 English
English Indonesia
Indonesia
Poliuretan Termoplastik (TPU) menjembatani kesenjangan antara karet fleksibel dan plastik kaku. Dikenal karena elastisitasnya yang luar biasa, ketahanan aus, dan kekuatan tariknya yang tinggi, TPU sangat disukai dalam industri manufaktur global. Namun, pemrosesan elastomer poliuretan yang unik ini memerlukan pemahaman mendalam tentang nuansa teknis yang tersembunyi.
Pdanuan ini memberikan wawasan tingkat teknis tentang properti TPU, parameter pemrosesan, rahasia desain cetakan, dan strategi pemecahan masalah untuk mengoptimalkan lini produksi Anda dan mengamankan manufaktur komponen B2B dengan hasil tinggi.
1. Sifat Utama & Dilema Seleksi
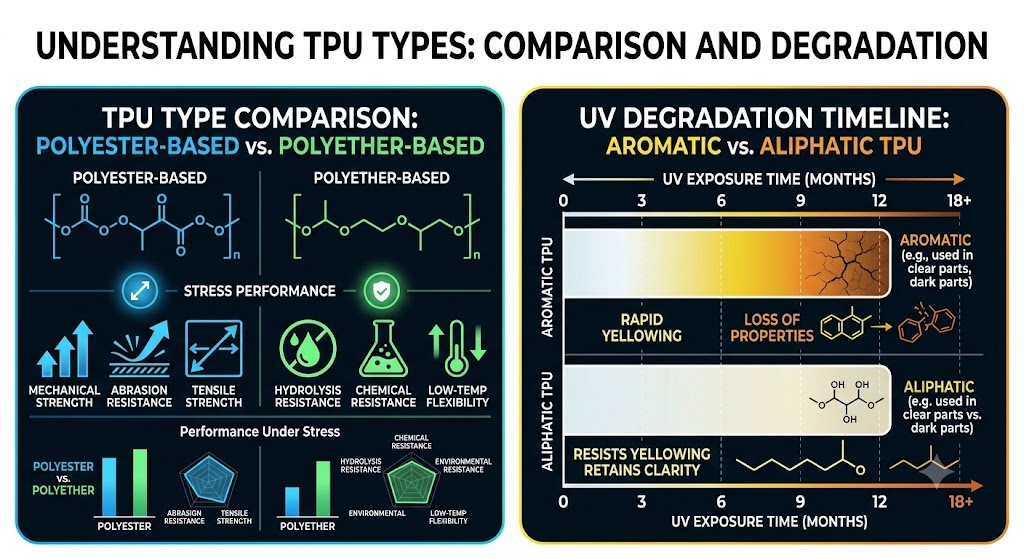
Memilih kualitas TPU yang tepat memerlukan pertimbangan lebih dari sekadar grafik kekerasan pantai dasar. Tim pengadaan industri dan desain produk pertama-tama harus menyeimbangkan perbedaan bahan kimia inti: TPU berbahan dasar poliester versus TPU berbahan dasar Polieter .
TPU berbahan dasar poliester:
- Kekuatan Mekanik: Ketahanan tarik dan sobek yang unggul.
- Ketahanan Abrasi: Sangat baik (Ideal untuk suku cadang dengan tingkat keausan tinggi seperti roda furnitur industri).
- Ketahanan Hidrolisis: Buruk (Rentan terhadap degradasi kelembaban).
- Fleksibilitas Suhu Rendah: Bagus.
- Resistensi Mikroba: Rendah.
TPU berbahan dasar polieter:
- Kekuatan Mekanik: Sedang.
- Ketahanan Abrasi: Bagus.
- Ketahanan Hidrolisis: Sangat baik (Ideal untuk lingkungan basah atau terendam).
- Fleksibilitas Suhu Rendah: Unggul (Menjaga elastisitas pada suhu sangat rendah).
- Resistensi Mikroba: Tinggi.
Pro-Tip: Biaya Tersembunyi dari Menguning
TPU aromatik standar memiliki struktur molekul yang terdegradasi di bawah radiasi UV, menyebabkan bagian bening berubah menjadi kuning yang tidak sedap dipandang. Untuk barang konsumen kelas atas, jaket kabel servo khusus, atau interior otomotif yang terlihat, para insinyur harus mencarinya nilai TPU alifatik . Kimia alifatik secara inheren menolak sinar UV, menjaga kejernihan optik dan stabilitas warna selama masa pakai produk yang lebih lama.
2. Persiapan Bahan: Melampaui Pengeringan Dasar
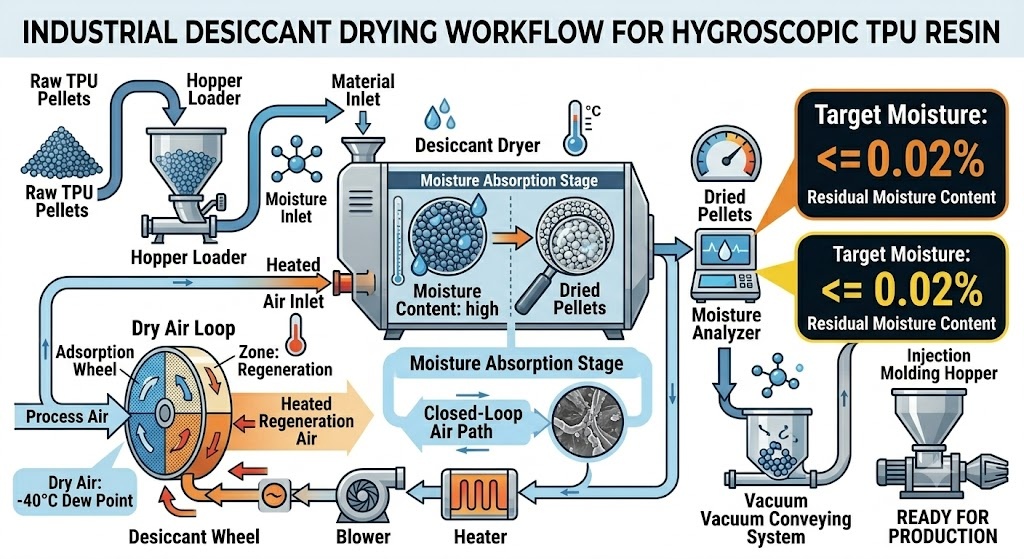
Jika ada satu titik kegagalan pada cetakan injeksi TPU, itu adalah kelembapan. TPU sangat higroskopis; itu secara aktif menyerap uap air dari udara sekitar. Pemrosesan resin basah mengarah ke degradasi hidrolitik yang ireversibel —reaksi kimia di mana air memutus rantai polimer poliuretan pada suhu tinggi, sehingga merusak sifat mekanik material.
- Metrik Titik Embun: Hopper udara panas standar tidak mencukupi. Anda harus menggunakan pengering pengering yang mampu mempertahankan titik embun -40°C atau lebih rendah.
- Parameter Pengeringan: Keringkan resin perawan di 80°C hingga 90°C untuk 3 hingga 4 jam . Kadar air target sebelum memasuki barel injeksi harus benar-benar tepat 0,02% atau kurang .
Tip Pro: Aturan Penyesalan 20%.
Meskipun pengurangan biaya industri mengharuskan penggunaan kembali sprue dan runner, sejarah termal TPU harus dikelola dengan ketat.
Hukum Emas: Jangan pernah mencampur lebih dari 15% hingga 20% penyesalan (potongan daur ulang) dengan resin murni.
Melebihi batas ini menyebabkan penurunan tajam pada kekuatan sobek asli komponen dan mempercepat estetika menguning. Selain itu, sisa penggilingan ulang menyerap kelembapan hingga dua kali lebih cepat dibandingkan pelet murni; itu harus menjalani pengeringan independen dan ketat sebelum dicampur ke dalam hopper.
3. Parameter Pengolahan: Mengalahkan Panas Geser
Menetapkan profil termal untuk TPU memerlukan pendekatan non-linier. Karena molekul TPU sangat sensitif terhadap gesekan, materialnya memiliki tingkat sensitivitas yang tinggi sensitivitas geser . Ketika mesin cetak injeksi memaksa elastomer cair melewati batasan yang ketat, hal itu menghasilkan gesekan internal yang sangat besar—dikenal sebagai pemanasan geser .
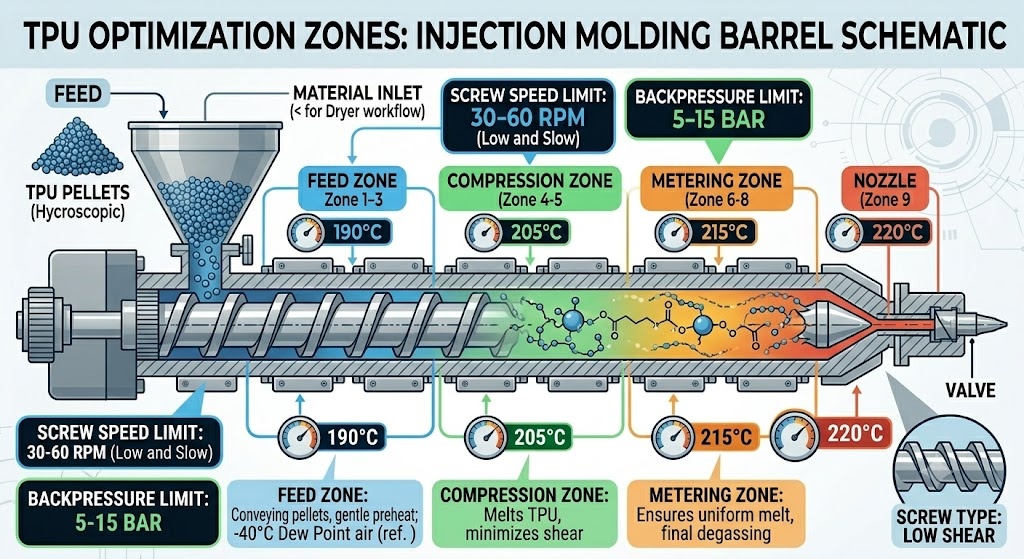
Untuk mencegah panas gesekan yang menyebabkan panas berlebih dan membakar material, terapkan “Rendah dan Lambat” strategi penyetelan mesin:
- Suhu Leleh: Pertahankan profil barel yang tepat di antara keduanya 190°C dan 220°C . Suhu melebihi 230°C akan memicu dekomposisi termal.
- Suhu Cetakan: Pertahankan dinding cetakan 20°C hingga 40°C . Cetakan yang lebih dingin mempercepat kristalisasi blok poliuretan, memungkinkan bagian tersebut terstrukturisasi dan dikeluarkan dengan bersih tanpa melengkung.
- Sekrup & Tekanan Balik: Atur kecepatan linier sekrup rendah ( 30 hingga 60 rpm ) dan tekanan balik minimal ( 5 sampai 15 bar ). Tekanan balik yang tinggi memaksa tegangan geser yang tidak perlu pada elastomer, memutus rantai polimer bahkan sebelum plastik meninggalkan nosel.
4. Rahasia Desain Cetakan untuk Elastomer Lengket
Prinsip desain cetakan standar yang dimaksudkan untuk plastik kaku seperti ABS atau Polipropilena akan gagal bila diterapkan pada TPU fleksibel. Elastomer lunak memerlukan kelonggaran geometris dan mekanis khusus dalam perkakas baja.
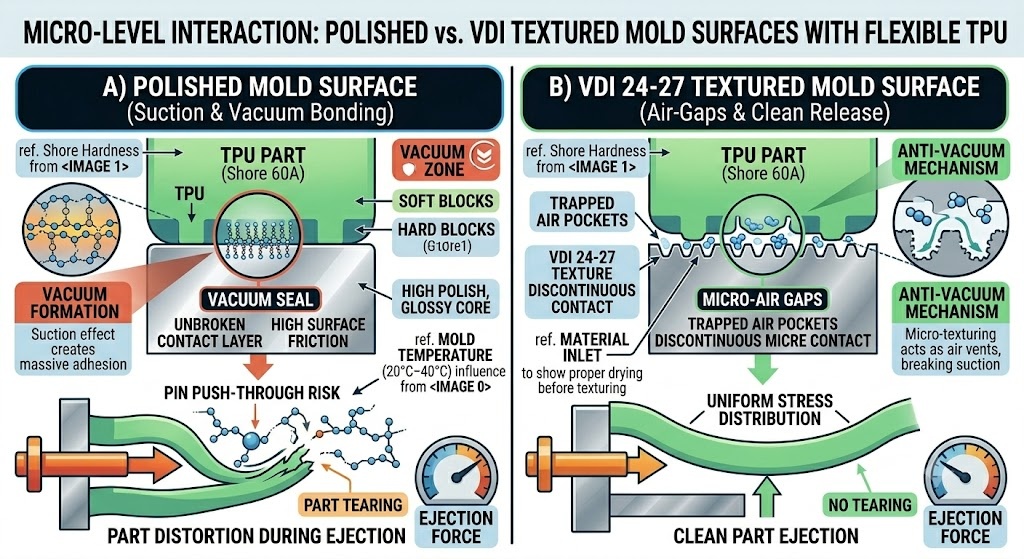
Mimpi Buruk Kekosongan yang Menempel
Nilai TPU lunak (Shore 60A hingga 85A) memiliki gesekan permukaan yang tinggi. Selama rangkaian pembukaan cetakan, elastomer halus bertindak seperti mangkuk pengisap, membentuk ruang hampa pada permukaan inti yang sangat halus dan mengkilap. Bagian tersebut akan menempel, berubah bentuk, atau sobek selama pelepasan mekanis.
- Solusinya: Hindari lapisan cermin dengan polesan tinggi. Sebaliknya, tentukan tekstur cetakan anti-vakum seperti ledakan manik ringan atau struktur EDM kimia ( VDI 24 hingga 27 ). Tekstur mikro ini memerangkap kantong-kantong kecil udara antara baja dan elastomer, memecahkan segel vakum dan berfungsi sebagai bahan pelepas mekanis bawaan.
Spesifikasi Ventilasi Mikro
Karena kecepatan injeksi yang cepat, gas yang terperangkap dapat dengan mudah menghanguskan material fleksibel. Namun, karena TPU mengalir dengan mudah di bawah tekanan, ventilasi yang terlalu besar akan menimbulkan kilatan cahaya.
- Aturan: Ventilasi gas mesin harus memiliki batas kedalaman mikro yang ketat 0,015 mm hingga 0,02 mm . Ini cukup sempit untuk menampung elastomer cair sekaligus membiarkan udara bertekanan keluar dengan aman.
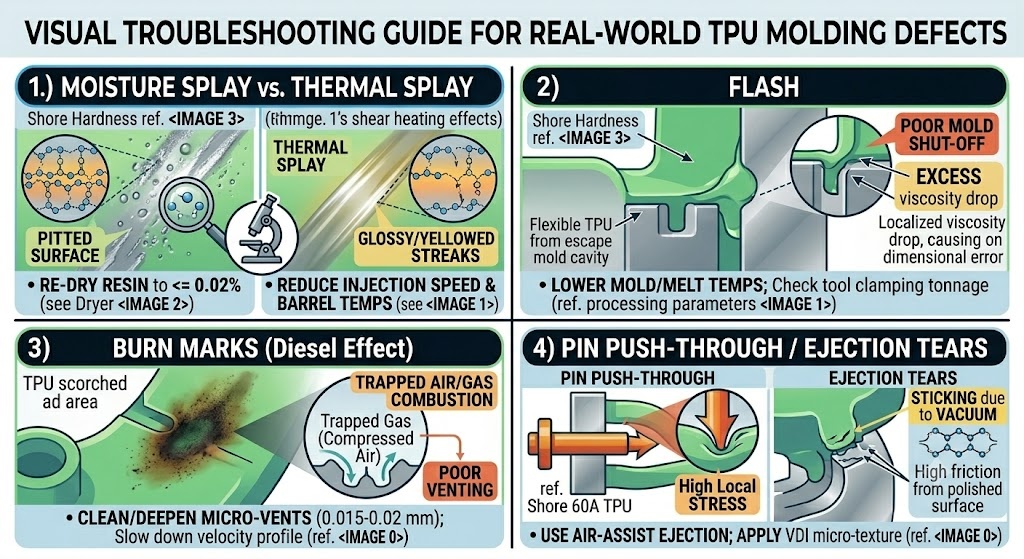
5. Matriks Pemecahan Masalah (Solusi Lapangan Tingkat Lanjut)
Ketika cacat muncul di lantai pabrik, mengidentifikasi akar penyebab sebenarnya memerlukan pembedaan antara indikator termal dan lingkungan. Gunakan panduan lapangan ini untuk pemecahan masalah yang cepat dan tepat sasaran:
-
Tanda Rentang (Garisan Keperakan)
-
Kemungkinan Akar Penyebabnya: Kerusakan hidrolitik atau termal.
-
Solusi Lapangan Tingkat Lanjut: Tes Mikroskop: Periksa garis-garis tersebut dengan pembesaran. Jika garis-garisnya kasar dan berlubang, berarti kelembapannya menyebar (waktu pengeringan bertambah). Jika garis-garisnya halus dan mengkilap, itu adalah pelebaran termal yang disebabkan oleh panas geser yang berlebihan (mengurangi kecepatan injeksi atau suhu nosel).
-
Flash (Kelebihan Bahan pada Jahitan)
-
Kemungkinan Akar Penyebabnya: Penurunan viskositas akibat injeksi berlebihan atau lokal.
-
Solusi Lapangan Tingkat Lanjut: Turunkan suhu leleh untuk meningkatkan viskositas, atau kurangi profil tekanan penahan. Periksa apakah gaya penjepitan alat sesuai dengan tonase yang dibutuhkan.
-
Bekas Luka Bakar (Efek Diesel)
-
Kemungkinan Akar Penyebabnya: Kompresi gas terperangkap dalam kantong yang tidak berventilasi.
-
Solusi Lapangan Tingkat Lanjut: Bersihkan dan perdalam ventilasi mikro (maks 0,02 mm). Perlambat profil kecepatan injeksi tepat sebelum lelehan memasuki zona pengisian akhir.
-
Bagian Lengket / Air Mata Ejeksi
-
Kemungkinan Akar Penyebabnya: Ikatan vakum atau pengepakan prematur.
-
Solusi Lapangan Tingkat Lanjut: Beralih ke sistem ejeksi bantuan udara (katup ledakan udara) bersama pin mekanis. Terapkan tekstur mikro VDI ke inti.
6. Tren Masa Depan: Pengadaan untuk Rantai Pasokan Ramah Lingkungan
Ketika merek-merek global bertransisi menuju ekonomi sirkular, persyaratan ESG internasional mengubah tolok ukur pengadaan B2B. Ekosistem industri manufaktur sedang bergerak cepat TPU Berbasis Bio and Elastomer PCR (Daur Ulang Pasca Konsumen). .
TPU berbasis bio modern menggantikan poliol tradisional yang berasal dari minyak bumi dengan alternatif yang bersumber dari tumbuhan (seperti tepung jagung atau minyak jarak), sehingga mengurangi jejak karbon hingga 40%.
Realitas Jendela Pemrosesan
Insinyur dan agen pengadaan harus menyadari bahwa TPU berbasis bio dan daur ulang memiliki dampak yang signifikan jendela pemrosesan yang lebih sempit dibandingkan bahan bakar fosil. Bio-polimer menunjukkan sensitivitas termal yang lebih tinggi dan toleransi geser yang lebih rendah. Menyesuaikan lantai pabrik Anda dengan material ramah lingkungan ini memerlukan peningkatan ke mesin cetak kontrol loop tertutup yang presisi, memprioritaskan pengaturan pengeringan pengering yang canggih, dan menggunakan tekstur alat yang dioptimalkan agar tetap kompetitif dalam rantai pasokan ramah lingkungan.

