 English
English Indonesia
Indonesia
Pendahuluan
Dalam cetakan injeksi plastik, permukaan akhir suatu bagian lebih dari sekadar pilihan kosmetik. Hal ini secara langsung memengaruhi bagaimana produk terasa di tangan konsumen, bagaimana cahaya memantulkan konturnya, dan yang lebih penting lagi, seberapa bersih komponen tersebut dikeluarkan dari rongga cetakan selama produksi. Memilih hasil akhir yang salah dapat menyebabkan goresan mikro, bekas kosmetik, atau komponen tersangkut di alat, sehingga meningkatkan tingkat kerusakan secara drastis.
Untuk menstandarisasi penyelesaian akhir ini di seluruh rantai pasokan, Masyarakat Industri Plastik (sekarang dikenal sebagai PLASTICS) menetapkan sistem klasifikasi penyelesaian permukaan SPI. Meskipun asosiasi ini telah memperbarui namanya, para pembuat perkakas dan insinyur manufaktur global masih secara umum menyebutnya sebagai “Standar SPI.”
Memahami nuansa standar ini—dan bagaimana berbagai polimer berinteraksi dengannya—adalah kunci untuk menyeimbangkan tujuan estetika dengan realitas produksi.

4 Klasifikasi Selesai SPI Utama
Standar SPI mengkategorikan hasil akhir menjadi empat tingkatan huruf yang berbeda (A, B, C, dan D), ditentukan oleh media dan metode yang digunakan untuk memoles baja cetakan. Dalam setiap tingkatan, angka 1 sampai 3 menunjukkan tingkat pemrosesan dan rata-rata kekasaran permukaan (Ra) yang dihasilkan.
Kelas A: Hasil Akhir Mengkilap/Mengkilap (Pemoles Berlian)
Hasil akhir Kelas A mewakili puncak kejernihan optik dan estetika kilap tinggi. Hasil akhir ini dicapai dengan memoles rongga cetakan dengan susah payah menggunakan pasta penggosok bubuk berlian dengan kualitas yang semakin halus.
- SPI A-1: Standar tertinggi, menggunakan pasta penggosok berlian Kelas 3 untuk mencapai kekasaran permukaan yang sangat halus sekitar 0,012 hingga 0,025 mikrometer Ra. Ini menghasilkan hasil akhir seperti cermin yang sangat reflektif.
- SPI A-2: Menggunakan pasta berlian Kelas 6, menghasilkan nilai Ra yang sedikit lebih tinggi (0,025 hingga 0,05 mikrometer) namun tetap mempertahankan kilap premium.
- SPI A-3: Dipoles dengan pasta berlian Kelas 15, menawarkan tampilan yang tajam dan mengkilap namun memungkinkan profil kekasaran yang sedikit lebih memaafkan (0,05 hingga 0,10 mikrometer Ra).
Wawasan Manufaktur:
Untuk mencapai hasil akhir Kelas A yang sebenarnya memerlukan baja cetakan berkualitas tinggi dengan kekerasan tinggi seperti NAK80 atau S136. Baja perkakas standar mengandung pengotor mikro atau porositas; ketika dipoles hingga tingkat A-1, kotoran ini “sobek”, meninggalkan lubang mikroskopis yang merusak hasil akhir.
Selain itu, permukaan Kelas A berfungsi sebagai kaca pembesar untuk cacat bagian internal—sedikit penyusutan volumetrik (tanda tenggelam) di belakang rusuk atau bagian atas akan langsung terlihat di bawah pantulan cahaya.
- Aplikasi Umum: Lensa optik, pipa lampu transparan, pelindung wajah, kaca spion, dan wadah elektronik konsumen kelas atas yang memerlukan tampilan hitam piano premium atau sebening kristal.
Kelas B: Hasil Akhir Semi-Gloss (Kertas Pasir)
Pelapis akhir Kelas B dirancang untuk suku cadang yang memerlukan penampilan rapi dan profesional tanpa biaya ekstrem atau kerapuhan lapisan cermin. Permukaan ini diperoleh dengan menggunakan amplas berbutir halus yang diaplikasikan dengan gerakan linier dan tumpang tindih.
- SPI B-1: Diselesaikan dengan kertas 600 grit, menghasilkan permukaan semi-gloss yang sangat bersih dengan kekasaran tipikal 0,05 hingga 0,10 mikrometer Ra.
- SPI B-2: Dipoles dengan kertas 400 grit, memberikan tampilan semi-gloss sedang (0,10 hingga 0,15 mikrometer Ra).
- SPI B-3: Dipoles dengan kertas 320 grit, menghasilkan kilau satin lembut dengan goresan mikro seragam yang terlihat (0,28 hingga 0,35 mikrometer Ra).
Wawasan Manufaktur:
Karena pemolesan kertas pasir menghasilkan pola goresan linier dan terarah pada cetakan, pembuat perkakas harus menyelaraskan goresan pemolesan dengan arah bukaan cetakan (jalur ejeksi). Jika garis pasir tegak lurus dengan arah tarikan, plastik yang dicetak akan mencengkeram alur mikro, menyebabkan bekas lecet dan kesulitan ejeksi yang parah selama proses produksi.
- Aplikasi Umum: Rumah peralatan konsumen, panel trim interior otomotif, penutup elektronik genggam, dan peralatan kantor komersial.

Kelas C: Hasil Akhir Matte (Pemoles Batu)
Hasil akhir Kelas C ditandai dengan tampilan matte yang lembut, kusam, dan tidak reflektif. Pembuat perkakas mencapai tekstur ini dengan menggunakan batu minyak profil (batu pasir) untuk menghaluskan baja cetakan secara agresif.
- SPI C-1: Dicapai dengan menggunakan batu pemoles halus 600 grit, menghasilkan hasil akhir matte yang halus (0,35 hingga 0,40 mikrometer Ra).
- SPI C-2: Diakhiri dengan batu 400 grit, menciptakan tekstur matte yang berbeda (0,45 hingga 0,55 mikrometer Ra).
- SPI C-3: Diselesaikan dengan batu 320 grit yang lebih kasar, menghilangkan semua bekas perkakas untuk menghasilkan tampilan matte yang lebih kasar dan rata (0,63 hingga 0,85 mikrometer Ra).
Wawasan Manufaktur:
Dalam aplikasi industri, Kelas C jarang dipilih semata-mata untuk “dekorasi” suatu bagian. Sebaliknya, ini adalah tujuan industri untuk mencapai “efisiensi biaya”. Tujuan utama pemolesan batu adalah dengan cepat dan ekonomis menghapus bekas pemesinan kasar (kerang dan alur) yang ditinggalkan oleh pemotong penggilingan CNC atau elektroda EDM. Ini adalah penyelesaian default untuk bagian yang tidak akan pernah dilihat oleh pengguna akhir.
- Aplikasi Umum: Tulang rusuk struktural internal, braket elektronik, komponen struktural otomotif, tangki bahan bakar, dan perangkat keras industri tersembunyi.
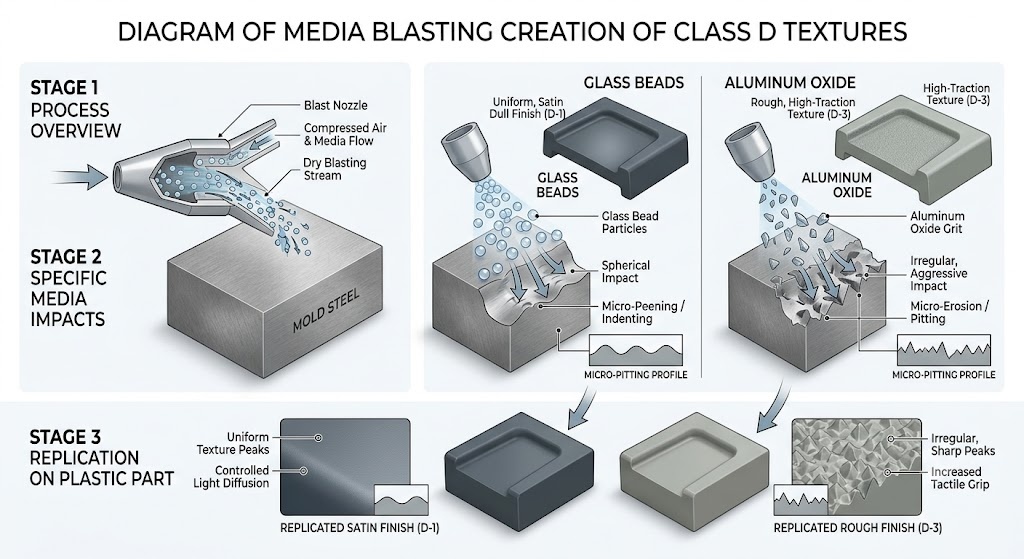
Kelas D: Hasil Akhir Bertekstur (Ledakan/Sandblasting)
Hasil akhir Kelas D memberikan kesan kasar, bertekstur berat, atau satin. Ini adalah proses tekstur “destruktif” di mana rongga cetakan terkena media kering yang diledakkan di bawah tekanan tinggi.
- SPI H-1: Dibuat dengan meledakkan baja cetakan dengan manik-manik kaca halus, menghasilkan hasil akhir kusam seperti satin yang seragam (0,80 hingga 1,10 mikrometer Ra).
- SPI H-2: Diledakkan dengan media tiup bermutu sedang atau pasir sehingga menghasilkan tekstur lebih kasar dan tidak licin (1,10 hingga 1,60 mikrometer Ra).
- SPI H-3: Diledakkan dengan aluminium oksida kasar atau butiran pasir berat, menghasilkan hasil akhir yang sangat halus, kasar, dan rata sepenuhnya (2,30 hingga 3,20 mikrometer Ra).
Wawasan Manufaktur:
Hasil akhir Kelas D luar biasa dalam menyembunyikan cacat permukaan seperti garis las atau bekas tenggelam kecil. Namun, para insinyur harus merencanakan “degradasi tekstur.” Dalam jangka waktu produksi yang panjang (misalnya, ratusan ribu siklus), plastik rekayasa abrasif seperti nilon berisi kaca akan secara perlahan mengikis dan “memoles” puncak tajam rongga cetakan yang rusak. Akibatnya, tekstur H-1 secara bertahap dapat berubah menjadi tekstur semi-matte seiring berjalannya waktu, sehingga cetakan harus ditarik dari produksi dan diledakkan kembali untuk mengembalikan spesifikasi aslinya.
- Aplikasi Umum: Gagang perkakas tugas berat, roda kemudi plastik, cangkang bagasi bertekstur, pegangan elektronik konsumen, dan penutup industri yang dirancang untuk menutupi sidik jari dan goresan.
Bagan Perbandingan Permukaan Akhir SPI
| Kelas SPI | Metode Finishing / Sedang | Rata-rata Kekasaran Khas (Ra - Mikrometer) | Rata-rata Kekasaran Khas (Ra - Microinches) | Penampilan Visual & Tingkat Kilap | Pengganda Biaya Perkakas Relatif |
|---|---|---|---|---|---|
| A-1 | Penggemar Berlian Kelas 3 | 0,012 hingga 0,025 | 0,5 hingga 1,0 | Cat Cermin Tinggi, Sangat Reflektif | 2,5x hingga 3,0x |
| A-2 | Penggemar Berlian Kelas 6 | 0,025 hingga 0,05 | 1.0 hingga 2.0 | Cermin Polandia, Reflektifitas Yang Baik | 2,0x hingga 2,5x |
| A-3 | Penggemar Berlian Kelas 15 | 0,05 hingga 0,10 | 2.0 hingga 4.0 | Gloss Tinggi, Refleksi Lembut | 1,5x hingga 2,0x |
| B-1 | 600 Kertas Pasir | 0,05 hingga 0,10 | 2.0 hingga 4.0 | Semi-Gloss, Kemilau Linier Halus | 1,3x |
| B-2 | 400 Kertas Pasir | 0,10 hingga 0,15 | 4.0 hingga 6.0 | Semi-Gloss Sedang | 1,2x |
| B-3 | 320 Kertas Pasir | 0,28 hingga 0,35 | 11.0 hingga 14.0 | Satin Lembut, Kemilau Ringan | 1,1x |
| C-1 | 600 Batu Pasir | 0,35 hingga 0,40 | 14,0 hingga 16,0 | Matte Halus, Non-Reflektif | 1,0x (Dasar) |
| C-2 | 400 Batu Pasir | 0,45 hingga 0,55 | 18.0 hingga 22.0 | Matte Sedang, Hasil Akhir Rata | 0,9x |
| C-3 | 320 Batu Pasir | 0,63 hingga 0,85 | 25,0 hingga 34,0 | Matte Kasar, Menghapus Bekas Alat | 0,8x |
| D-1 | Ledakan Manik Kaca Kering | 0,80 hingga 1,10 | 32,0 hingga 44,0 | Satin Kusam, Tekstur Mutiara Halus | 1,2x |
| H-2 | Ledakan Pasir Halus | 1,10 hingga 1,60 | 44,0 hingga 64,0 | Bertekstur Kusam, Datar Sepenuhnya | 1,3x |
| H-3 | Pasir Kasar/Ledakan Oksida | 2.30 hingga 3.20 | 90,0 hingga 130,0 | Tekstur Pegangan Taktil Sangat Kasar | 1,4x |
Faktor Kunci Saat Memilih Permukaan Akhir SPI
Memilih penyelesaian permukaan memerlukan trade-off yang diperhitungkan antara sifat material, geometri, dan anggaran. Berikut adalah faktor inti yang harus memandu Keputusan Manufaktur (DFM) Anda.
Pemilihan Bahan: Polimer Kristal vs. Amorf
Struktur molekul resin plastik Anda secara langsung menentukan seberapa baik resin tersebut mereplikasi hasil akhir cetakan.
- Polimer Amorf (misalnya, Polikarbonat, ABS, Akrilik/PMMA) memiliki tata letak molekul acak yang mengalir sempurna pada baja yang dipoles. Mereka unggul dalam mengambil lapisan berlian Kelas A untuk transparansi mutlak atau kilap tinggi.
- Polimer Kristal (misalnya, Nilon/PA, Polipropilena, Polietilen) mengalami kristalisasi terstruktur saat didinginkan, sehingga menyebabkan penyusutan yang lebih tinggi. Selain itu, jika Anda menambahkan serat kaca (GF) ke bahan ini untuk kekuatan, serat tersebut cenderung mengapung ke permukaan. Menentukan hasil akhir Kelas A pada 30% Nilon Berisi Kaca hanya membuang-buang modal—permukaannya pada dasarnya akan terlihat bergaris-garis dan berbintik-bintik. Bahan-bahan ini berkinerja jauh lebih baik pada penyelesaian Kelas C atau Kelas D.
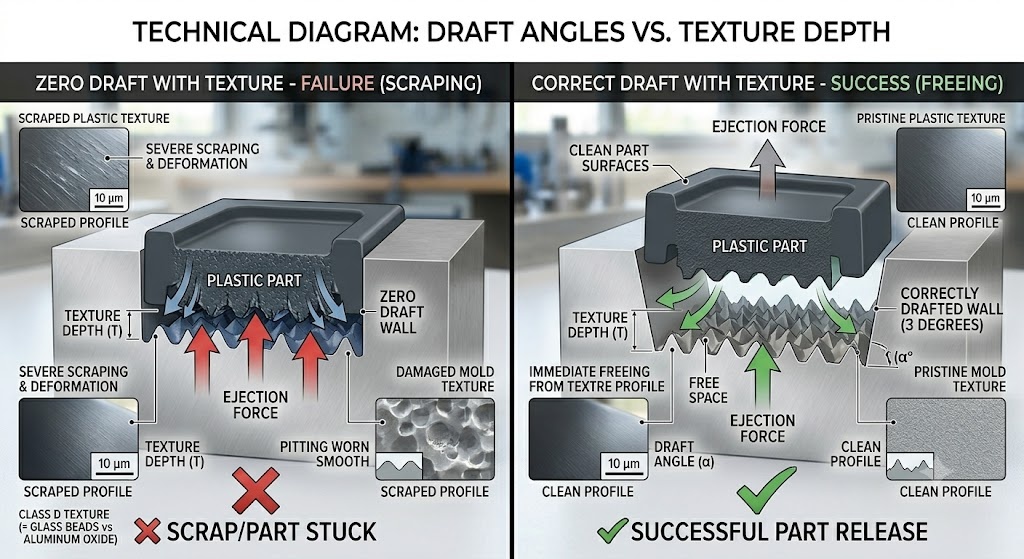
Penalti Sudut Draf
Tekstur permukaan menciptakan puncak dan lembah mikroskopis. Saat cetakan terbuka, bagian plastiknya harus terlepas dengan bersih. Jika dinding vertikal suatu bagian tidak mempunyai aliran udara yang cukup (lancip), baja bertekstur secara fisik akan mengikis, merobek, atau menandai plastik pendingin selama ejeksi.
- Aturan Emas Industri: Untuk penyelesaian halus standar (Kelas A dan B), sudut kemiringan minimum 0,5 hingga 1,0 derajat per sisi dapat diterima.
- Aturan Praktis Bertekstur: Untuk penyelesaian akhir sandblast Kelas D, Anda harus menambahkan sekitar 1 derajat sudut draft ekstra untuk setiap 0,025 mm (sama dengan 1 mil atau 0,001 inci) kedalaman tekstur. Kegagalan untuk memperhitungkan hal ini akan mengakibatkan tanda tarikan yang parah dan deformasi bagian.
Biaya Perkakas & Waktu Proses
Seperti yang ditunjukkan pada grafik perbandingan, penyelesaian Kelas A secara signifikan meningkatkan biaya produksi cetakan. Menyemir perkakas dengan tangan hingga hasil akhir A-1 dapat menambah waktu pengerjaan perkakas berhari-hari atau bahkan berminggu-minggu karena harus dilakukan langkah demi langkah (misalnya, Anda tidak dapat beralih dari batu dengan grit 320 langsung ke pasta berlian tanpa merusak matriks baja). Penyelesaian batu kelas C sejauh ini merupakan yang tercepat dan termurah untuk diproduksi.
Fungsionalitas Bagian
Pertimbangkan lingkungan penggunaan akhir. Hasil akhir Kelas A yang sangat mengkilap merupakan magnet gores yang terkenal dan langsung menunjukkan sidik jari berminyak. Jika suatu produk dimaksudkan untuk dipegang setiap hari (seperti pengontrol atau pegangan elektronik), tekstur satin Kelas D memberikan gesekan sentuhan sekaligus berhasil menyembunyikan keausan selama masa pakai produk.
Cara Menentukan Finishing SPI pada Gambar Teknik
Komunikasi yang jelas mencegah pengerjaan ulang perkakas yang mahal. Saat menyiapkan cetak biru produksi atau gambar teknik 2D, terapkan praktik terbaik industri berikut:
- Hindari Info Umum: Jangan pernah menulis “Permukaan Luar Polandia” di catatan gambar. Hal ini menyerahkan definisi sepenuhnya kepada interpretasi. Sebagai gantinya, gunakan info eksplisit seperti:
FINISH PERMUKAAN MENJADI SPI A-2 PADA WAJAH KOSMETIK YANG TERLIHAT. - Gunakan Spline Batas Tekstur: Jika satu bagian cetakan memiliki beberapa hasil akhir (misalnya, strip aksen mengkilap Kelas A pada wadah bertekstur Kelas D), gambarlah garis batas yang bersih dan putus-putus pada cetakan 2D Anda untuk menunjukkan zona transisi yang tepat.
- Standar Global Referensi Silang: Jika Anda berurusan dengan rantai pasokan global, mitra manufaktur Anda mungkin lebih terbiasa dengan VDI 3400 Eropa (yang didasarkan pada skala erosi percikan) atau katalog tekstur eksklusif seperti Mold-Tech. Catat nilai ekuivalennya jika berlaku (misalnya, SPI C-1 kira-kira sejajar dengan VDI 18 hingga 21).
- Permintaan Plakat Tekstur Fisik: Sebelum memberi izin kepada pembuat perkakas untuk membuat tekstur rongga cetakan bernilai ribuan dolar, mintalah chip sampel fisik yang dicetak di dalam rongga cetakan Anda. tepat bahan resin yang dipilih. Tekstur terlihat sangat berbeda pada Polipropilena alami dibandingkan pada Polikarbonat hitam.
Kesimpulan
Menguasai standar penyelesaian permukaan SPI menjembatani kesenjangan antara konsep desain industri dan kinerja manufaktur dunia nyata. Dengan memahami bahwa penyelesaian Kelas A memerlukan baja perkakas premium dan desain suku cadang yang sempurna, atau bahwa tekstur Kelas D memerlukan sudut rancangan yang besar, Anda dapat menghindari kemacetan produksi, menurunkan tingkat penolakan suku cadang, dan mengontrol anggaran perkakas Anda.
Selalu berkonsultasi dengan mitra cetakan injeksi Anda selama tahap awal DFM untuk menyelaraskan pilihan material, rancangan geometris, dan standar SPI yang diinginkan sebelum memotong baja.

