 English
English Indonesia
Indonesia
Flash adalah salah satu cacat paling umum pada cetakan injeksi — dan salah satu yang paling salah didiagnosis. Sirip tipis dari material berlebih yang muncul pada garis perpisahan, pin ejektor, atau antarmuka sisipan sering kali disebabkan oleh parameter proses saja, padahal penyebab utamanya sering kali adalah perkakas. Panduan ini memberikan kerangka diagnostik sistematis yang mencakup ketujuh kategori akar permasalahan, standar pencegahan terukur, dan matriks prioritas tindakan perbaikan untuk menghilangkan flash secara efisien.
1. Apa Itu Cetakan Berkedip?
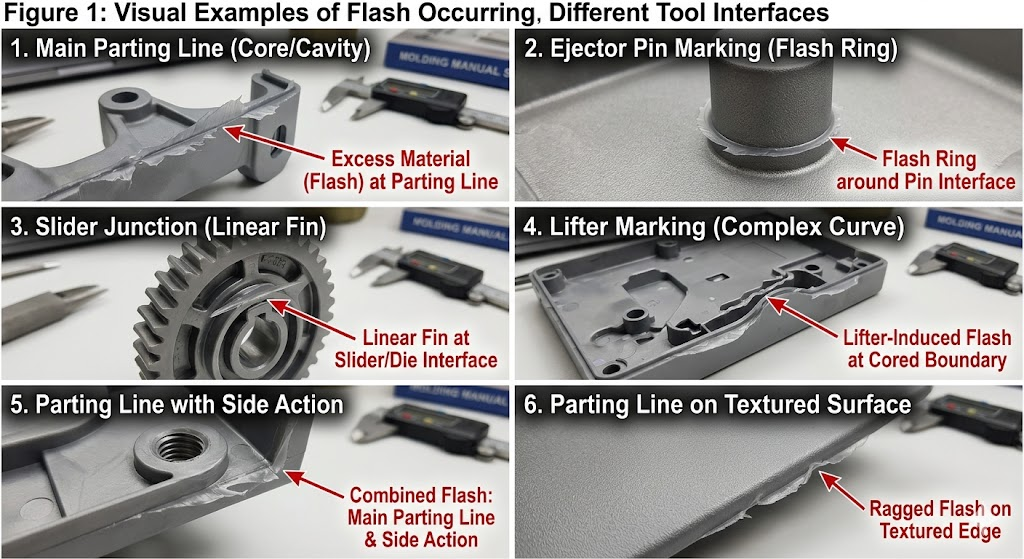
Flash (juga: flashing, burr) adalah bahan berlebih yang keluar dari rongga cetakan melalui celah apa pun pada alat sebelum dibekukan. Tampak sebagai sirip tipis, jaring, atau tepi berbulu yang menempel pada bagian di:
- Garis perpisahan — lokasi paling umum
- Antarmuka pin ejektor — cincin kilat melingkar di sekeliling permukaan pin
- Antarmuka geser dan pengangkat — sirip linier di sepanjang permukaan kontak aksi samping
- Sisipkan batasan — pada perimeter sisipan logam pada cetakan sisipan
- Lokasi ventilasi — jika ventilasi terlalu besar atau terkikis
- Permukaan penutup — dalam fitur inti dan lubang tembus
Flash bukan sekedar kosmetik. Hal ini menambah operasi pemangkasan sekunder, menimbulkan risiko gangguan perakitan, menimbulkan tepi tajam (bahaya cedera dan kegagalan segel), dan dalam aplikasi medis atau kontak makanan memicu ketidakpatuhan terhadap peraturan. Lebih penting lagi, hal ini menandakan adanya celah dalam sistem cetakan yang, jika tidak ditangani, akan semakin melebar pada setiap pengambilan gambar.
2. Tujuh Kategori Akar Penyebab
Kilatan api selalu mempunyai penyebab langsung yang sama — material yang berada di bawah tekanan menemukan celah. Namun asal muasal kesenjangan tersebut terbagi dalam tujuh kategori berbeda, yang masing-masing memerlukan tindakan perbaikan yang berbeda.
2.1 Kekuatan Penjepit Tidak Memadai
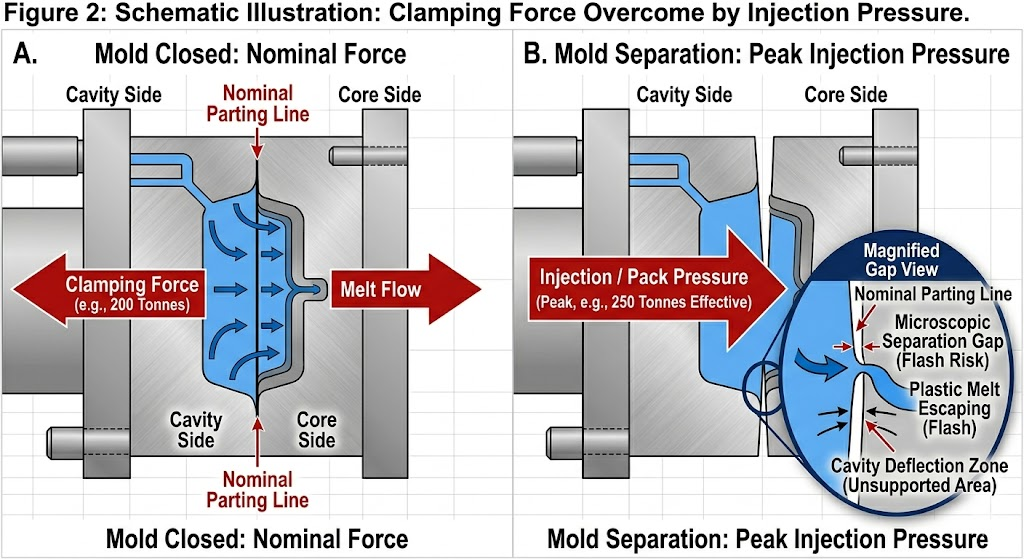
Penyebab yang paling sering diabaikan. Jika tekanan injeksi melebihi gaya penjepit efektif pengepres pada area yang diproyeksikan pada bagian dan sistem pelari, pelat cetakan akan terpisah sesaat selama pengisian dan pengepakan — menciptakan celah dinamis pada garis perpisahan.
Pemeriksaan diagnostik:
Gaya penjepit yang diperlukan (ton) = Luas proyeksi (cm²) × Tekanan rongga (MPa) 100Untuk bagian dengan luas proyeksi 180 cm² (termasuk runner) yang diisi dengan tekanan rongga rata-rata 80 MPa:
Penjepit yang dibutuhkan = 180 × 80 100 = minimal 144 tonTambahkan margin keamanan 20–25% → Minimal 175–180 ton.
Menjalankan bagian ini dengan mesin press seberat 150 ton akan menghasilkan garis perpisahan yang cepat terlepas dari penyesuaian parameter lainnya.
Kesalahan umum: Menghitung luas proyeksi dari bagiannya saja, tidak termasuk sistem runner. Sariawan, runner, dan gerbang menyumbang area proyeksi dan tekanan rongga yang signifikan.
| Bahan | Kisaran Tekanan Rongga Khas | Aturan Praktis Kekuatan Penjepit |
|---|---|---|
| PP, PE (dinding tipis) | 40–80 MPa | 0,4–0,8 ton/cm² |
| ABS, PS | 50–90MPa | 0,5–0,9 ton/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 ton/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 ton/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 ton/cm² |
| POM | 70–110 MPa | 0,7–1,1 ton/cm² |
2.2 Keausan atau Kerusakan Permukaan Perpisahan
Permukaan perpisahan (PS) adalah penutup utama antara rongga dan atmosfer. Setiap penyimpangan dari kerataan sempurna — baik karena keausan, kerusakan akibat benturan, erosi percikan EDM, atau kekerasan permukaan yang tidak memadai — memungkinkan material terlepas.
Toleransi kritis:
| Ukuran Cetakan | Deviasi Kerataan PS Maks yang Diijinkan | Kekerasan Baja yang Direkomendasikan |
|---|---|---|
| Kecil (<250 × 250 mm) | 0,005mm | 48–52 HRC |
| Sedang (250–500 mm) | 0,008mm | 48–52 HRC |
| Besar (>500mm) | 0,010–0,012mm | 44–48 HRC |
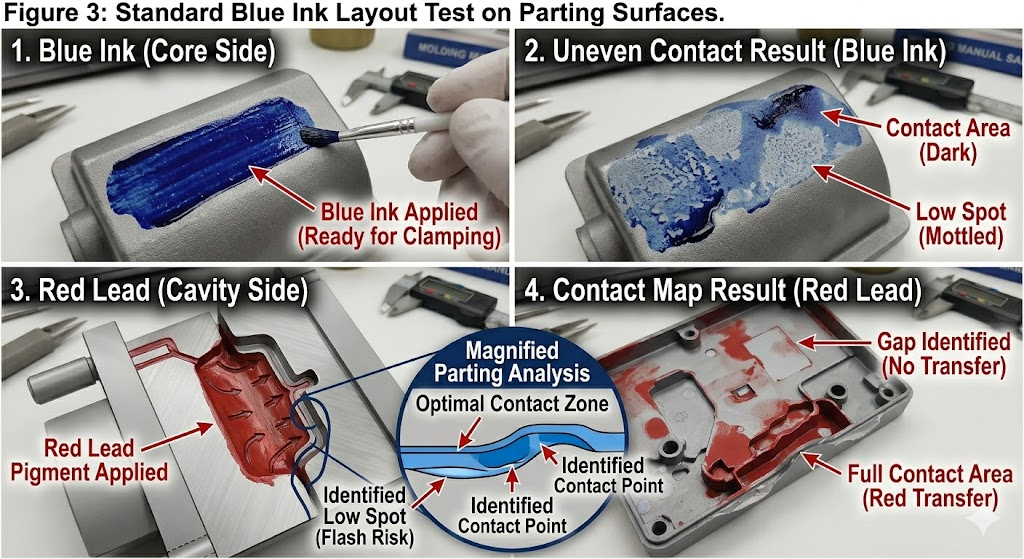
Protokol inspeksi: Tes transfer tinta biru atau pengukur rasa menyapu seluruh permukaan perpisahan. Celah apa pun yang >0,010 mm pada material komoditas atau >0,005 mm pada material dengan viskositas rendah (LCP, PPS) merupakan risiko kilat.
Metode perbaikan berdasarkan tingkat keparahan:
| Jenis Kerusakan | Metode Perbaikan | Waktu Pimpin |
|---|---|---|
| Keausan ringan (area rendah <0,05 mm) | Pengelasan laser memoles ulang | 1–3 hari |
| Keausan sedang (0,05–0,2 mm) | Pengelasan semprot atau mesin las TIG dikerjakan ulang | 3–5 hari |
| Kerusakan akibat benturan/penyok | Pengelasan laser EDM menyala kembali | 2–4 hari |
| Keausan yang meluas (>0,2 mm) | Skim ulang PS penuh pada penggiling permukaan | 3–7 hari |
| Flash berulang kali di lokasi yang sama | Pengelasan permukaan keras (Stellite) dipoles ulang | 5–10 hari |
2.3 Kecepatan atau Tekanan Injeksi Berlebihan
Bahkan cetakan yang sempurna secara geometris akan berkedip jika parameter proses mendorong tekanan rongga melebihi kapasitas gaya penjepit, atau jika kecepatan injeksi cukup tinggi untuk menciptakan efek baji hidrolik pada garis perpisahan sebelum tonase penjepit berkembang sepenuhnya.
Kondisi proses yang memicu flash:
- Kecepatan injeksi disetel sangat tinggi sehingga rongga terisi dalam waktu <0,3 detik — lonjakan tekanan puncak melebihi kapasitas penjepit untuk sementara waktu
- Tekanan paket diatur di atas 80% tekanan injeksi pada material dengan viskositas rendah
- Waktu tahan diperpanjang melampaui pembekuan gerbang — tekanan lanjutan setelah pembekuan gerbang mentransfer gaya ke pelat cetakan, bukan pengepakan bagian
- Temperatur leleh terlalu tinggi — mengurangi viskositas, material mengalir lebih agresif ke celah mana pun
Urutan penyesuaian proses (sebelum intervensi perkakas):
- Kurangi kecepatan injeksi sebanyak 10% — periksa apakah lampu kilat berkurang
- Kurangi tekanan paket hingga 60–70% dari tekanan pengisian
- Pastikan waktu tunggu tidak melebihi waktu pembekuan gerbang (gunakan studi pembekuan gerbang)
- Kurangi suhu leleh sebesar 5–10°C
- Jika flash tetap ada setelah keempat penyesuaian — penyebab utama adalah perkakas, bukan proses
2.4 Viskositas Bahan Terlalu Rendah
Bahan dengan viskositas rendah mengalir ke celah yang dijembatani oleh bahan dengan viskositas standar. Inilah sebabnya mengapa grade PPS, LCP, dan PA dengan berat molekul rendah memerlukan toleransi permukaan perpisahan yang lebih ketat dibandingkan ABS atau PP.
Melt Flow Index (MFI) sebagai indikator risiko kilat:
| Kisaran LKM (g/10 mnt) | Kategori Risiko Flash | Kesenjangan PS Maks yang Diijinkan |
|---|---|---|
| <5 | Rendah | 0,020 mm |
| 5–20 | Sedang | 0,015mm |
| 20–50 | Tinggi | 0,010 mm |
| > 50 (misalnya, LCP, PP berdinding tipis) | Sangat Tinggi | 0,005–0,008mm |
Variasi lot bahan: LKM dapat bervariasi ±15–25% antar lahan dalam kelas yang sama. Cetakan yang berjalan pada ambang batas flash dengan satu lot mungkin akan berkedip pada lot berikutnya. Selalu periksa LKM yang masuk terhadap data kualifikasi cetakan.
2.5 Suhu Cetakan Terlalu Tinggi
Peningkatan suhu cetakan mengurangi viskositas lapisan leleh yang bersentuhan dengan permukaan perpisahan, memperpanjang jangka waktu di mana bahan cukup cair untuk menembus celah. Hal ini sangat penting untuk:
- Bahan kristal dengan titik leleh tajam (POM, PPS, PA)
- Bahan berjalan mendekati batas atas kisaran suhu cetakan yang direkomendasikan
- Cetakan hot runner tempat perendaman panas berjenis dapat meningkatkan suhu pelat cetakan secara lokal
Aturan praktisnya: Setiap peningkatan suhu cetakan sebesar 10°C di atas suhu minimum yang disarankan akan meningkatkan sensitivitas nyala api sekitar satu tingkat viskositas — setara dengan peningkatan 20% pada MFI.
2.6 Kekurangan Desain Cetakan
Fitur geometris dalam desain cetakan yang menimbulkan risiko kilatan yang melekat:
Bentang permukaan perpisahan yang tidak didukung: Permukaan perpisahan datar yang besar tanpa pilar penyangga membelok di bawah tekanan rongga. Pelat cetakan berukuran 400 × 400 mm yang tidak didukung dari baja P20 menyimpang 0,03–0,08 mm pada 80 MPa — cukup untuk menghasilkan kilatan cahaya di sekelilingnya.
Aturan desain pilar pendukung: Rentang maksimum yang tidak didukung antara pilar pendukung = 150 mm untuk cetakan tugas sedang. Tambahkan pilar pada bagian tengah 120–130 mm untuk material bertekanan tinggi (PC, PPS).
Lebar lahan pada garis perpisahan tidak mencukupi: “Tanah” – pita datar sempit yang berbatasan langsung dengan rongga pada permukaan perpisahan – harus cukup lebar untuk menahan deformasi yang disebabkan oleh tekanan. Lebar lahan minimum yang disarankan:
| Bahan | Lebar Lahan Minimal |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
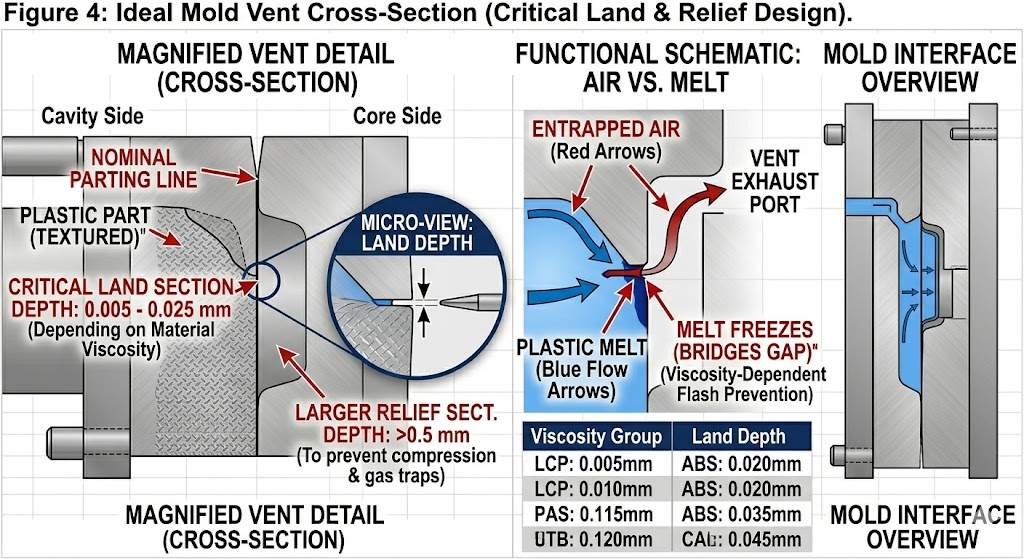
Kedalaman ventilasi terlalu dalam: Ventilasi adalah celah yang disengaja — jika terlalu besar, akan menjadi generator lampu kilat. Pedoman kedalaman ventilasi standar:
| Bahan | Kedalaman Ventilasi (bagian tanah) | Kedalaman Ventilasi (bagian bantuan) |
|---|---|---|
| PP, PE | 0,015–0,025mm | 0,5–0,8mm |
| ABS, PS | 0,010–0,020mm | 0,5–0,8mm |
| PA, POM | 0,010–0,015mm | 0,3–0,5mm |
| PC, PC/ABS | 0,008–0,015mm | 0,3–0,5mm |
| PPS, LCP | 0,005–0,010mm | 0,2–0,3 mm |
2.7 Komponen Bergerak yang Aus atau Tidak Sejajar
Aksi samping, pengangkat, penarik inti, dan pin ejektor menciptakan antarmuka dinamis yang bergerak setiap siklus. Antarmuka ini semakin aus dan merupakan sumber flash paling umum dalam produksi volume tinggi yang sebelumnya bebas flash.
Lampu kilat pin ejektor: Jarak bebas antara diameter pin dan diameter lubang harus dijaga dalam batas yang ketat. Izin standar berdasarkan bahan:
| Bahan | Jarak Bebas Pin Ejektor (per sisi) |
|---|---|
| PP, PE, ABS | 0,010–0,020mm |
| PA, POM | 0,008–0,015mm |
| PC, PC/ABS | 0,005–0,012mm |
| PPS, LCP | 0,003–0,008mm |
Jarak bebas di atas batas ini menghasilkan pin flash yang terlihat. Di bawahnya, pin mengikat dan mematahkan. Ini adalah masalah pengelolaan keausan — jarak bebas pin harus diverifikasi setiap 100.000–200.000 pengambilan gambar pada perkakas bervolume tinggi.
Flash antarmuka geser dan pengangkat: Keausan pada pelat aus (gib) yang memandu gerakan samping memungkinkan permukaan geser bergeser 0,01–0,05 mm dari permukaan tempat duduknya — cukup untuk lampu kilat. Pelat keausan Gib harus merupakan komponen yang dapat diganti pada setiap cetakan produksi, dengan interval pemeriksaan yang ditentukan dalam rencana pemeliharaan cetakan.
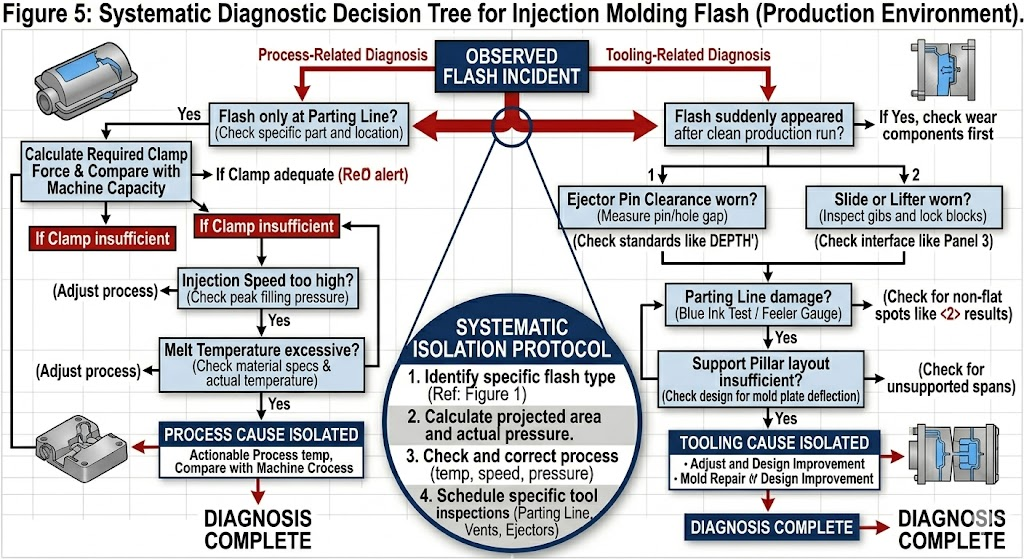
3. Pohon Keputusan Diagnostik Flash
Gunakan urutan ini untuk mengidentifikasi akar permasalahan tanpa pembongkaran cetakan yang tidak perlu:
FLASH DIPERHATIKAN│├── Flash hanya pada garis perpisahan?│ ├── YA → Periksa perhitungan gaya penjepit terlebih dahulu│ │ → Kemudian periksa kerataan PS (uji tinta biru)│ │ → Kemudian kurangi kecepatan injeksi/tekanan pengepakan│ └── TIDAK → Lanjutkan di bawah│├── Berkedip hanya pada pin ejektor?│ └── YA → Ukur jarak bebas pin ke lubang│ → Periksa panjang pin (pin panjang = tekanan kontak lebih tinggi)│ → Pastikan pelat balik ejektor terpasang dengan benar sebelum klem ditutup│├── Berkedip pada antarmuka slide/pengangkat?│ └── YA → Periksa pelat keausan gib (feeler gauge)│ → Periksa gaya duduk geser/sudut penguncian│ → Verifikasi kontak blok tumit│├── Berkedip di ventilasi?│ └── YA → Ukur kedalaman ventilasi (target: potong ulang sesuai spesifikasi)│ → Periksa erosi ventilasi (bahan berisi kaca abrasif)│├── Flash tiba-tiba muncul setelah X pengambilan gambar produksi bersih?│ └── YA → Penyebab terkait keausan (gib, permukaan perpisahan, pin ejektor)│ → Jadwalkan pemeriksaan cetakan / pemeliharaan preventif│└── Hadiah kilat dari cetakan pertama cetakan baru? └── YA → Masalah kualitas desain atau bangun → Verifikasi perhitungan gaya penjepit → Verifikasi kualitas penggilingan permukaan perpisahan → Periksa tata letak pilar pendukung → Verifikasi kedalaman ventilasi berdasarkan spesifikasi
4. Standar Pencegahan berdasarkan Fase Pembuatan Cetakan
Pencegahan flash yang paling hemat biaya terjadi sebelum cetakan pertama kali dijalankan.
4.1 Tahap Desain
- Jalankan simulasi tekanan rongga Moldflow — pastikan tekanan rongga puncak × area yang diproyeksikan tidak melebihi 80% dari kapasitas penjepit tekan yang direncanakan
- Rancang pilar penyangga pada pusat ≤150 mm untuk semua tekanan rongga >60 MPa
- Tentukan lebar lahan minimum per kategori material (Bagian 2.6)
- Desain kedalaman ventilasi sesuai spesifikasi material — jangan bergantung pada tunjangan pemesinan default
- Tentukan jarak bebas pin ejektor pada gambar cetakan — harus tercantum pada blok toleransi, tidak boleh diserahkan kepada penilaian masinis
4.2 Fase Pembuatan Cetakan
- Verifikasi kerataan permukaan perpisahan pada penggiling permukaan sebelum perakitan akhir — pengukuran dokumen
- Tes tinta biru setelah perakitan penuh — 100% kontak permukaan perpisahan diperlukan sebelum percobaan pertama
- Ukur dan catat semua jarak bebas pin ejektor — minimal 5 pin sampel per cetakan, set lengkap untuk cetakan kritis
- Verifikasi tempat duduk geser di bawah beban penjepit tekan sebelum injeksi pertama — gunakan tanah liat atau film Fuji Prescale
4.3 Tahap Uji Coba Pasal Pertama
- Mulai dengan kecepatan injeksi 50% dan tekanan kemasan 60% — tingkatkan secara bertahap
- Catat batas atas jendela proses (onset flash) — ini adalah parameter kualifikasi cetakan yang penting
- Lebar jendela proses dokumen: perbedaan antara permulaan short-shot dan permulaan flash harus ≥15% dari tekanan injeksi untuk cetakan yang kuat
4.4 Tahap Produksi
- Tetapkan interval perawatan preventif untuk: pemeriksaan permukaan bagian (setiap 200.000 pengambilan gambar), pengukuran pelat keausan gib (setiap 150.000 pengambilan gambar), pemeriksaan jarak bebas pin ejektor (setiap 100.000 pengambilan gambar untuk alat bervolume tinggi)
- Lacak insiden lampu kilat berdasarkan lokasi di sistem SPC — lampu kilat progresif di satu lokasi menandakan keausan sebelum menjadi pelepasan yang berkualitas
- Memelihara catatan pemeriksaan masuk LKM yang penting — menghubungkan insiden kilat dengan data LKM
5. Matriks Prioritas Tindakan Korektif
Ketika flash terjadi dalam produksi, gunakan matriks ini untuk memprioritaskan tindakan perbaikan berdasarkan biaya dan efektivitas:
| Tindakan | Biaya | Saatnya Menerapkan | Efektivitas | Prioritas |
|---|---|---|---|---|
| Kurangi kecepatan injeksi/tekanan pengepakan | Nol | Segera | Tinggi (if process-caused) | 1 |
| Verifikasi kecukupan kekuatan klem — pindah ke tekanan yang lebih besar | Rendah | Pergeseran yang sama | Definitif untuk flash yang disebabkan oleh penjepit | ke-2 |
| Tes tinta biru — mengidentifikasi celah kontak PS | Rendah | 2–4 jam | Diagnostik, bukan korektif | ke-3 |
| Perbaikan las laser pada titik rendah PS | Sedang | 1–3 hari | Permanen untuk flash yang disebabkan oleh keausan | ke-4 |
| Ganti pelat aus gib yang aus | Rendah–Medium | 4–8 jam | Permanen untuk flash slide | tanggal 5 |
| Ganti pin ejector (celah terlalu besar) | Rendah | 4–8 jam | Permanen untuk pin flash | tanggal 6 |
| Giling kembali permukaan perpisahan | Sedang | 3–7 hari | Permanen untuk keausan PS secara luas | tanggal 7 |
| Tambahkan pilar pendukung (kekurangan desain) | Tinggi | 2–4 minggu | Permanen untuk flash yang disebabkan oleh defleksi | tanggal 8 |
| Meningkatkan kekerasan baja (masukkan kembali ke dalam baja yang lebih keras) | Tinggi | 3–6 minggu | Pencegahan keausan jangka panjang | tanggal 9 |
6. Kasus Khusus: Bahan Berisiko Kilat Tinggi
PPS dan LCP
Kedua bahan tersebut memiliki viskositas leleh 3–5× lebih rendah dari ABS pada suhu pemrosesan. Mereka akan menemukan dan memanfaatkan celah apa pun yang dijembatani oleh material standar. Cetakan yang menjalankan PPS atau LCP harus dibuat dengan toleransi yang lebih ketat sejak awal — memasang kembali cetakan dengan toleransi standar untuk menjalankan PPS jarang yang hemat biaya.
Persyaratan wajib:
- Baja rongga S136 atau 420SS (korosi dan kekerasan)
- Kerataan permukaan perpisahan ≤0,005 mm
- Jarak bebas pin ejektor ≤0,006 mm per sisi
- Kedalaman ventilasi ≤0,008 mm pada bagian tanah
- Pilar penyangga pada titik tengah maksimum 120 mm
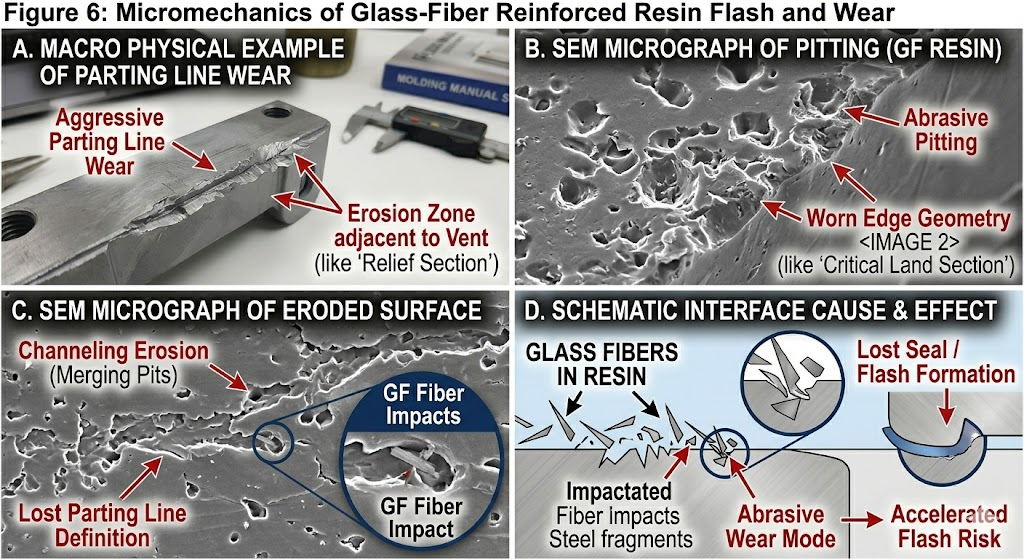
Kelas Berisi Kaca (GF30 ke atas)
Serat kaca bersifat abrasif. Permukaan parting, ventilasi, dan lubang pin ejektor semuanya lebih cepat aus pada produksi yang diisi GF dibandingkan grade yang tidak diisi. Interval pemeliharaan harus dikurangi 30–40% dibandingkan jadwal material yang tidak terisi. Sisipan baja yang diperkeras (≥50 HRC) di lokasi dengan tingkat keausan tinggi (area gerbang, garis perpisahan yang berdekatan dengan gerbang) sangat disarankan.
Bagian Berdinding Tipis (dinding <1,0 mm)
Komponen berdinding tipis memerlukan kecepatan dan tekanan injeksi yang tinggi — mendorong tekanan rongga hingga batas atas kapasitas penjepit tekan. Jendela proses antara short shot dan flash sangat sempit (terkadang <5% dari tekanan injeksi). Cetakan ini memerlukan:
- Permukaan perpisahan presisi (kerataan ≤0,005 mm)
- Penekanan yang lebih besar dari perhitungan penjepit saja (tambahkan margin 30%)
- Sensor tekanan rongga real-time — kontrol pers loop tertutup untuk mencegah kilatan cahaya
7. Biaya Flash: Mengapa Eliminasi Membayar
Flash jarang dihitung biayanya secara akurat dalam sistem kualitas. Biaya sebenarnya meliputi:
| Biaya Element | Kisaran Khas per Bagian | Catatan |
|---|---|---|
| Memangkas persalinan | $0,05–$0,40 | Tergantung pada lokasi flash dan aksesibilitas |
| Keausan perkakas akibat lampu kilat (mempercepat kerusakan PS) | $0,01–$0,05 diamortisasi | Flash mengikis PS, menciptakan siklus yang memburuk |
| Peningkatan tingkat scrap (flash menyebabkan penolakan komponen) | 1–5% dari nilai produksi | Tinggier for tight-tolerance parts |
| Penghentian jalur perakitan (flash menyebabkan masalah kesesuaian) | Variabel | Dapat memicu tagihan balik pelanggan |
| Pengembalian pelanggan / kegagalan lapangan | Tinggi | Khusus untuk menyegel permukaan |
| Waktu henti perbaikan cetakan | $500–$5.000 per insiden | Ditambah hilangnya peluang produksi |
Untuk suku cadang volume menengah dengan jumlah 500.000 suku cadang/tahun dengan biaya pemangkasan $0,20/suku cadang dan 2% sisa terkait lampu kilat, biaya tahunan dari lampu kilat yang belum terselesaikan melebihi $150.000 — jauh lebih mahal dibandingkan biaya perbaikan permukaan parting atau program pemeliharaan cetakan.
8. Kesimpulan
Flash adalah gejala, bukan akar permasalahan. Untuk mengatasinya secara permanen memerlukan identifikasi yang mana dari tujuh kategori penyebab utama — gaya penjepitan, kondisi permukaan perpisahan, parameter proses, viskositas material, suhu cetakan, defisiensi desain, atau keausan komponen — yang merupakan penyebab sebenarnya. Penyesuaian proses saja menekan flash untuk sementara; perkakas dan koreksi desain menghilangkannya secara permanen.
Strategi yang paling hemat biaya adalah pencegahan: merancang permukaan perpisahan, struktur pendukung, dan geometri ventilasi sesuai spesifikasi yang benar untuk material spesifik yang sedang dijalankan, dan menerapkan program pemeliharaan preventif terstruktur yang menangkap keausan sebelum material tersebut menjadi pelepasan yang berkualitas.
Artikel Terkait:
- Pengertian Short Shot pada Injection Moulding: Penyebab, Solusi dan Pencegahannya
- Kontrol Penyusutan & Warpage dalam Cetakan Injeksi: Panduan Teknik untuk OEM
- Pengerjaan Ulang Cetakan Injeksi: Bisakah Anda Mengubah Alat 2 Rongga menjadi 4 Rongga?
- Panduan Utama untuk Perbaikan Cetakan Injeksi: Pengelasan Laser dan Teknik Perawatan Permukaan
- Panduan Pemilihan untuk Baja Cetakan Injeksi Presisi Tinggi
Cetakan IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Cina | [email protected] | 86 153 5648 7586

