokus pada memproduksi bagian -bagian dengan bagian dinding yang sangat tipis, biasanya untuk aplikasi di mana pengurangan material, ringan, dan waktu siklus cepat sangat penting, seperti pengemasan atau barang konsumen sekali pakai.
- Cetakan Hot Runner vs. Cold Runner Cetakan: Ini merujuk pada sistem runner (saluran yang memandu plastik cair ke rongga cetakan).
- Cold Runner Cetakan: Plastik di pelari mendingin dan menguat bersama dengan bagian. Bahan pelari ini kemudian dikeluarkan dan harus dihapus dari bagian itu, sering didaur ulang. Mereka lebih sederhana dan lebih murah untuk dibangun tetapi dapat menghasilkan lebih banyak limbah.
- Cetakan pelari panas: Pelari tetap dipanaskan, sehingga plastik di dalamnya tetap cair sepanjang siklus. Ini berarti tidak ada limbah material dari pelari, yang mengarah ke penggunaan material yang lebih efisien, waktu siklus yang lebih cepat, dan seringkali hasil akhir kosmetik yang lebih baik. Mereka lebih kompleks dan mahal untuk alat pada awalnya.
Bahan yang biasa digunakan dalam cetakan injeksi China:
Fasilitas cetakan injeksi Cina bekerja dengan berbagai bahan termoplastik, yang dipilih berdasarkan sifat mekanik, termal, kimia, dan estetika yang diinginkan dari produk akhir. Beberapa bahan yang paling umum digunakan meliputi:
- Polypropylene (pp): Termoplastik yang serba guna dan hemat biaya yang dikenal karena ketahanan kimianya yang sangat baik, ketahanan kelelahan, dan fleksibilitas. Ini banyak digunakan dalam pengemasan, komponen otomotif, barang konsumen, dan engsel hidup.
- Acrylonitrile Butadiene Styrene (ABS): Termoplastik rekayasa yang tangguh, kaku, dan tahan benturan dengan kualitas estetika yang baik. Ini sering digunakan untuk rumah perangkat elektronik, bagian interior otomotif, mainan (mis., Batu bata Lego), dan produk konsumen karena kemampuannya untuk mudah dibentuk dan selesai.
- Polycarbonate (PC): Berhasil berkinerja tinggi, kuat, dan sangat tahan dampak, sering transparan. Ini menawarkan ketahanan panas yang baik dan stabilitas dimensi, membuatnya cocok untuk aplikasi seperti lensa, kacamata pengaman, selungkup elektronik, dan komponen otomotif.
- Polyethylene (PE): Tersedia dalam berbagai kepadatan (HDPE, LDPE, LLDPE), polietilen dikenal karena fleksibilitasnya, resistensi kimianya, dan sifat isolasi listrik yang baik. Ini biasanya digunakan untuk botol, wadah, tas, dan pipa.
- Nylon (Polyamide - PA): Plastik teknik yang kuat dan tahan lama dengan ketahanan aus yang baik, ketahanan kimia, dan kinerja suhu tinggi. Sering diperkuat dengan serat kaca untuk meningkatkan kekuatan dan digunakan dalam bagian otomotif (mis., Komponen mesin, konektor), roda gigi, dan bantalan.
- Polystyrene (PS): Datang dalam nilai umum (GPPS, jernih dan rapuh) dan berdampak tinggi (pinggul, buram dan lebih tangguh). Ini tidak mahal dan digunakan untuk peralatan makan sekali pakai, kasus CD, dan perumahan alat.
- Polyvinyl chloride (PVC): Bahan yang tahan lama dan serbaguna, tersedia dalam bentuk yang kaku dan fleksibel. Ini menawarkan ketahanan kimia yang baik dan digunakan dalam pipa, perlengkapan, bingkai jendela, dan perangkat medis.
- Thermoplastic Elastomers (TPE/TPR): Bahan -bahan ini menggabungkan sifat -sifat karet dan plastik, menawarkan fleksibilitas, cengkeraman yang baik, dan penyerapan kejut. Mereka digunakan untuk genggaman sentuh lembut, segel, gasket, dan komponen yang overmolded.
Analisis biaya cetakan injeksi cina
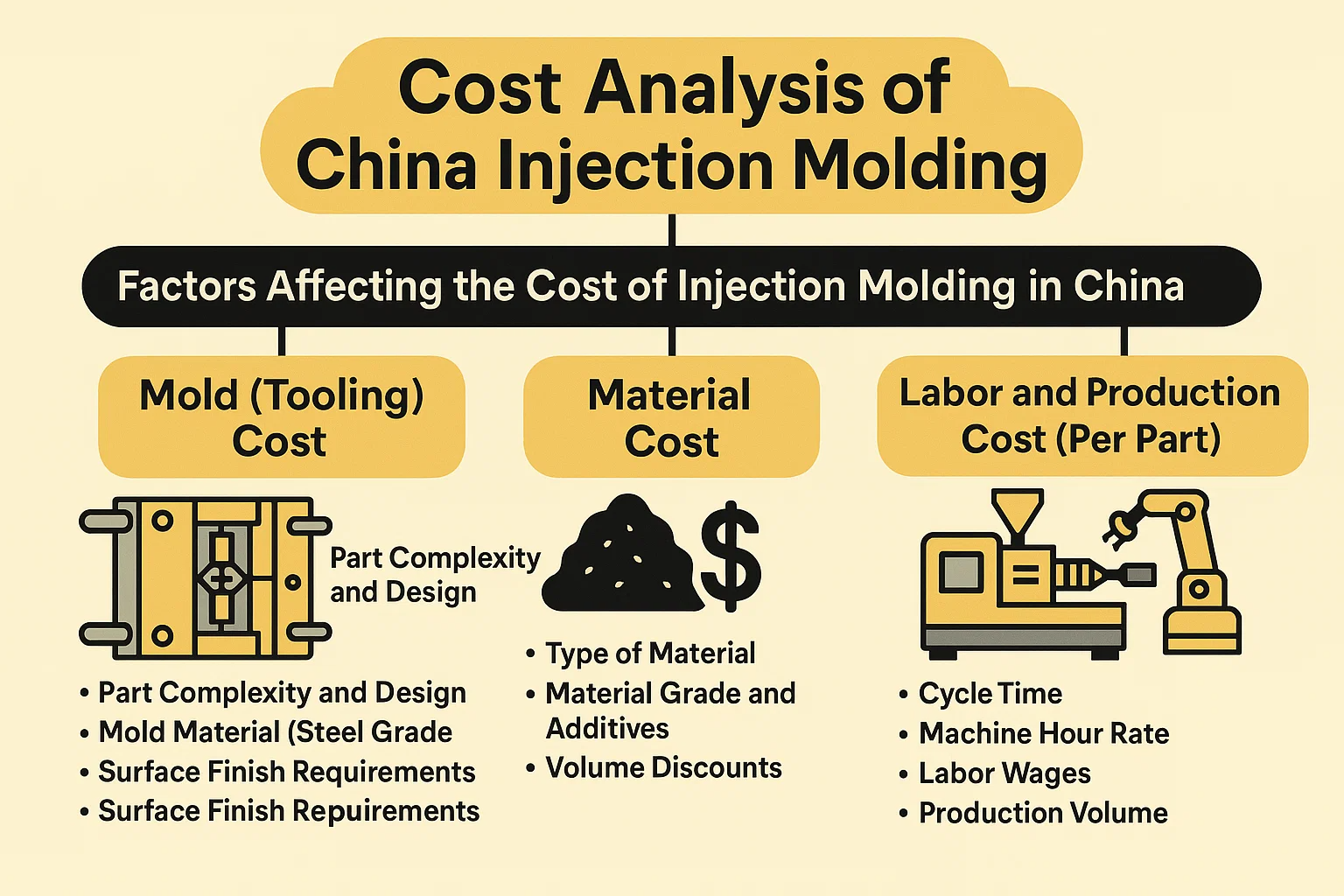
Salah satu motivasi utama bagi perusahaan untuk memilih China untuk cetakan injeksi adalah keuntungan biaya yang dirasakan. Sementara Cina umumnya menawarkan harga yang lebih kompetitif daripada banyak negara Barat, memahami berbagai faktor yang berkontribusi pada keseluruhan biaya sangat penting untuk penganggaran yang akurat dan menghindari biaya yang tidak terduga. Total biaya proyek cetakan injeksi dapat dikategorikan secara luas ke dalam biaya cetakan (perkakas), biaya bahan, dan biaya produksi (tenaga kerja/mesin).
Faktor -faktor yang mempengaruhi biaya cetakan injeksi di Cina:
-
Biaya cetakan (perkakas): Ini seringkali merupakan investasi dimuka paling signifikan dan dapat berkisar secara dramatis.
- Bagian kompleksitas dan desain: Bagian -bagian sederhana dengan ketebalan dinding yang seragam, undercuts minimal, dan geometri langsung membutuhkan cetakan yang lebih sedikit kompleks, yang mengarah ke biaya perkakas yang lebih rendah. Sebaliknya, bagian yang rumit dengan detail halus, toleransi yang ketat, pelepasan ganda yang membutuhkan tindakan atau pengangkat, dan tekstur yang kompleks akan membutuhkan cetakan yang lebih canggih dan mahal, seringkali membutuhkan pemesinan yang lebih maju (mis., EDM) dan waktu pembangunan yang lebih lama.
- Bahan cetakan (kelas baja): Jenis baja yang digunakan untuk cetakan secara langsung memengaruhi biaya dan umurnya.
- P20, 718H: Ini adalah pilihan umum untuk cetakan prototipe atau produksi volume rendah, menawarkan keseimbangan biaya dan kinerja yang baik.
- Nak80, H13: Baja yang dikeraskan seperti ini secara signifikan lebih mahal tetapi menawarkan daya tahan yang unggul, ketahanan panas, dan kemampuan finish permukaan, membuatnya ideal untuk cetakan produksi bervolume tinggi dan panjang.
- Jumlah rongga: Cetakan dapat memiliki rongga tunggal (menghasilkan satu bagian per siklus) atau beberapa rongga (menghasilkan beberapa bagian per siklus). Cetakan multi-rongga memiliki biaya perkakas awal yang lebih tinggi tetapi secara dramatis mengurangi biaya produksi per-bagian dengan meningkatkan output per siklus, membuatnya hemat biaya untuk menjalankan volume tinggi.
- Basis dan komponen cetakan: Ukuran cetakan, jenis sistem runner (Hot Runner vs Cold Runner), dan kualitas komponen cetakan standar (pin ejector, slide, dll.) Semua berkontribusi pada biaya perkakas. Cetakan pelari panas, sementara lebih mahal pada awalnya, menghemat limbah material dan waktu siklus, yang mengarah ke biaya per-bagian yang lebih rendah dalam volume tinggi.
- Persyaratan akhir permukaan: Permukaan yang sangat dipoles (mis., Finish SPI A-1) atau tekstur kompleks membutuhkan tenaga kerja yang lebih intensif dan teknik perkakas khusus, menambah biaya cetakan.
- Cetakan Harapan Hidup: Produsen merancang cetakan untuk sejumlah siklus tertentu (bidikan). Cetakan yang dirancang untuk umur yang lebih tinggi (mis., 1 juta tembakan) akan dibangun dengan bahan yang lebih kuat dan presisi, menimbulkan biaya yang lebih tinggi daripada cetakan yang dirancang untuk 50.000 tembakan.
-
Biaya materi: Biaya resin plastik itu sendiri adalah komponen langsung dan seringkali signifikan dari biaya per-bagian.
- Jenis Bahan: Seperti yang dibahas, plastik komoditas seperti PP atau ABS secara signifikan lebih murah per kilogram daripada rekayasa plastik seperti PC, nilon, atau polimer berkinerja tinggi (mis., Peek, ultem).
- Tingkat materi dan aditif: Bahan perawan lebih mahal daripada nilai daur ulang. Dimasukkannya aditif seperti penstabil UV, penghambat api, serat kaca (untuk kekuatan), pewarna (terutama warna khusus, putih, atau transparan), atau aditif fungsional khusus akan meningkatkan biaya material.
- Diskon volume: Pembelian material yang lebih besar untuk produksi volume tinggi seringkali dapat mengamankan harga yang lebih baik dari pemasok.
- Fluktuasi Pasar: Harga resin global tunduk pada permintaan pasar, harga minyak, dan dinamika rantai pasokan, yang dapat memengaruhi biaya per-bagian dari waktu ke waktu.
-
Biaya tenaga kerja dan produksi (per bagian): Ini adalah biaya yang terkait dengan menjalankan mesin cetakan injeksi dan tenaga kerja yang terlibat.
- Waktu siklus: Waktu yang dibutuhkan untuk menghasilkan satu bagian (atau satu bidikan dari cetakan multi-rongga) adalah pendorong biaya kritis. Waktu siklus yang lebih pendek berarti lebih banyak bagian dapat diproduksi per jam, mengurangi biaya per-bagian. Faktor -faktor seperti desain bagian (ketebalan dinding), sifat material, efisiensi pendinginan cetakan, dan kemampuan mesin mempengaruhi waktu siklus.
- Tingkat jam mesin: Ini termasuk biaya listrik, depresiasi mesin, pemeliharaan, dan overhead yang dialokasikan untuk waktu operasi mesin. Mesin yang lebih besar dan lebih canggih biasanya memiliki tarif per jam yang lebih tinggi.
- Upah Tenaga Kerja: Biaya tenaga kerja China, sementara meningkat, masih secara signifikan lebih rendah daripada di banyak negara Barat. Ini adalah faktor kunci dalam keunggulan biaya keseluruhan.
- Volume Produksi: Ini bisa dibilang faktor yang paling berdampak pada biaya per-bagian.
- Skala Ekonomi: Biaya tetap (seperti perkakas) diamortisasi pada jumlah total bagian yang diproduksi. Semakin tinggi volume produksi, semakin rendah biaya per-bagian untuk perkakas dan pengaturan.
- Pengaturan dan Pergantian: Setiap kali cetakan diubah atau proses produksi baru diatur, ada biaya yang terkait dengan downtime mesin dan tenaga kerja. Volume yang lebih tinggi mengurangi frekuensi perubahan ini, mengoptimalkan efisiensi.
- Post-Processing: Setiap operasi sekunder seperti deburring, perakitan, lukisan, pencetakan, atau kemasan khusus akan menambah biaya per-bagian.
Membandingkan biaya dengan negara lain:
China secara historis menawarkan keuntungan biaya yang signifikan dalam cetakan injeksi, terutama untuk produksi volume menengah hingga tinggi.
- China vs. Negara Barat (mis., AS, Eropa): Biaya cetakan injeksi Cina biasanya 20-50% lebih rendah daripada di Amerika Serikat dan 30-60% lebih rendah daripada di Eropa. Kesenjangan ini terutama didorong oleh:
- Biaya tenaga kerja yang lebih rendah: Tenaga kerja terampil di Cina masih memerintahkan upah yang lebih rendah.
- Perkakas Kompetitif: Biaya merancang dan memproduksi cetakan di Cina umumnya jauh lebih rendah karena toko -toko perkakas yang efisien, biaya bahan yang lebih rendah (terutama untuk baja pahat), dan upah kompetitif untuk pembuat cetakan.
- Skala Ekonomi: Kapasitas produksi China yang luas memungkinkan untuk produksi skala besar, yang selanjutnya mengurangi biaya per unit.
- Rantai Pasokan Terpadu: Rantai pasokan yang matang dan saling berhubungan untuk bahan baku, mesin, dan layanan tambahan membantu menekan biaya.
- China vs Ekonomi Berkembang (mis., Vietnam, India, Meksiko): Sementara negara-negara seperti Vietnam, India, dan Meksiko muncul sebagai alternatif berbiaya lebih rendah, terutama untuk jenis produk tertentu atau untuk perusahaan yang mencari diversifikasi regional, Cina sering masih mempertahankan keunggulan dalam:
- Kecanggihan dan kemampuan perkakas: Untuk cetakan kompleks dan suku cadang presisi tinggi, keahlian perkakas China umumnya lebih maju.
- Kematangan rantai pasokan: Rantai pasokan China yang mapan dan luas untuk cetakan injeksi sulit dicocokkan.
- Skalabilitas: Untuk proyek volume yang sangat tinggi, kapasitas dan efisiensi China seringkali lebih unggul.
- Meningkatnya biaya di Cina: Penting untuk dicatat bahwa biaya tenaga kerja di Cina terus meningkat, dan faktor -faktor seperti tarif dan pertimbangan geopolitik dapat memengaruhi persamaan biaya keseluruhan. Namun, untuk banyak proyek, terutama mereka yang membutuhkan perkakas yang kompleks atau volume besar, Cina tetap sangat kompetitif.
Kiat untuk mengurangi biaya cetakan injeksi:
- Optimalkan Desain Bagian untuk Produksi (DFM):
- Sederhanakan geometri: Kurangi fitur yang kompleks, pelepasan, dan seluk -beluk yang tidak perlu.
- Pertahankan ketebalan dinding yang seragam: Ini mempromosikan pendinginan yang konsisten, mengurangi waktu siklus, mencegah tanda warping dan wastafel, dan menyederhanakan desain cetakan.
- Tambahkan sudut draft: Pastikan draft yang memadai (lancip) pada semua dinding vertikal untuk memungkinkan ejeksi bagian yang mudah, mengurangi gaya ejeksi dan potensi kerusakan, dan menghindari modifikasi cetakan yang mahal.
- Menggabungkan tulang rusuk dan gusset: Alih -alih meningkatkan ketebalan dinding untuk kekuatan, gunakan iga dan gusset untuk menambah kekakuan sambil meminimalkan penggunaan material dan waktu pendinginan.
- Pertimbangkan bagian mandiri atau universal: Merancang bagian yang dapat digunakan secara bergantian (mis., Atas dan bawah yang identik) dapat mengurangi jumlah cetakan unik yang dibutuhkan.
- Seleksi materi strategis:
- Pilih Bahan Standar: Pilih resin yang biasa tersedia dan lebih murah seperti PP atau ABS kecuali persyaratan kinerja spesifik memerlukan rekayasa atau plastik berkinerja tinggi.
- Meminimalkan perubahan warna: Menggunakan resin "alami" atau hitam seringkali merupakan yang termurah. Warna khusus atau unik menambah biaya karena biaya pewarna dan pembersihan mesin di antara berjalan.
- Pertimbangkan konten daur ulang: Jika cocok untuk aplikasi Anda, menggunakan termoplastik daur ulang dapat mengurangi biaya material.
- Optimalkan Volume Produksi:
- Cocokkan kavitasi dengan volume: Untuk volume yang sangat tinggi, berinvestasi dalam cetakan multi-rongga untuk mengurangi biaya per-bagian. Untuk volume yang lebih rendah, cetakan rongga tunggal atau bahkan cetakan prototipe cepat (mis., Aluminium) mungkin lebih hemat biaya.
- Konsolidasi Pesanan: Jika Anda memiliki banyak bagian, memproduksinya secara bersamaan atau mengkonsolidasikan pesanan dapat memanfaatkan skala ekonomi untuk bahan dan produksi.
- Bekerja sama dengan pemasok Anda di Tooling:
- Diskusikan bahan cetakan: Pahami trade-off antara biaya cetakan dan umur berdasarkan volume produksi yang Anda proyeksikan.
- Pertimbangkan Hot vs. Cold Runner: Untuk volume tinggi, biaya awal yang lebih tinggi dari cetakan pelari panas dapat dengan cepat diimbangi dengan penghematan material dan waktu siklus yang lebih cepat.
- Negosiasikan Kepemilikan Perangkat: Klarifikasi siapa yang memiliki cetakan dan persyaratan untuk pemeliharaan dan penyimpanannya.
- Komunikasi dan Kontrol Kualitas yang Efektif:
- Berikan spesifikasi yang jelas: Gambar 2D terperinci dengan toleransi dan model CAD 3D sangat penting untuk menghindari salah tafsir dan pengerjaan ulang yang mahal.
- Menerapkan pemeriksaan kualitas yang kuat: Kontrol kualitas proaktif dapat mencegah memo, pengerjaan ulang, dan pengiriman suku cadang yang rusak.
- Streamline Logistik dan Kemasan:
- Mengoptimalkan metode pengiriman: Kecepatan keseimbangan (angkutan udara) dengan biaya (angkutan laut) berdasarkan timeline Anda.
- Kemasan Sederhana: Kemasan curah standar lebih murah daripada kemasan ritel khusus.
Kontrol kualitas di cetakan injeksi China
Sementara efektivitas biaya adalah daya tarik utama bagi cetakan injeksi China, mencapai dan mempertahankan kualitas produk yang tinggi adalah yang terpenting. Tanpa kontrol kualitas yang ketat (QC), bahkan harga terendah dapat menyebabkan kerugian yang signifikan melalui produk yang rusak, ketidakpuasan pelanggan, kerusakan merek, dan pengerjaan ulang atau penarikan yang mahal. Memahami bagaimana kualitas dikelola, masalah apa yang harus dicari, dan sertifikasi untuk dicari sangat penting untuk kemitraan manufaktur yang sukses.
Pentingnya Kontrol Kualitas:
Kontrol kualitas bukan hanya renungan; Ini adalah bagian integral dari seluruh siklus hidup manufaktur, dari desain hingga pengiriman. Pentingnya tidak dapat dilebih -lebihkan dalam cetakan injeksi, terutama saat outsourcing:
- Memastikan keandalan dan kinerja produk: Kualitas yang konsisten memastikan bahwa setiap bagian berfungsi sebagaimana dimaksud, memenuhi spesifikasi desain, dan berkinerja andal dalam aplikasi akhirnya.
- Meminimalkan cacat dan limbah: QC yang efektif mengidentifikasi masalah di awal proses, mencegah produksi sejumlah besar bagian yang rusak, sehingga mengurangi limbah material, konsumsi energi, dan biaya pengerjaan ulang.
- Mempertahankan reputasi merek: Produk berkualitas tinggi membangun kepercayaan dan loyalitas pelanggan, meningkatkan citra merek dan kedudukan pasar Anda. Sebaliknya, kegagalan kualitas dapat dengan cepat menodai reputasi.
- Memenuhi Standar dan Peraturan Industri: Banyak industri (mis., Medis, otomotif, kedirgantaraan) memiliki persyaratan peraturan yang ketat yang harus dipenuhi bagian -bagian yang dicetak. QC memastikan kepatuhan.
- Penghematan biaya dalam jangka panjang: Meskipun menerapkan langkah -langkah QC memiliki biaya di muka, ia menghemat lebih banyak secara signifikan dengan mencegah penarikan yang mahal, klaim garansi, pengembalian, dan kebutuhan untuk membatalkan dan remanufaktur suku cadang.
- Produksi yang dapat diprediksi: Sistem QC yang kuat mengarah pada hasil produksi yang lebih dapat diprediksi, lebih sedikit penundaan, dan jadwal pengiriman yang lebih andal.
Masalah kualitas umum dan bagaimana menghindarinya:
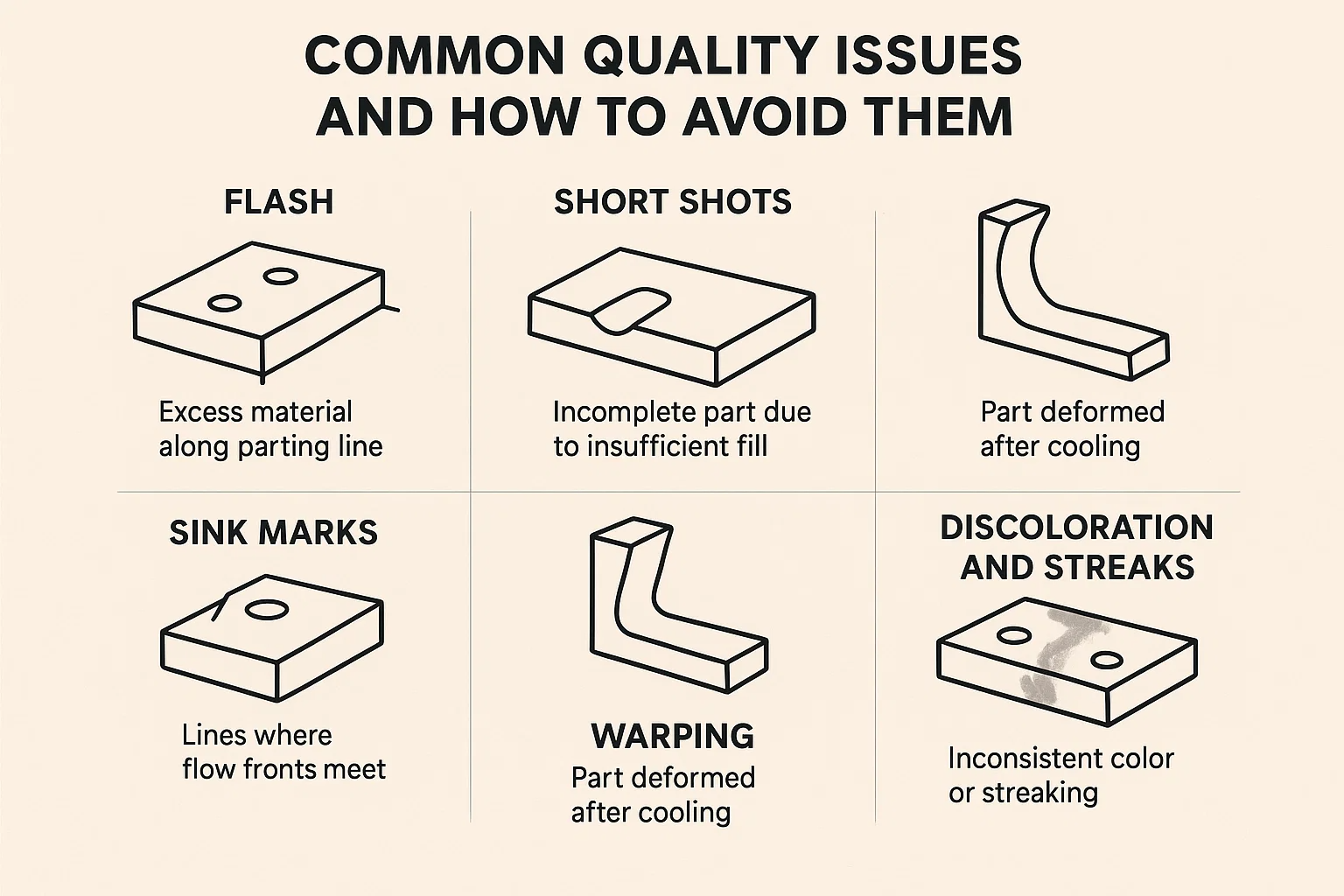
Meskipun presisi cetakan injeksi, berbagai cacat dapat terjadi. Mengenali ini dan memahami penyebabnya adalah kunci untuk pencegahan dan pemecahan masalah yang efektif dengan produsen Cina Anda.
-
Flash (atau Burrs):
- Keterangan: Bahan berlebih merembes keluar dari rongga cetakan, membentuk lapisan tipis dan tidak diinginkan di sepanjang garis perpisahan bagian.
- Penyebab: Terlalu banyak tekanan atau kecepatan injeksi, gaya penjepit yang tidak mencukupi, cetakan usang, misalignment cetakan, atau desain cetakan yang buruk (mis., Sealing yang tidak tepat).
- Penghindaran: Optimalkan parameter injeksi (tekanan, kecepatan), pastikan gaya penjepit yang memadai, pemeliharaan dan inspeksi cetakan biasa, dan desain cetakan yang tepat.
-
Tembakan pendek (atau non-pengisi):
- Keterangan: Bagian yang tidak lengkap di mana plastik cair tidak sepenuhnya mengisi rongga cetakan, menghasilkan bagian yang hilang.
- Penyebab: Bahan yang tidak mencukupi disuntikkan, tekanan/kecepatan injeksi rendah, viskositas material terlalu tinggi, suhu cetakan terlalu rendah, atau udara yang terperangkap/ventilasi yang tidak memadai.
- Penghindaran: Tingkatkan ukuran bidikan, tingkatkan tekanan/kecepatan injeksi, pastikan suhu leleh yang tepat, mengoptimalkan suhu cetakan, meningkatkan ventilasi cetakan, atau mempertimbangkan perubahan lokasi gerbang.
-
Tanda Wastafel:
- Keterangan: Depresi atau kawah dangkal di permukaan bagian yang dibentuk, biasanya di bagian yang lebih tebal.
- Penyebab: Pendinginan plastik yang tidak rata, terutama ketika bagian yang lebih tebal dingin dan menyusut ke dalam, atau tekanan pengepakan/penahan yang tidak memadai.
- Penghindaran: Desain bagian dengan ketebalan dinding yang seragam, meningkatkan tekanan dan waktu penahanan, sedikit lebur atau suhu cetakan sedikit, atau mendesain ulang bagian untuk mengurangi bagian yang tebal.
-
Warping (atau distorsi):
- Keterangan: Bagian cacat atau bengkok yang tidak mempertahankan bentuk yang dimaksudkan setelah pendinginan.
- Penyebab: Laju pendinginan yang tidak merata di seluruh bagian, tekanan internal dari penyusutan material, atau desain cetakan yang tidak tepat (mis., Kurangnya ketebalan dinding yang seragam, saluran pendingin yang tidak mencukupi).
- Penghindaran: Pastikan pendinginan dan suhu cetakan yang seragam, mengoptimalkan waktu pendinginan, merancang bagian -bagian dengan ketebalan dinding yang konsisten, atau mempertimbangkan perubahan material dengan laju penyusutan yang lebih rendah.
-
Garis las (atau garis rajutan):
- Keterangan: Garis atau takik yang terlihat di mana dua atau lebih bagian aliran plastik cair bertemu dan solidifikasi ulang, seringkali di sekitar lubang atau sisipan. Ini bisa menjadi kosmetik atau kelemahan struktural.
- Penyebab: Solidifikasi plastik cair sebelum campuran sepenuhnya, suhu leleh atau cetakan rendah, atau penempatan gerbang yang buruk.
- Penghindaran: Tingkatkan suhu leleh/cetakan, meningkatkan kecepatan injeksi, mengoptimalkan lokasi gerbang untuk meminimalkan jalur aliran, atau menggunakan bahan dengan karakteristik aliran yang lebih baik.
-
Perubahan warna dan goresan:
- Keterangan: Warna, goresan, atau bercak yang tidak konsisten di permukaan bagian.
- Penyebab: Kontaminasi dalam bahan baku, pencampuran pewarna yang tidak tepat, degradasi material karena panas yang berlebihan, atau residu dalam laras/nozzle mesin.
- Penghindaran: Pastikan kebersihan bahan baku, pengeringan bahan higroskopis yang tepat, dosis pewarna yang tepat, kontrol suhu leleh yang dioptimalkan, dan pembersihan mesin biasa.
-
Kekosongan (atau gelembung):
- Keterangan: Gelembung udara yang terperangkap atau kantong kosong di dalam bagian yang dibentuk.
- Penyebab: Tekanan pengemasan yang tidak mencukupi, gas yang terperangkap dari kelembaban atau degradasi material, atau pendinginan cepat yang menyegel kulit luar sebelum inti dapat mengeras.
- Penghindaran: Tingkatkan tekanan pengemasan, pastikan pengeringan bahan yang tepat, tingkatkan ventilasi cetakan, atau optimalkan laju pendinginan.
Langkah -langkah dan sertifikasi kontrol kualitas:
Produsen cetakan injeksi Tiongkok terkemuka menerapkan langkah -langkah QC komprehensif di seluruh proses produksi. Saat memeriksa pemasok, cari bukti dari yang berikut:
-
Ulasan Desain untuk Produksi (DFM): QC dimulai pada fase desain. Produsen yang baik akan meninjau desain bagian Anda untuk masalah pencetakan potensial (mis., Ketebalan dinding, sudut draft, undercuts) sebelum fabrikasi cetakan, mencegah kesalahan mahal di telepon.
-
Inspeksi Bahan Masuk (IQC):
- Verifikasi bahan baku (resin) terhadap spesifikasi (mis., Lembar Data Keselamatan Bahan - MSDS, Sertifikat Analisis - COA).
- Memeriksa pengeringan bahan higroskopis yang tepat, karena kelembaban dapat menyebabkan cacat.
-
Inspeksi cetakan/perkakas:
- Inspeksi menyeluruh dari cetakan fabrikasi sebelum produksi berjalan, termasuk pemeriksaan dimensi, verifikasi akhir permukaan, dan uji fungsionalitas (mis., Sistem pelari panas, mekanisme ejeksi).
- Inspeksi Artikel Pertama (FAI): Memproduksi sejumlah kecil bagian ("artikel pertama") dari cetakan baru dan melakukan inspeksi dimensi rinci dan uji fungsional. Ini adalah langkah penting untuk memverifikasi akurasi cetakan sebelum produksi massal.
-
Kontrol Kualitas dalam Proses (IPQC):
- Pemantauan Parameter: Pemantauan dan kontrol kontinu dari parameter cetakan kritis (suhu, tekanan, waktu siklus, kecepatan injeksi) menggunakan teknik kontrol proses statistik (SPC) untuk memastikan konsistensi.
- Inspeksi Visual: Pemeriksaan visual reguler oleh operator untuk cacat seperti flash, perubahan warna, atau bidikan pendek.
- Pemeriksaan Dimensi: Pengukuran dimensi periodik bagian selama produksi menggunakan kaliper, mikrometer, CMM (mesin pengukur koordinat), atau pembanding optik untuk memastikan mereka tetap berada dalam toleransi yang ditentukan.
- Contoh: Menerapkan rencana pengambilan sampel yang ditentukan (mis., Batas kualitas AQL - yang dapat diterima) untuk memeriksa subset suku cadang secara berkala.
-
Kontrol Kualitas Akhir (FQC) / Inspeksi Pra-Kapal:
- Inspeksi akhir yang komprehensif dari produk jadi sebelum pengemasan dan pengiriman. Ini termasuk pengujian visual, dimensi, dan seringkali fungsional.
- Verifikasi Pengemasan dan Pelabelan.
- Seringkali, agen inspeksi pihak ketiga dipekerjakan pada tahap ini untuk penilaian yang tidak memihak.
Sertifikasi:
Sertifikasi menunjukkan komitmen pabrikan terhadap sistem manajemen kualitas yang mapan dan standar industri tertentu.
- ISO 9001: Ini adalah standar internasional yang paling umum dan mendasar untuk sistem manajemen kualitas (QMS). Perusahaan bersertifikat ISO 9001 memiliki sistem yang terdokumentasi untuk mengelola prosesnya, memastikan konsistensi, kepuasan pelanggan, dan peningkatan berkelanjutan. Ini adalah harapan dasar untuk produsen Cina yang memiliki reputasi baik.
- ISO/TS 16949 (sekarang IATF 16949): Ini adalah standar manajemen kualitas khusus untuk industri otomotif. Produsen dengan sertifikasi ini sangat berpengalaman dalam persyaratan kualitas yang ketat, kontrol proses, dan peningkatan berkelanjutan, menjadikannya mitra yang ideal untuk komponen otomotif.
- ISO 13485: Standar ini menentukan persyaratan untuk sistem manajemen kualitas yang komprehensif untuk desain dan pembuatan medis
- CE, ROHS, REACH, FDA, dll.: Ini adalah sertifikasi kepatuhan khusus produk yang relevan dengan pasar tertentu atau pembatasan material. Meskipun tidak secara langsung sertifikasi QMS, keakraban pabrikan dengan standar -standar ini dan kemampuan untuk menghasilkan bagian yang sesuai adalah indikator yang kuat dari kemampuan kualitasnya.
Menemukan mitra cetakan injeksi China yang tepat
Mengidentifikasi dan mengamankan mitra cetakan injeksi yang andal dan kompeten di Cina bisa dibilang merupakan langkah paling penting untuk keberhasilan proyek Anda. Pasarnya sangat luas, dengan ribuan pemasok mulai dari bengkel kecil hingga pabrik besar yang sangat otomatis. Menavigasi lanskap ini membutuhkan pendekatan strategis, uji tuntas menyeluruh, dan pemahaman komunikasi yang efektif dan nuansa budaya.
Di mana menemukan perusahaan cetakan injeksi di Cina:
Ada beberapa jalan untuk dijelajahi saat mencari mitra manufaktur potensial:
-
Platform dan direktori B2B online: Ini sering kali merupakan perhentian pertama bagi banyak bisnis karena basis data dan aksesibilitasnya yang luas.
- Alibaba.com: Pasar B2B global terbesar, menawarkan banyak pilihan produsen. Gunakan filter untuk "pemasok terverifikasi," "jaminan perdagangan," dan kategori produk tertentu untuk mempersempit pencarian Anda. Tinjau profil pemasok, riwayat transaksi, dan ulasan pelanggan.
- Sumber Global (GlobalSources.com): Mirip dengan Alibaba, dengan fokus yang kuat pada elektronik, komponen, dan industri yang lebih khusus. Dikenal untuk profil perusahaan yang lebih rinci.
- Made-l-china.com: Platform lain yang menonjol yang menawarkan berbagai pemasok di berbagai industri, termasuk plastik dan cetakan.
- Direktori manufaktur khusus: Beberapa situs web atau asosiasi industri dapat menawarkan lebih banyak daftar produsen yang secara khusus berfokus pada pencetakan injeksi atau jenis produk khusus Anda.
- Layanan Sumber yang Dikelola: Perusahaan seperti Xometry atau Sumber Sekutu menawarkan layanan terkelola di mana mereka memiliki jaringan pemasok Cina yang diperiksa dan menangani komunikasi dan manajemen proyek atas nama Anda, yang dapat bermanfaat bagi mereka yang baru untuk mencari sumber di Cina atau dengan sumber daya yang terbatas.
-
Pameran dagang: Menghadiri pameran dagang di Cina menawarkan peluang yang tak tertandingi untuk interaksi tatap muka, kunjungan pabrik, dan secara langsung menilai kemampuan.
- Chinaplas: Ini bisa dibilang plastik terkemuka dunia dan pameran perdagangan karet, yang diadakan setiap tahun di Cina (bergantian antara Shenzhen dan Shanghai). Ini adalah peristiwa penting untuk menemukan teknologi, bahan, dan menghubungkan dengan sejumlah besar produsen dan penyedia layanan mesin cetakan injeksi.
- Die & Mold China: Pameran penting lain yang berfokus secara khusus pada manufaktur cetakan dan die, yang merupakan bagian integral dari cetakan injeksi.
- Canton Fair (China Impor dan Ekspor Fair): Sementara pameran yang lebih luas yang mencakup hampir semua kategori produk, Canton Fair sering memiliki bagian signifikan yang didedikasikan untuk mesin dan produk industri di mana perusahaan cetakan injeksi menunjukkan.
- Pameran khusus industri: Bergantung pada produk Anda (mis., Suku cadang otomotif, perangkat medis), mungkin ada pameran dagang khusus di Cina di mana Anda dapat menemukan produsen dengan keahlian dan sertifikasi yang relevan.
-
Referensi dan Jaringan:
- Koneksi Industri: Manfaatkan jaringan profesional Anda. Tanyakan kepada kolega, rekan industri, atau konsultan untuk rekomendasi berdasarkan pengalaman positif mereka.
- Agen/konsultan sumber: Agen sumber atau konsultan yang berpengalaman dengan kehadiran dan jaringan yang kuat di Cina dapat memberikan bantuan yang sangat berharga. Mereka sering memiliki daftar pemasok yang andal dan dapat menjembatani kesenjangan budaya dan komunikasi.
Tuntas: Memverifikasi kemampuan dan pengalaman pemasok:
Setelah Anda memiliki daftar mitra potensial, uji tuntas yang ketat sangat penting. Jangan hanya mengandalkan profil online.
-
Minta Informasi Perusahaan Komprehensif:
- Lisensi dan Pendaftaran Bisnis: Meminta salinan Lisensi Bisnis Resmi mereka. Verifikasi legitimasinya melalui basis data resmi pemerintah Tiongkok (mis., Sistem Publisitas Informasi Kredit Perusahaan Nasional - NECIPS). Ini menegaskan bahwa mereka adalah entitas yang terdaftar secara hukum.
- Sertifikasi: Mintalah salinan sertifikasi yang relevan (ISO 9001, ISO 13485, IATF 16949, dll.) Dan memverifikasi keasliannya dengan badan -badan penerbit jika memungkinkan.
- Lisensi Ekspor: Pastikan mereka memiliki lisensi yang diperlukan untuk mengekspor barang dari Cina.
- Profil dan Sejarah Perusahaan: Memahami tahun -tahun mereka dalam bisnis, ukuran perusahaan, jumlah karyawan, dan pasar utama yang dilayani. Riwayat operasi yang lebih lama sering menunjukkan stabilitas.
-
Menilai kemampuan manufaktur:
- Daftar Peralatan: Minta daftar rinci mesin mereka, termasuk tonase mesin cetakan injeksi, merek, dan usia. Ini menunjukkan kapasitas dan kemampuan mereka untuk menangani ukuran bagian Anda.
- Kemampuan perkakas: Tanyakan apakah mereka memiliki desain cetakan in-house dan kemampuan manufaktur atau apakah mereka melakukan outsourcing. Perangkat in-house sering memberikan kontrol yang lebih baik atas kualitas dan waktu tunggu.
- Kapasitas Produksi: Diskusikan kapasitas produksi harian/bulanan mereka yang relevan dengan volume proyek Anda.
- Pengalaman materi: Konfirmasikan pengalaman mereka dengan bahan plastik spesifik yang Anda rencanakan untuk digunakan.
- Operasi Sekunder: Tanyakan tentang kemampuan mereka untuk proses pasca-colding seperti perakitan, lukisan, pencetakan, pengelasan ultrasonik, dll., Jika diperlukan.
- Contoh Bagian: Minta sampel bagian yang sebelumnya telah mereka cetakan (idealnya serupa dalam kompleksitas atau material dengan milik Anda). Ini memberi Anda rasa kualitasnya yang nyata.
-
Mengevaluasi Sistem Kontrol Kualitas:
- Dokumentasi QMS: Mintalah manual atau prosedur atau prosedur Sistem Manajemen Kualitas (QMS), terutama terkait dengan inspeksi material yang masuk, kontrol dalam proses, dan inspeksi akhir.
- Peralatan Inspeksi: Tanyakan tentang alat inspeksi mereka (CMM, kaliper, alat pengukur, pembanding optik).
- TRACEAITY: Memahami sistem mereka untuk melacak bahan dan batch produksi.
- Manajemen Cacat: Bagaimana mereka mengidentifikasi, mendokumentasikan, dan menyelesaikan masalah kualitas?
- Audit pihak ketiga: Pertimbangkan untuk mempekerjakan perusahaan inspeksi pihak ketiga untuk melakukan audit pabrik. Ini memberikan penilaian obyektif tentang fasilitas, proses, dan sistem kualitas mereka.
-
Pemeriksaan Stabilitas Keuangan (jika memungkinkan): Meskipun lebih sulit diperoleh secara langsung, pemasok yang stabil secara finansial lebih kecil kemungkinannya untuk menghentikan operasi di tengah proyek. Agen sumber atau agen kredit perdagangan mungkin dapat memberikan beberapa wawasan.
-
Referensi: Minta referensi dari klien internasional yang ada atau masa lalu, dan benar-benar menghubungi mereka untuk menanyakan tentang pengalaman mereka mengenai kualitas, pengiriman, komunikasi, dan pemecahan masalah.
Pertimbangan Komunikasi dan Budaya:
Komunikasi yang efektif sangat penting untuk keberhasilan dan mengatasi tantangan potensial ketika bekerja dengan produsen Cina.
-
Hambatan Bahasa:
- Kemahiran Bahasa Inggris: Sementara banyak profesional bisnis Cina berbicara bahasa Inggris, tingkat kemahiran bervariasi. Gunakan bahasa yang jelas dan ringkas. Hindari kalimat gaul, jargon, dan terlalu kompleks.
- Komunikasi tertulis: Lebih suka komunikasi tertulis (email, pesan WeChat) untuk memastikan catatan diskusi dan keputusan yang jelas. Gunakan poin -poin dan daftar bernomor untuk kejelasan.
- Visual: Memanfaatkan model CAD 3D, gambar 2D terperinci dengan toleransi, foto beranotasi, dan video untuk menyampaikan informasi secara tepat. "Sebuah gambar bernilai ribuan kata" terutama benar di sini.
- Orang kontak khusus: Bertujuan untuk menjalin hubungan dengan orang kontak spesifik yang berbahasa Inggris yang bertanggung jawab atas proyek Anda.
-
Nuansa Budaya:
- Guanxi (hubungan): Di Cina, hubungan sangat dihargai dalam bisnis. Menginvestasikan waktu dalam membangun kepercayaan dan hubungan ("guanxi") dapat menyebabkan operasi yang lebih halus, fleksibilitas yang lebih besar, dan hasil yang lebih baik. Ini dapat melibatkan komunikasi secara teratur, menunjukkan rasa hormat, dan kadang -kadang bahkan keterlibatan sosial.
- "Saving Face" (Mianzi): Konsep ini sangat penting. Budaya bisnis Tiongkok sering menghindari "tidak" secara langsung atau konfrontasi terbuka untuk menghindari menyebabkan siapa pun "kehilangan muka" (rasa malu, kehilangan martabat, atau reputasi).
- Implikasi: A "ya" mungkin kadang -kadang berarti "mungkin," "Saya mengerti pertanyaannya," atau "Saya akan mencoba." Itu tidak selalu menjamin kemampuan atau kesepakatan.
- Strategi: Bersabarlah dan konfirmasikan pemahaman. Ajukan pertanyaan terbuka. Alih -alih "Bisakah Anda melakukan ini?", Coba "Bagaimana Anda akan mencapai X?" atau "Tantangan apa yang Anda lihat dengan Y?" Cari penjelasan terperinci dan rencana yang dapat ditindaklanjuti daripada hanya penegasan sederhana. Hindari mengkritik secara publik atau secara langsung menantang kontak Anda; Berikan umpan balik secara konstruktif dan pribadi.
- Hirarki: Hormati rantai komando. Keputusan sering kali datang dari atas. Pahami siapa pembuat keputusan dan cobalah untuk membangun hubungan dengan mereka.
- Kesabaran dan pandangan jangka panjang: Membangun hubungan manufaktur yang sukses di Cina sering membutuhkan waktu. Bersabarlah, berinvestasi dalam hubungan, dan fokus pada manfaat timbal balik jangka panjang daripada interaksi murni transaksional.
- Gaya negosiasi: Bersiaplah untuk gaya negosiasi yang berbeda. Terkadang kutipan awal mungkin tinggi, mengharapkan negosiasi. Fokus pada hasil win-win.
Prototipe dan perkakas
Sebelum menyelam ke produksi massal, dua tahap kritis dalam perjalanan cetakan injeksi menjadi prototipe dan perkakas. Fase-fase ini berperan penting dalam memvalidasi desain Anda, memastikan manufakturabilitas, dan mempersiapkan produksi yang efisien dan berkualitas tinggi.
Peran prototyping dalam cetakan injeksi:
Prototipe adalah penciptaan model fisik awal produk Anda atau komponennya. Untuk cetakan injeksi, prototipe melayani beberapa fungsi vital:
-
Validasi dan penyempurnaan desain:
- Bentuk, Fit, dan Fungsi (FFF): Prototipe memungkinkan Anda untuk secara fisik menilai apakah dimensi, bentuk, dan fitur bagian Anda benar, jika cocok dengan komponen lain dalam rakitan, dan jika melakukan fungsi yang dimaksudkan dalam lingkungan dunia nyata.
- Deteksi Cacat Awal: Banyak kelemahan desain atau masalah yang terkait dengan perakitan, ergonomi, atau integritas struktural hanya terbukti dalam model fisik, bukan pada layar. Menangkap penghematan awal ini waktu yang sangat besar dan biaya hilir.
- Evaluasi estetika: Prototipe memberikan representasi nyata dari penampilan produk, memungkinkan untuk penyesuaian estetika sebelum berkomitmen pada perkakas produksi yang mahal.
-
Efisiensi Biaya:
- Menghindari pengerjaan ulang yang mahal: Memodifikasi cetakan produksi jadi sangat mahal dan memakan waktu. Prototipe mengidentifikasi masalah desain di muka, memungkinkan penyesuaian prototipe digital atau cepat berbiaya rendah sebelum cetakan dipotong. "Gagal lebih awal, gagal murah."
- Pengujian Bahan dan Proses: Meskipun sering tidak dibuat dari bahan produksi akhir atau dengan cetakan produksi, prototipe dapat membantu memvalidasi aspek perilaku material atau menyoroti tantangan pencetakan potensial.
-
Accelerated Time-to-Market: Dengan merampingkan proses validasi desain, prototyping membantu mengurangi siklus pengembangan produk secara keseluruhan, memungkinkan Anda untuk membawa produk Anda ke pasar lebih cepat.
-
Peningkatan komunikasi dan kolaborasi: Prototipe fisik berfungsi sebagai bahasa universal di antara desainer, insinyur, tim pemasaran, dan pemangku kepentingan. Ini memfasilitasi diskusi yang lebih jelas, menyelaraskan harapan, dan memastikan semua orang berada di halaman yang sama tentang produk akhir.
Metode Prototipe (cetakan pra-injeksi):
Sementara "cetakan injeksi prototipe" (menggunakan aluminium atau alat baja lunak untuk menjalankan volume rendah) ada, tahap sebelumnya dari prototipe sering menggunakan metode lain:
- Pencetakan 3D (manufaktur aditif):
- Keuntungan: Sangat cepat, hemat biaya untuk unit tunggal atau volume yang sangat rendah, memungkinkan geometri yang kompleks, dan perubahan desain berulang cepat.
- Kerugian: Sifat material biasanya tidak mereplikasi resin cetakan injeksi aktual (mis., Kekuatan, permukaan akhir, sifat termal), tidak cocok untuk volume tinggi, dan tidak dapat benar -benar memvalidasi proses cetakan injeksi itu sendiri. Terbaik untuk cek formulir awal dan pas.
- Pemesinan CNC:
- Keuntungan: Dapat mencapai presisi tinggi, bekerja dengan berbagai plastik tingkat teknik yang lebih dekat dengan bahan produksi akhir.
- Kerugian: Lebih mahal dan lebih lambat dari pencetakan 3D, terutama untuk bagian yang kompleks; Masih belum sepenuhnya mereplikasi stres/aliran cetakan injeksi.
- Casting vakum (casting uretan):
- Keuntungan: Baik untuk memproduksi batch kecil (10-50 unit) dari bagian-bagian yang secara erat mensimulasikan bagian cetakan injeksi dalam hal penampilan dan sifat mekanik tertentu, menggunakan cetakan silikon dari pola utama.
- Kerugian: Bukan bahan cetakan injeksi yang sebenarnya, dapat memiliki keterbatasan dalam ukuran dan kompleksitas bagian, dan hanya untuk volume yang sangat rendah.
Memahami biaya alat dan waktu tunggu (perkakas cetakan injeksi):
Perkakas, atau fabrikasi cetakan, adalah investasi di muka paling signifikan dalam cetakan injeksi. Memahami biaya dan waktu tunggu sangat penting untuk perencanaan proyek dan penganggaran.
Biaya perkakas:
Seperti dibahas sebelumnya dalam analisis biaya, biaya cetakan dipengaruhi oleh:
- Bagian kompleksitas: Desain yang rumit dengan toleransi yang ketat, fitur internal, undercuts (membutuhkan slide/lifter), atau tekstur halus menuntut desain cetakan yang lebih kompleks dan mahal dan proses pemesinan (mis., EDM, pemotongan kawat).
- Bahan cetakan:
- Aluminium (mis., 7075-t6): Lebih murah, lebih cepat ke mesin, cocok untuk prototipe atau produksi volume rendah (mis., 1.000 hingga 10.000 tembakan). Lebih lembut, jadi keausan bisa menjadi masalah untuk volume tinggi.
- P20 Steel (pra-hardened): Balance umum biaya dan daya tahan, baik untuk produksi volume menengah (mis., 10.000 hingga 100.000 tembakan).
- Baja yang dikeraskan (mis., H13, S7, NAK80): Paling mahal, tetapi menawarkan kekerasan yang unggul, ketahanan aus, dan umur panjang, penting untuk produksi volume tinggi (mis., 100.000 hingga jutaan tembakan) dan bagian yang membutuhkan toleransi ketat atau lapisan permukaan yang sangat baik.
- Jumlah rongga: Lebih banyak rongga meningkatkan biaya cetakan awal tetapi mengurangi biaya per-bagian dengan mempercepat produksi. Cetakan 4-rongga akan lebih mahal daripada cetakan rongga tunggal tetapi akan menghasilkan bagian empat kali lebih cepat.
- Hot Runner vs. Cold Runner System: Sistem pelari panas lebih kompleks dan mahal untuk membangun tetapi menghilangkan limbah pelari dan dapat mengurangi waktu siklus, menawarkan penghematan jangka panjang untuk produksi volume tinggi. Cetakan runner dingin lebih sederhana dan lebih murah di muka.
- Finishing permukaan: Hasil akhir yang mengkilap atau bertekstur membutuhkan pemolesan atau etsa cetakan yang lebih rumit, menambah biaya.
- Ukuran cetakan: Bagian yang lebih besar membutuhkan cetakan yang lebih besar, yang mengonsumsi lebih banyak baja dan membutuhkan lebih banyak waktu pemesinan.
- Overhead dan margin keuntungan pemasok: Ini bervariasi di antara produsen.
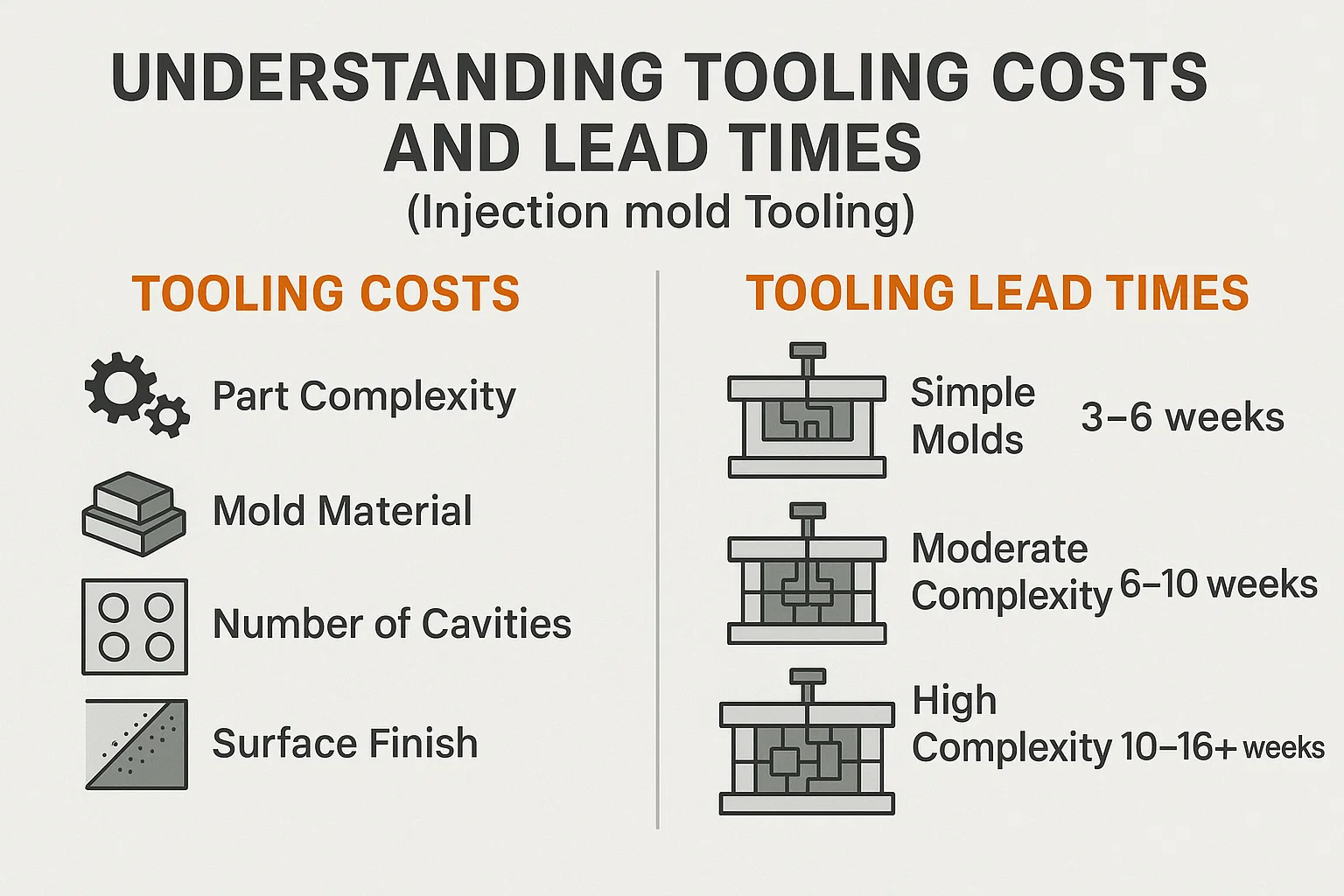
Perangkat waktu tunggu:
Waktu tunggu untuk fabrikasi cetakan di Cina dapat bervariasi secara signifikan berdasarkan kompleksitas:
- Cetakan sederhana (rongga tunggal, geometri dasar, baja aluminium/p20): Dapat berkisar dari 3-6 minggu .
- Kompleksitas sedang (multi-rongga, beberapa undercuts, baja P20): Khas 6-10 minggu .
- Kompleksitas tinggi (multi-rongga, pelari panas, undercuts kompleks, baja yang dikeraskan): Bisa mengambil 10-16 minggu .
Waktu tunggu ini termasuk desain, akuisisi material, pemesinan, perakitan, dan pengujian awal (uji coba T0). Sangat penting untuk mendapatkan garis waktu yang jelas dari pemasok Anda dan memasukkannya ke dalam jadwal proyek Anda secara keseluruhan. Keterlambatan dalam perkakas secara langsung memengaruhi waktu-ke-pasar Anda.
Merancang pertimbangan Produksi (DFM):
Merancang untuk manufakturabilitas (DFM), sering disebut sebagai desain untuk cetakan dalam konteks cetakan injeksi, adalah praktik mengoptimalkan desain produk untuk membuatnya lebih mudah, lebih hemat biaya, dan lebih dapat diandalkan untuk memproduksi menggunakan proses tertentu. Terlibat dalam DFM dengan mitra Cina Anda di awal fase desain adalah yang terpenting.
Pertimbangan DFM utama untuk cetakan injeksi meliputi:
- Ketebalan Dinding Seragam:
- Prinsip: Pertahankan ketebalan dinding yang konsisten di seluruh bagian sebanyak mungkin.
- Mengapa: Ketebalan dinding yang tidak rata menyebabkan pendinginan dan penyusutan yang tidak konsisten, menyebabkan cacat seperti warping, bekas tenggelam (depresi), dan tekanan internal. Itu juga membuat cetakan mengisi lebih menantang.
- Bagaimana: Jika variasi tidak dapat dihindari, lakukan transisi secara bertahap (mis., Gunakan fillet).
- Draft sudut:
- Prinsip: Tambahkan sedikit lancip ke semua dinding vertikal (permukaan yang sejajar dengan arah pembukaan cetakan).
- Mengapa: Memungkinkan bagian untuk dengan mudah mengeluarkan dari cetakan tanpa menempel, menggaruk, atau mendeformasi. Tanpa konsep yang cukup, bagian dapat macet, membutuhkan kekuatan ejeksi berlebihan yang merusak bagian dan cetakan.
- Rekomendasi: Minimum 0,5-1 derajat per sisi sering direkomendasikan untuk permukaan halus, dengan lebih banyak (mis., 2-5 derajat) yang diperlukan untuk permukaan bertekstur atau fitur dalam.
- Radii dan fillet (sudut bulat):
- Prinsip: Hindari sudut internal dan eksternal yang tajam. Sebaliknya, gunakan jari -jari yang murah hati (sudut eksternal bulat) dan fillet (sudut internal bulat).
- Mengapa: Sudut -sudut tajam menciptakan konsentrasi stres (titik di mana stres menumpuk), yang dapat menyebabkan kerusakan bagian selama pengusiran atau digunakan. Mereka juga menghambat aliran plastik, meningkatkan keausan cetakan, dan bisa sulit untuk ditempuh mesin. Filet mempromosikan aliran material yang lebih halus dan mengurangi stres.
- Rekomendasi: Jari -jari internal idealnya setidaknya 0,5 kali ketebalan dinding, dan jari -jari eksternal 1,5 kali ketebalan dinding.
- Meminimalkan Undercuts:
- Prinsip: Undercut adalah fitur apa pun yang mencegah bagian dari ditarik langsung dari cetakan di sepanjang arah pembukaan (mis., Lubang di samping, klip, fitur snap).
- Mengapa: Undercuts membutuhkan mekanisme cetakan tambahan dan mahal seperti slide (aksi samping), pengangkat, atau tarikan inti untuk memungkinkan bagian dikeluarkan. Ini menambah kompleksitas, biaya, dan pemeliharaan pada cetakan.
- Cara mengurangi:
- Desain ulang: Bisakah fitur dipindahkan atau didesain ulang untuk sejalan dengan arah pembukaan cetakan?
- Inti-tarik/slide: Jika penting, terima biaya dan kompleksitas perkakas yang ditambahkan.
- Bump-Offs: Untuk undercuts yang sangat kecil dan fleksibel (mis., Fitur berduri kecil), bagian ini mungkin berubah sedikit untuk "menabrak" fitur cetakan tanpa aksi samping, tetapi ini membutuhkan desain dan pilihan material yang cermat.
- Lokasi gerbang:
- Prinsip: Penempatan strategis gerbang (di mana plastik memasuki rongga cetakan) sangat penting.
- Mengapa: Memengaruhi aliran material, pola pengisian, potensi untuk garis las, tanda wastafel, dan vestige gerbang (tanda kecil di mana pelari dilepas).
- Pertimbangan: Biasanya ditempatkan di bagian paling tebal dari bagian untuk memastikan pengisian dan pengepakan yang tepat, atau di area non-posmetic. Perangkat lunak analisis aliran cetakan dapat mensimulasikan penempatan gerbang yang optimal.
- Penempatan pin ejector:
- Prinsip: Tempatkan pin ejector di area yang tidak akan kompromi estetika atau fungsionalitas, idealnya pada fitur yang kaku atau di mana tanda dapat diterima.
- Mengapa: Memastikan ejeksi yang halus tanpa mendeformasi atau merusak bagian tersebut.
- Pertimbangan: Pastikan pin ejector yang cukup digunakan, terutama di dekat tulang rusuk atau bos, untuk mendistribusikan kekuatan ejeksi secara merata.
- Rusuk dan bos:
- Prinsip: Gunakan iga untuk menambah kekuatan dan kekakuan tanpa meningkatkan ketebalan dinding secara keseluruhan. Bos adalah tonjolan silindris yang digunakan untuk pemasangan, pengikat, atau lokasi.
- Mengapa: Penggunaan material yang efisien untuk integritas struktural.
- Desain: Ketebalan tulang rusuk biasanya harus 40-60% dari ketebalan dinding nominal untuk menghindari tanda wastafel. Bos harus dirancang dengan konsep yang cukup dan pusat core-out untuk ketebalan dinding yang seragam.
- Toleransi:
- Prinsip: Tentukan toleransi hanya seketat yang diperlukan secara fungsional.
- Mengapa: Toleransi yang sangat ketat meningkatkan biaya cetakan, perkakas waktu tunggu, kesulitan produksi, dan biaya inspeksi.
- Pertimbangan: Diskusikan toleransi yang dapat dicapai dengan pabrikan Anda berdasarkan materi, ukuran bagian, dan jenis cetakan.
Mengelola Produksi dan Logistik
Setelah cetakan Anda diselesaikan dan disetujui, dan produksi dimulai, fokus bergeser untuk mengawasi proses pembuatan dan memastikan pengiriman suku cadang Anda yang sudah jadi dan hemat biaya. Mengelola jadwal produksi, pengiriman, dan bea cukai bisa rumit, tetapi dengan perencanaan dan komunikasi yang tepat, ini adalah proses yang dapat dikelola.
![]()
Jadwal produksi dan waktu tunggu:
Memahami faktor -faktor yang mempengaruhi waktu tunggu produksi sangat penting untuk menetapkan harapan yang realistis dan merencanakan rantai pasokan Anda.
- Perangkat waktu tunggu (seperti yang dibahas): Ini adalah waktu tunggu awal, seringkali terpanjang,. Setelah cetakan selesai dan divalidasi, produksi bagian aktual bisa sangat cepat.
- Volume Produksi:
- Volume rendah hingga sedang: Untuk berjalan lebih kecil (mis., Beberapa ribu hingga puluhan ribu bagian), produksi mungkin selesai dalam beberapa hari hingga beberapa minggu, tergantung pada kompleksitas bagian dan jumlah rongga cetakan.
- Volume Tinggi/Produksi Massal: Untuk ratusan ribu atau jutaan bagian, produksi akan menjadi proses yang berkelanjutan. Sedangkan waktu siklus per bagian sangat cepat, keseluruhan menjalankan produksi bisa membentang berminggu -minggu atau berbulan -bulan. Produsen akan sering menjadwalkan produksi Anda pada mesin dan shift tertentu.
- Bagian kompleksitas dan waktu siklus: Bagian yang lebih sederhana dengan waktu siklus yang lebih pendek secara alami akan diproduksi lebih cepat daripada bagian kompleks yang membutuhkan operasi sekunder yang lebih lama atau rumit.
- Ketersediaan materi: Pastikan materi yang Anda pilih tersedia untuk menghindari penundaan. Beberapa bahan khusus atau berwarna khusus mungkin memiliki waktu tunggu yang lebih lama dari pemasok resin ke pabrik cetakan.
- Operasi Sekunder: Jika bagian Anda memerlukan proses pasca-colding seperti melukis, mencetak, perakitan, atau kemasan khusus, ini akan menambah waktu tunggu keseluruhan. Pastikan ini diperhitungkan dalam timeline yang dikutip.
- Prosedur Kontrol Kualitas: Luas dan ketelitian dalam proses dan inspeksi kualitas akhir juga akan mempengaruhi jadwal produksi secara keseluruhan.
- Beban dan Penjadwalan Pabrik: Antrian dan kapasitas produksi pabrikan saat ini akan memainkan peran penting. Selalu bahas perkiraan waktu tunggu dengan pemasok Anda dan minta jadwal produksi terperinci.
- Liburan: Liburan nasional Tiongkok (terutama Tahun Baru Imlek, Golden Week, dan Festival Perahu Naga) dapat menyebabkan penutupan pabrik yang signifikan dan penundaan logistik. Rencanakan jadwal produksi Anda sekitar periode ini.
Strategi untuk mengelola jadwal produksi:
- Komunikasi yang jelas: Pertahankan komunikasi yang berkelanjutan dan jelas dengan pemasok Anda. Minta pembaruan rutin tentang status produksi, termasuk foto atau video dari jalur produksi.
- Jadwal produksi terperinci: Mintalah grafik Gantt atau garis waktu terperinci untuk setiap tahap produksi.
- Indikator Kinerja Utama (KPI): Setuju pada KPI tertentu, seperti output produksi harian, tingkat cacat, dan tanggal pengiriman.
- Pertemuan pra-produksi: Mengadakan pertemuan pra-produksi menyeluruh (virtual atau langsung) untuk meninjau semua spesifikasi, standar kualitas, dan jadwal sebelum produksi dimulai.
- Perencanaan Kontinjensi: Selalu bangun beberapa waktu buffer ke dalam jadwal Anda untuk penundaan yang tidak terduga (mis., Kekurangan material, kerusakan mesin, masalah kualitas, penundaan pengiriman).
Pertimbangan Pengiriman dan Logistik Saat Mengimpor Dari Cina:
Mengimpor barang dari Cina melibatkan beberapa langkah dan membutuhkan perencanaan yang cermat untuk memastikan produk Anda tiba dengan aman, tepat waktu, dan sesuai anggaran.
-
Incoterms (istilah komersial internasional): Ini adalah syarat yang diakui secara global yang mengklarifikasi tanggung jawab pembeli dan penjual untuk pengiriman barang berdasarkan kontrak penjualan. Penting untuk menentukan siapa yang membayar untuk apa dan siapa yang bertanggung jawab pada berbagai tahap pengiriman.
- Exw (ex works): Pembeli bertanggung jawab atas semua biaya dan risiko dari gerbang pabrik dan seterusnya. Harga unit termurah dari pabrik, tetapi paling kompleks untuk pembeli.
- Fob (gratis di papan): Penjual (pabrik) bertanggung jawab untuk mengirimkan barang ke pelabuhan pengiriman yang disebutkan dan memuatnya ke kapal. Pembeli mengasumsikan
- CIF (Biaya, Asuransi, dan Pengangkutan) / CFR (Biaya dan Pengangkutan): Penjual membayar biaya transportasi dan asuransi (CIF) atau hanya transportasi (CFR) ke pelabuhan tujuan yang disebutkan. Transfer risiko ke pembeli begitu barang dimuat ke kapal di pelabuhan asal. Kurang kontrol untuk pembeli.
- DDP (Delivered Duty): Penjual bertanggung jawab atas semua biaya dan risiko, termasuk bea cukai dan bea impor, sampai barang dikirim ke tujuan yang ditentukan pembeli. Paling nyaman bagi pembeli, tetapi harga penjual akan lebih tinggi.
- Rekomendasi: Untuk sebagian besar bisnis, Fob adalah keseimbangan yang baik, menawarkan kontrol biaya sambil menangani pabrik awal. Jika Anda baru mengimpor, DDP menawarkan kesederhanaan tetapi sering dengan biaya lebih tinggi yang diturunkan oleh pemasok.
-
Memilih metode pengiriman:
- Pengangkutan Laut (Pengangkutan Lautan):
- Keuntungan: Paling hemat biaya untuk volume besar, barang berat, atau tebal. Lebih ramah lingkungan.
- Kerugian: Waktu transit yang lama (biasanya 3-6 minggu ke Amerika Utara/Eropa, ditambah bea cukai). Kurang fleksibel.
- FCL (beban wadah penuh): Anda membayar dan menggunakan seluruh kontainer pengiriman (20ft atau 40ft). Paling hemat biaya per unit untuk volume besar.
- LCL (kurang dari beban wadah): Barang Anda berbagi ruang kontainer dengan pengiriman lainnya. Hemat biaya untuk volume yang lebih kecil yang tidak cukup untuk mengisi seluruh wadah, tetapi seringkali dengan waktu transit dan penanganan yang sedikit lebih lama.
- Pengangkutan Udara:
- Keuntungan: Waktu transit tercepat (biasanya 3-7 hari). Ideal untuk pengiriman mendesak, barang bernilai tinggi, atau barang-barang kecil yang ringan.
- Kerugian: Secara signifikan lebih mahal daripada angkutan laut. Biaya didasarkan pada berat atau berat volumetrik, mana yang lebih besar.
- Express Courier (mis., DHL, FedEx, UPS):
- Keuntungan: Layanan tercepat (1-5 hari), dari pintu ke pintu, sering menangani izin bea cukai untuk Anda. Ideal untuk sampel, prototipe, atau pengiriman yang sangat kecil dan mendesak.
- Kerugian: Paling mahal, tidak cocok untuk pengiriman yang lebih besar atau lebih berat karena biaya.
- Pengangkutan Laut (Pengangkutan Lautan):
-
Freight Forwarders:
- Peran: Freight Forwarder adalah pakar logistik yang menangani kompleksitas pengiriman internasional. Mereka memesan ruang kargo, menyiapkan dokumentasi, mengelola izin bea cukai, dan mengatur transportasi darat.
- Manfaat: Sederhanakan proses, sering menegosiasikan tarif yang lebih baik karena volume curah, dan memberikan keahlian dalam menavigasi peraturan.
- Rekomendasi: Kecuali jika Anda memiliki pengalaman dan volume yang signifikan, menggunakan pengangkut barang yang memiliki reputasi baik (baik yang berbasis di Cina atau negara asal Anda) sangat disarankan.
-
Kemasan:
- Pentingnya: Kemasan yang tepat sangat penting untuk melindungi bagian Anda selama transit.
- Pertimbangan: Gunakan karton yang kokoh, kemasan dalam yang sesuai (mis., Bungkus gelembung, sisipan busa, baki khusus) untuk mencegah goresan atau kerusakan, dan memastikan paletisasi untuk pengiriman yang lebih besar. Label dengan jelas semua karton dengan informasi produk, kuantitas, dan instruksi penanganan.
Bea Cukai dan Impor:
Menavigasi peraturan bea cukai dan menghitung bea impor adalah bagian yang kritis, dan seringkali kompleks, dari pengimpian dari Cina.
-
Kode Sistem Harmonisasi (HS):
- Pentingnya: Setiap produk yang diimpor secara internasional diklasifikasikan dalam kode HS tertentu. Kode ini menentukan bea dan peraturan impor yang berlaku di negara tujuan.
- Tindakan: Bekerja dengan pemasok dan/atau pengangkutan Anda untuk secara akurat menentukan kode HS yang benar untuk bagian cetakan injeksi plastik Anda. Klasifikasi yang salah dapat menyebabkan penundaan, denda, atau pembayaran tugas yang salah. Kode HS umum untuk produk plastik biasanya dimulai dengan Bab 39 (plastik dan artikelnya).
-
Penilaian Bea Cukai:
- Prinsip: Tugas biasanya dihitung berdasarkan "nilai bea cukai" barang, yang biasanya mencakup biaya barang, kadang -kadang pengiriman masuk, dan asuransi, tergantung pada incoterms.
-
Bea impor (tarif):
- Khusus negara: Tarif tugas sangat bervariasi oleh negara pengimpor dan kode HS spesifik.
- Perjanjian Perdagangan: Periksa apakah negara Anda memiliki perjanjian perdagangan bebas (FTA) dengan Cina yang mungkin mengurangi atau menghilangkan bea atas barang -barang tertentu.
- Tarif tambahan: Waspadai tarif tambahan, seperti tarif bagian 301 yang dikenakan oleh AS pada barang -barang Cina tertentu (termasuk banyak produk plastik dan perkakas). Ini dapat secara signifikan meningkatkan biaya mendarat Anda. Pada akhir 2024 / pertengahan 2025, tarif ini masih berlaku untuk banyak barang cetakan injeksi plastik dan perkakas dari Cina ke AS. Sangat penting untuk memasukkan ini ke dalam perhitungan biaya Anda.
- Tindakan: Konsultasikan situs web bea cukai negara Anda (mis., Usitc untuk Amerika Serikat, Badan Bea Cukai Nasional Anda) atau broker bea cukai untuk mendapatkan tarif tugas terkini untuk kode HS spesifik dan negara asal Anda.
-
Pajak Pertambahan Nilai (PPN) / Pajak Barang dan Jasa (GST):
- Pentingnya: Sebagian besar negara akan memungut PPN atau GST pada barang impor, biasanya dihitung berdasarkan nilai bea cukai ditambah bea. Ini biasanya dapat direklamasi oleh bisnis yang terdaftar PPN.
-
Dokumentasi yang diperlukan:
- Faktur Komersial: Dokumen penting yang merinci transaksi, termasuk info penjual/pembeli, deskripsi produk, jumlah, harga unit, nilai total, dan incoterms.
- Daftar Pengepakan: Rinci isi setiap paket, termasuk bobot dan dimensi.
- Bill of Lading (untuk angkutan laut) / Air Waybill (untuk angkutan udara): Kontrak pengangkutan dan penerimaan barang.
- Sertifikat Asal: Mengkonfirmasi negara tempat barang -barang diproduksi, penting untuk tugas dan perjanjian perdagangan.
- Sertifikasi lain: Bergantung pada produk, Anda mungkin memerlukan sertifikasi material, dokumen kepatuhan keselamatan (mis., CE, ROHS, FDA), atau laporan pengujian.
-
Pialang Bea Cukai:
- Peran: Profesional berlisensi yang berspesialisasi dalam bea cukai. Mereka menyiapkan dan mengirimkan dokumentasi, menghitung tugas, dan berkomunikasi dengan otoritas bea cukai atas nama Anda.
- Manfaat: Penting untuk menavigasi peraturan bea cukai yang kompleks, menghindari keterlambatan, dan memastikan kepatuhan. Sangat disarankan kecuali Anda memiliki keahlian in-house.

