 English
English Indonesia
Indonesia
Ringkasan
Nilai polimer tahan api (FR) ditentukan pada aplikasi otomotif, elektronik, kelistrikan, dan konstruksi — namun hal ini menimbulkan tantangan pemrosesan dan risiko perkakas yang tidak dimiliki oleh nilai standar. Aditif FR mempersempit jendela proses, meningkatkan sifat korosif pada baja cetakan, mempengaruhi penyelesaian permukaan, dan mempersulit aliran daur ulang. Panduan ini mencakup sistem pemeringkatan UL94 secara rinci, menjelaskan bagaimana setiap bahan kimia FR utama berinteraksi dengan peralatan dan perkakas cetakan injeksi, dan memberikan spesifikasi praktis untuk desain cetakan dan pemilihan baja saat menjalankan material FR.
1. Mengapa Flame Retardancy Penting dalam Cetakan Injeksi
Plastik terbakar. Sebagian besar termoplastik teknik — ABS, PP, PA, PC — pada dasarnya mudah terbakar, dengan indeks oksigen pembatas (LOI) sebesar 17–28%. Dalam aplikasi dimana terdapat risiko penyalaan – selungkup listrik, rumah baterai EV, elektronik konsumen, interior pesawat terbang, panel bangunan – polimer yang tidak dimodifikasi tidak dapat memenuhi peraturan keselamatan kebakaran.
Obat penghambat api mengatasi hal ini dengan satu atau lebih mekanisme:
- Gangguan fase gas — Radikal FR memadamkan reaksi berantai pembakaran di zona api (sistem berbasis halogen)
- Pembentukan arang — Kimia FR menghasilkan lapisan permukaan berkarbon yang mengisolasi substrat dari nyala api (sistem intumescent berbasis fosfor)
- Dekomposisi endotermik — Aditif FR menyerap panas melalui dekomposisi, mendinginkan substrat di bawah suhu penyalaan (hidroksida logam: ATH, MDH)
- Pengenceran fisik — pengisi inert mengurangi fraksi senyawa yang mudah terbakar
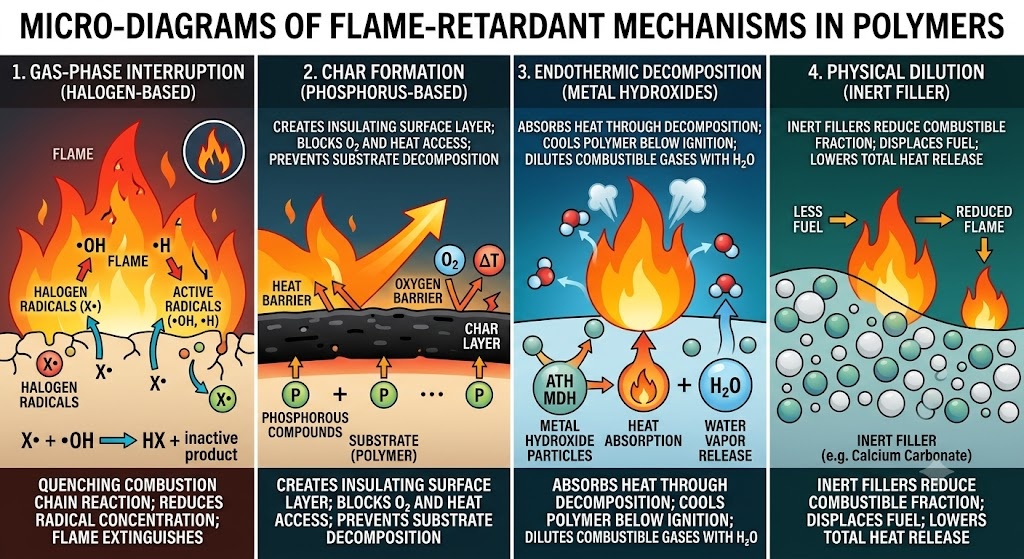
Tantangan bagi pembuat cetakan injeksi adalah bahwa mekanisme ini diaktifkan oleh panas – stimulus yang sama yang mendorong proses pencetakan. Aditif FR yang cukup stabil secara termal untuk bertahan dalam laras, namun cukup reaktif untuk berfungsi dalam kebakaran, mewakili jendela rekayasa yang sempit dengan konsekuensi langsung pada pemrosesan dan perkakas.
2. Sistem Pemeringkatan UL94: Arti Sebenarnya dari Klasifikasi
UL94 (Standar Pengujian Mudah Terbakar Bahan Plastik untuk Suku Cadang Perangkat dan Peralatan) adalah referensi global utama untuk klasifikasi mudah terbakar plastik. Memahami apa yang dituntut - dan tidak dituntut oleh setiap pemeringkatan - sangat penting untuk spesifikasi yang benar.
2.1 Ikhtisar Metode Tes
Pengujian UL94 dilakukan pada spesimen cetakan, bukan bahan mentah. Geometri spesimen penting: standar menentukan kategori ketebalan (biasanya 0,8 mm, 1,6 mm, 3,2 mm), dan peringkat bergantung pada ketebalan. Material dengan nilai V-0 pada 3,2 mm hanya dapat mencapai V-2 pada 0,8 mm.
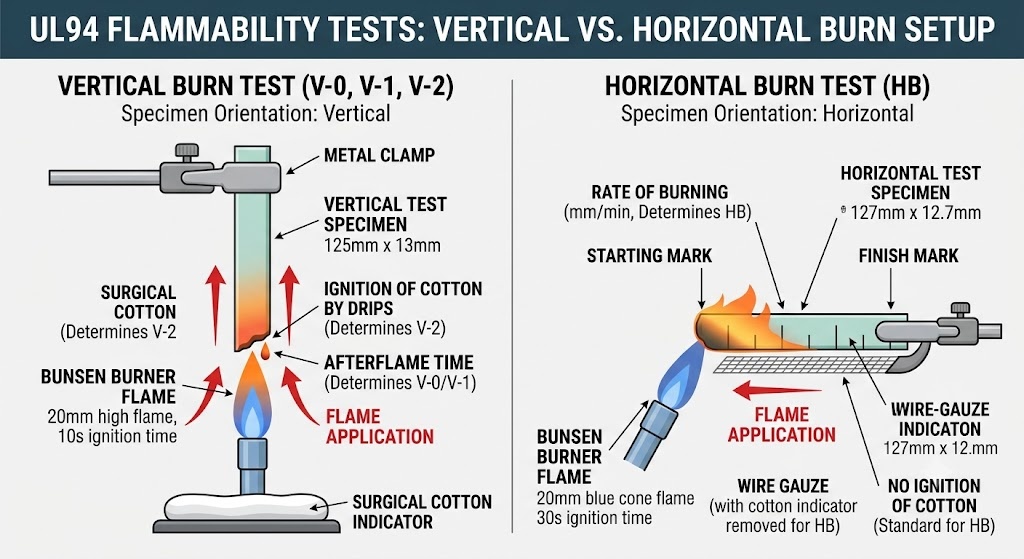
Dua seri tes utama:
Tes pembakaran vertikal (V-0, V-1, V-2, 5VA, 5VB): Spesimen berukuran 125 mm × 13 mm dipegang secara vertikal dan terkena nyala api tertentu selama dua interval 10 detik. Penetesan, waktu nyala api, dan penyalaan indikator kapas di bawah spesimen menentukan peringkatnya.
Tes pembakaran horizontal (HB): Spesimen berukuran 127 mm × 12,7 mm dipegang secara horizontal. Ini adalah klasifikasi terendah — sebagian besar polimer komoditas tanpa perlakuan FR mencapai HB pada ketebalan yang cukup.
2.2 Kriteria Klasifikasi
| Peringkat | Afterflame ≤ (setiap aplikasi) | Total afterflame ≤ (5 spesimen) | Menetes menyulut kapas? | Perasaan senang sesudah mengalami kesenganan ≤ | Catatan |
|---|---|---|---|---|---|
| V-0 | 10 detik | 50 detik | Tidak | 30 detik | Vertikal paling ketat |
| V-1 | 30 detik | 250 detik | Tidak | 60 detik | Vertikal tingkat menengah |
| V-2 | 30 detik | 250 detik | Ya diperbolehkan | 60 detik | Menetes diperbolehkan |
| 5VA | — | — | Tidak | — | Tidak burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Tidak | — | Pembakaran pada plak diperbolehkan; lebih ketat dari V-1 |
| HB | Terbakar ≤ 76 mm/menit (>3mm) atau padam | — | T/A | — | Terendah; sebagian besar komoditas plastik |
2.3 Pemeringkatan dalam Praktek: Apa yang Sebenarnya Ditentukan oleh Regulator dan OEM
| Aplikasi | Persyaratan Minimum UL94 | Catatan |
|---|---|---|
| Penutup elektronik konsumen (IEC 62368-1) | V-1 atau V-0 | Tergantung pada ketebalan dinding dan sumber panas internal |
| Tempat baterai EV dan penutup BMS | V-0 pada ≤1,6 mm | Seringkali diperkuat oleh persyaratan pelarian termal khusus OEM |
| Konektor listrik otomotif (USCAR-2) | V-0 pada ≤0,8 mm | Dinding sangat tipis — mempersempit pilihan material secara signifikan |
| Rumah peralatan rumah tangga (IEC 60335) | V-1 atau V-0 | Tergantung kategori |
| Penutup listrik industri (IEC 61439) | V-0 atau 5VA | 5VA semakin dispesifikasikan untuk casing berukuran besar |
| Komponen interior pesawat (FAR 25.853) | Tidakt UL94 — uses OSU heat release and vertical bunsen tests | UL94 tidak cukup untuk ruang angkasa |
| Bangunan dan konstruksi (EN 13501) | Sistem Euroclass B–E, bukan UL94 | Standar pengujian yang berbeda sepenuhnya |
Poin kritis: Peringkat UL94 dilaporkan oleh pemasok untuk warna, ketebalan, dan sertifikasi lot tertentu. Housing PC/ABS hitam yang mencapai V-0 tidak menjamin V-0 dalam warna putih atau alami — interaksi aditif FR dengan sistem pigmen memengaruhi kinerja, dan kartu kuning UL94 mencantumkan warna yang disetujui secara eksplisit.
3. Keluarga Utama Kimia FR dan Profil Pengolahannya
3.1 Flame Retardant Halogenasi (Brominasi / Klorinasi)
Mekanisme: Radikal halogen mengganggu reaksi berantai pembakaran dalam fase gas. Sangat efektif pada tingkat pembebanan rendah (5–15 phr), memungkinkan V-0 dengan dampak minimal pada sifat mekanik.
Sistem umum:
- Sinergis antimon trioksida Decabromodiphenyl ethane (DBDPE) — ABS, PINGGUL, PA
- Oligomer tetrabromobisphenol A (TBBPA) — campuran PC/ABS
- Parafin terklorinasi — aplikasi komoditas berbiaya lebih rendah
Perilaku pemrosesan:
- Stabil secara termal hingga 280–300°C di sebagian besar formulasi — kompatibel dengan suhu pemrosesan ABS, PA66, PC
- Di atas 300°C, produksi gas HBr/HCl meningkat tajam — melebihi suhu barel menyebabkan pelepasan gas korosif
- Pembersihan dengan bahan pembawa netral (HDPE atau PP) wajib dilakukan saat mematikan — bahan brominasi yang terperangkap akan terdegradasi dan menyerang permukaan barel dan sekrup
- Korosif terhadap baja perkakas standar: HBr dan HCl dihasilkan pada setiap deviasi proses serangan hal20 dan H13. Tidak parah pada kondisi normal tetapi bersifat kumulatif pada produksi volume tinggi
Implikasi perkakas:
- Baja rongga hal20 standar dapat diterima untuk proses yang terkontrol dengan baik
- Pelapisan (krom keras atau nikel tanpa listrik) direkomendasikan untuk proses bervolume tinggi atau proses apa pun yang berjalan mendekati batas suhu atas
- Protokol pembersihan harus didokumentasikan dalam instruksi proses — peristiwa pembakaran yang disebabkan oleh kilatan menyebabkan lubang korosi lokal di gerbang dan ventilasi
Status peraturan: Daftar REACH SVHC mencakup beberapa senyawa FR brominasi. Petunjuk RoHS membatasi PBB dan PBDE. DBDPE saat ini tidak dibatasi di UE dan AS, namun masih dalam proses peninjauan. Tentukan hanya nilai yang sesuai dengan REACH/RoHS — verifikasi pernyataan pemasok setiap tahun.
3.2 Flame Retardant Berbasis Fosfor (Bebas Halogen)
Mekanisme: Mempromosikan pembentukan lapisan arang pada permukaan polimer, secara fisik menghalangi akses oksigen dan mengisolasi substrat. Beberapa sistem fosfor juga mempunyai aktivitas fase gas.
Sistem umum:
- Resorcinol bis(diphenyl phosphate) (RDP) — Campuran PC/ABS (sistem utama untuk V-0 PC/ABS bebas halogen)
- Aluminium diethylphosphinate (AlPi, Clariant Exolit® seri OP) — PA6, PA66, PBT
- Melamin polifosfat (MPP) — PA6, PA66
- Fosfor merah — PA, PBT (sekarang jarang digunakan karena bahaya penanganannya)
Perilaku pemrosesan:
- RDP di PC/ABS: mengurangi viskositas lelehan (bertindak sebagai pemlastis pada suhu pemrosesan) → meningkatkan risiko flash , mengurangi margin gaya penjepit
- AlPi dalam grade PA: stabil secara termal hingga 320°C, efek viskositas minimal — sistem FR paling ramah proses yang tersedia saat ini
- MPP di PA: stabilitas sedang; di atas 290°C, menyebabkan timbulnya uap amonia dan melamin permukaan melepuh dan garis-garis perak — pertahankan suhu leleh pada batas bawah kisaran PA
- Semua sistem fosfor: penyerapan kelembapan dalam penyimpanan menurunkan kinerja dan menyebabkan guratan/garis perak — spesifikasi pengeringan lebih ketat daripada nilai yang tidak terisi
Persyaratan pengeringan (nilai fosfor FR):
| Polimer Dasar | Pengeringan Kelas Standar | Pengeringan Kelas FR | Catatan Tambahan |
|---|---|---|---|
| PA6 | 80°C / 4 jam | 85°C / 6–8 jam | Nilai MPP sangat sensitif terhadap kelembapan |
| PA66 | 85°C / 4 jam | 90°C / 6–8 jam | Nilai AlPi lebih pemaaf |
| PBT | 120°C / 4 jam | 130°C / 5–6 jam | FR PBT sangat sensitif terhadap kelembapan |
| PC/ABS | 90°C / 3–4 jam | 95°C / 4–6 jam | RDP bermigrasi pada penyimpanan — gunakan segera setelah dibuka |
Implikasi perkakas:
- Migrasi RDP: Pada PC/ABS dengan RDP, ester fosfat dapat bermigrasi ke permukaan bagian dan ke rongga cetakan seiring waktu. Hal ini menyebabkan:
- Penumpukan deposit cetakan pada permukaan rongga (residu putih atau kuning) yang memerlukan pembersihan setiap 50.000–150.000 suntikan tergantung pada kondisi pengoperasian
- Pengurangan kilap permukaan pada komponen jika jamur tidak dibersihkan — penting untuk permukaan Kelas A
- Baja tahan karat (S136) atau hal20 berlapis krom keras mengurangi adhesi endapan dan menyederhanakan pembersihan
- Nilai AlPi di PA adalah sistem FR yang paling ramah perkakas — deposit minimal, korosi minimal
3.3 Flame Retardant Berbasis Nitrogen (Sistem Melamin)
Mekanisme: Terutama pengenceran fase gas melalui pelepasan nitrogen; beberapa promosi arang bila dikombinasikan dengan fosfor (sistem intumescent).
Sistem umum:
- Melamine cyanurate (MC) — PA6, PA66 (V-2 dapat dicapai, V-0 sulit tanpa sinergis)
- Melamin polifosfat (MPP) — PA6, PA66 (V-0 achievable in combination)
- Sistem intumescent (APP pentaerythritol melamin) — PP, PE (terutama untuk aplikasi kabel dan film bebas halogen)
Perilaku pemrosesan:
- MC di PA: terurai pada 320°C melepaskan asam isosianat dan uap melamin — batas atas keras suhu leleh 290°C untuk senyawa PA66/MC
- Sublimasi melamin pada permukaan rongga cetakan membentuk endapan tepung berwarna putih — memerlukan pembersihan rongga yang sering
- Sistem PP intumescent: sangat sensitif terhadap geser; kecepatan injeksi yang tinggi menyebabkan komponen FR terpisah dan tergores
Implikasi perkakas:
- Endapan sublimasi melamin merupakan masalah pengotoran jamur yang paling agresif pada kategori kadar FR
- Rongga berlapis krom atau berlapis PVD secara signifikan mengurangi adhesi endapan — interval perawatan 2–3× lebih lama dibandingkan yang tidak dilapisi
- Penyumbatan ventilasi akibat endapan merupakan risiko yang signifikan — ventilasi harus dirancang agar dapat diakses dan dibersihkan sesuai jadwal yang ditentukan (biasanya setiap 30.000–80.000 pengambilan gambar)

3.4 Tahan Api Logam Hidroksida (ATH, MDH)
Mekanisme: Dekomposisi endotermik melepaskan uap air, mendinginkan substrat dan mengencerkan gas yang mudah terbakar. Tanpa halogen, tanpa fosfor, tanpa nitrogen — bahan kimia paling bersih dari sudut pandang produk sampingan pemrosesan.
Sistem umum:
- Aluminium trihidrat (ATH) — terurai pada 180–200°C; membatasi penggunaan polimer yang diproses di bawah 200°C (EVA, LDPE, PVC)
- Magnesium dihidroksida (MDH, brucite) — terurai pada 300–320°C; memperluas penerapannya pada PP, PA6
Perilaku pemrosesan:
- Diperlukan pembebanan yang sangat tinggi (40–65% berat) untuk mencapai V-0 — secara dramatis meningkatkan kepadatan senyawa dan mengurangi sifat mekanik
- Pemuatan pengisi yang tinggi meningkatkan viskositas lelehan secara signifikan — diperlukan tekanan injeksi yang lebih tinggi, waktu pengisian yang lebih lama
- Menggosok pada sekrup, tong, dan rongga cetakan — tingkat keausan tinggi , mirip dengan nilai berisi kaca
- Senyawa MDH/ATH memiliki efisiensi peningkatan LOI per unit pemuatan yang sangat rendah dibandingkan dengan sistem halogen/fosfor — jarang digunakan jika diperlukan V-0 pada dinding tipis
Implikasi perkakas:
- Perlakukan setara dengan GF30–GF40 untuk tujuan keausan
- Sisipan gerbang yang diperkeras (≥52 HRC) wajib dilakukan
- Desain pelari dan gerbang harus meminimalkan geser (diameter lebih besar dari padanan tanpa terisi) untuk mencegah aglomerasi pengisi dan erosi gerbang
- Baja rongga: H13 atau baja perkakas yang diperkeras setara — hal20 tidak terlalu berguna untuk produksi ATH/MDH volume tinggi
4. Penyesuaian Parameter Pemrosesan untuk Nilai FR
Tabel: Penyesuaian Jendela Proses vs. Polimer Dasar
| Parameter | Arah | Besaran | Alasan |
|---|---|---|---|
| Suhu leleh | Lebih rendah | 5–20°C di bawah standar | Mencegah dekomposisi termal FR |
| Waktu tinggal barel | Minimalkan | Desain untuk maks <5 menit | Degradasi bergantung pada waktu × suhu |
| Kecepatan injeksi | Kurangi | 10–20% | Mengurangi dekomposisi akibat geseran; mengurangi risiko flash (RDP) |
| Tekanan punggung | Kurangi | 10–20% di bawah standar | Mengurangi timbulnya panas geser |
| Kecepatan sekrup | Kurangi | RPM 10–15%. | Alasan yang sama |
| Protokol pembersihan | Wajib | Per shutdown setiap saat | Mencegah degradasi korosif di antara proses berjalan |
| Pengeringan | Tingkatkan suhu dan waktu | Lihat Tabel di Bagian 3.2 | Nilai FR lebih sensitif terhadap kelembapan |
| Suhu cetakan | Lebih rendah end of range | Jika memungkinkan | Mengurangi pembentukan deposit (sistem melamin) |
| Suhu pelari panas | Minimal layak | Serendah yang dimungkinkan oleh pengisian | Zona paling kritis untuk degradasi FR |
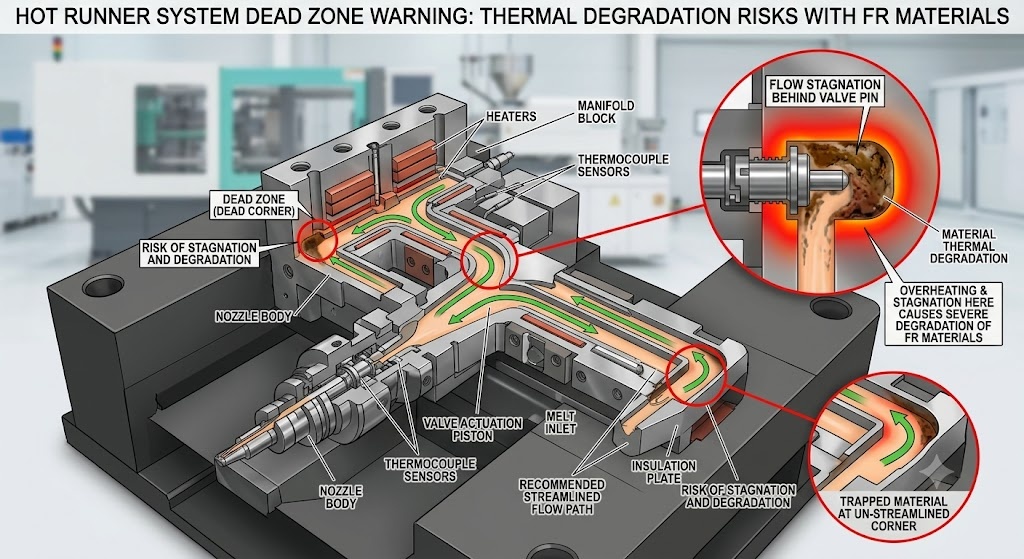
Pertimbangan Pelari Panas
Hot runner adalah zona dengan risiko tertinggi terhadap degradasi material FR. Ujung manifold dan nosel mempertahankan suhu leleh secara terus menerus — dan di zona mati (di belakang batang katup, pada tikungan manifold yang dirancang dengan buruk), waktu tinggal dapat mencapai 30–60 menit. Hal ini cukup untuk menurunkan sebagian besar sistem FR.
Persyaratan desain hot runner wajib untuk grade FR:
- Geometri manifold yang ramping penuh (tidak ada sudut mati) — tentukan ke pemasok hot runner
- Volume manifold minimum sesuai dengan persyaratan pengisian — manifold yang terlalu besar meningkatkan waktu tinggal
- Kontrol suhu zona independen per nosel — memungkinkan manajemen suhu minimum yang tepat
- Gerbang katup lebih disukai daripada gerbang terbuka — memungkinkan penghentian positif selama penghentian produksi
- Penurunan suhu saat penghentian: segera turunkan ke 150–170°C jika jeda produksi >5 menit
5. Pemilihan Cetakan Baja dan Perawatan Permukaan
Tabel: Baja Cetakan yang Direkomendasikan oleh FR Chemistry
| Sistem FR | Polimer Dasar | Baja Rongga | Baja Inti | Sisipan Gerbang | Perawatan Permukaan | Catatan |
|---|---|---|---|---|---|---|
| brominasi (DBDPE) | ABS, HIPS | P20 atau S136 | P20 | H13 mengeras | Pelapisan krom keras atau EN | Pelapisan penting untuk volume tinggi |
| RDP (ester fosfat) | PC/ABS | S136 lebih disukai | P20 | S136 | Pelapisan PVD atau EN | Adhesi deposit paling rendah pada S136 |
| AlPi (aluminium fosfat) | PA, PBT | P20 atau H13 | P20 | H13 | Krom opsional | Sistem FR yang paling ramah perkakas |
| Melamin (MC, MPP) | PA6, PA66 | P20 krom atau S136 | P20 | H13 | Wajib krom keras | Sublimasi endapan parah tanpa lapisan |
| ATH / MDH (logam hidroksida) | PP, PA, EVA | H13 mengeras | H13 | H13 atau karbida | Chrome atau PVD | Perlakukan sebagai senyawa pengisi abrasif |
| Inheren (PPS, MENGINTIP) | PPS, MENGINTIP | S136 atau 420SS | S136 | S136 | Opsional | Korosif pada suhu leleh; risiko korosi baja dasar |
Perbandingan Kinerja Perawatan Permukaan untuk Aplikasi FR
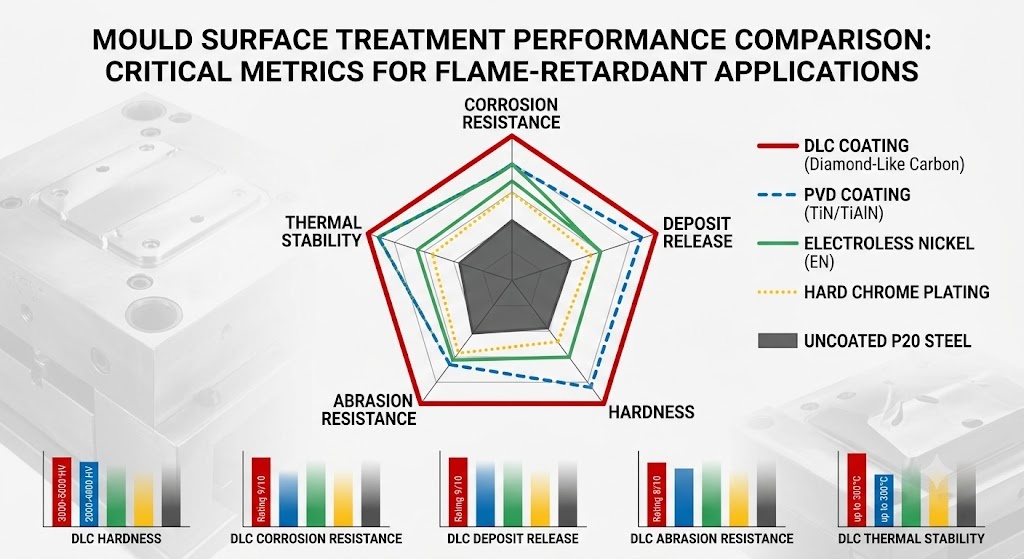
| Pengobatan | Ketahanan Korosi | Pelepasan Setoran | Kekerasan (HV) | Suhu Maks | Biaya Premi |
|---|---|---|---|---|---|
| Pelapisan krom keras | Bagus | Sedang | 900–1100 | 400°C | 15–25% |
| Nikel tanpa listrik (EN) | Luar biasa | Bagus | 500–700 | 260°C | 10–20% |
| PVD (TiN, TiAlN) | Bagus | Bagus–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (Karbon Seperti Berlian) | Luar biasa | Luar biasa | 3000–5000 | 300°C | 30–50% |
| P20 tidak dilapisi | Buruk | Buruk | 300–350 | — | Dasar |
Pelapisan DLC memberikan performa pelepasan endapan terbaik untuk grade FR sistem melamin — khususnya berharga untuk produksi PC/ABS dan PA bervolume tinggi di mana waktu henti pembersihan rongga sangat signifikan.
6. Desain Ventilasi untuk Kelas FR
Senyawa tahan api menghasilkan lebih banyak gas keluar dibandingkan senyawa yang tidak terisi — produk samping dekomposisi, uap air dari logam hidroksida, dan zat aditif yang mudah menguap, semuanya menghasilkan gas yang harus dikeluarkan dari rongga. Ventilasi yang tidak memadai menyebabkan:
- Efek diesel terbakar di lokasi pengisian terakhir — endapan arang yang sering salah didiagnosis sebagai gerbang memerah atau degradasi material
- Tembakan pendek dari tekanan balik gas di bagian yang tebal
- Permukaan melepuh dari kelembaban yang terperangkap atau komponen FR yang mudah menguap
Rekomendasi Kedalaman Ventilasi untuk Nilai FR
| Bahan / Sistem FR | Kedalaman Ventilasi (tanah, mm) | Lebar Ventilasi (mm) | Kedalaman Pelepasan Ventilasi (mm) | Interval Pembersihan |
|---|---|---|---|---|
| ABS / FR brominasi | 0,012–0,018 | 5–8 | 0.5 | Setiap 100.000 tembakan |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Setiap 80.000 tembakan |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Setiap 120.000 tembakan |
| PA6 / melamin | 0,008–0,012 | 4–6 | 0.3 | Setiap 30.000–50.000 tembakan |
| PP/ATH berwarna intumesen | 0,015–0,020 | 6–10 | 0.5 | Setiap 80.000 tembakan |
| PPS (FR bawaan) | 0,005–0,008 | 3–5 | 0.2 | Setiap 150.000 tembakan |
Senyawa FR berbahan dasar melamin mempunyai perilaku pengotoran ventilasi yang paling agresif. Cetakan produksi yang menjalankan PA6/MC dan tidak dibersihkan sesuai jadwal akan menyumbat ventilasi dalam 50.000 pengambilan gambar — menyebabkan pembakaran, pengambilan gambar pendek, dan penolakan komponen.
Rekomendasi desain: Untuk grade FR dengan kecenderungan keluarnya gas yang tinggi (melamin, sistem intumescent), rancang ventilasi sebagai sisipan yang dapat diganti jika memungkinkan. Hal ini memungkinkan pembersihan ventilasi secara offline sementara cetakan terus berjalan dengan set cadangan yang bersih.
7. Pertimbangan Kualitas dan Kepatuhan
7.1 Verifikasi Kartu Kuning UL94
Peringkat UL94 yang tercetak pada lembar data material adalah klaim pemasaran pemasok. Sumber resminya adalah Basis data iQ Produk UL (sebelumnya Kartu Kuning) . Sebelum menentukan material FR untuk aplikasi yang diatur UL94, verifikasi:
- Nilai dan lot yang tepat sesuai dengan daftar Kartu Kuning saat ini
- Peringkat tersebut berlaku untuk ketebalan dinding bagian Anda — banyak material kehilangan satu kelas peringkat pada dinding yang lebih tipis
- Warnanya tercantum — sistem pigmen memengaruhi kinerja FR
- Tanggal kedaluwarsa sertifikat masih berlaku — UL melakukan pengujian ulang secara berkala dan peringkat dapat ditarik
7.2 Dampak Warna pada Kinerja FR
Sistem pigmen berinteraksi dengan aditif FR dengan cara yang dapat mengurangi kinerja sebesar satu kelas UL94 penuh. Karbon hitam (digunakan dalam senyawa hitam) umumnya meningkatkan kinerja FR — mendorong pembentukan arang. Pigmen putih (TiO₂) bersifat netral hingga agak negatif. Pigmen organik (khususnya pigmen azo kuning dan merah) dapat mengganggu sistem FR fosfor.
Aturan: Selalu memenuhi syarat kinerja FR berdasarkan warna produksi, bukan data referensi alami atau hitam saja. Jika pelanggan memerlukan V-0 dalam beberapa warna, dapatkan verifikasi Kartu Kuning UL untuk setiap warna secara terpisah.
7.3 Kinerja FR Garis Las dan Garis Rajut
Daerah garis las pada bagian FR cetakan injeksi biasanya menunjukkan penurunan ketahanan api dibandingkan dengan bagian curah. Di zona las, serat kaca sejajar dengan bagian depan aliran, dan distribusi aditif FR bisa tidak seragam. Pengujian harus mencakup spesimen yang dipotong dari daerah garis las untuk aplikasi dengan persyaratan keselamatan kebakaran yang kritis.
7.4 Penggilingan Ulang dan Daur Ulang
Aditif FR – khususnya sistem terhalogenasi – mempersulit daur ulang di akhir masa pakainya. Penggilingan ulang dalam proses (sariawan, runner, bagian yang ditolak) dari senyawa FR brominasi memerlukan:
- Rasio penggilingan maksimum: 10–15% berat — rasio yang lebih tinggi menurunkan kinerja FR dan meningkatkan produksi gas
- Regrind tidak boleh dicampur di seluruh kelompok kimia FR — regrind brominasi yang mengkontaminasi senyawa bebas halogen menciptakan ketidakpastian kepatuhan
- Dokumentasikan rasio penggilingan ulang dalam catatan proses untuk ketertelusuran
8. Pemecahan Masalah: Cacat Umum Tingkat FR dan Akar Penyebabnya
| Cacat | Kemungkinan Penyebab Terkait FR | Tindakan Korektif |
|---|---|---|
| Garis-garis / permainan perak | Kadar air pada senyawa FR; dekomposisi FR yang mudah menguap | Tingkatkan waktu/suhu pengeringan; mengurangi suhu leleh; periksa penyimpanan bahan |
| Perubahan warna kuning/coklat di gerbang | Dekomposisi termal FR pada nosel hot runner | Kurangi suhu nosel; meminimalkan waktu tinggal; bersihkan lebih sering |
| Endapan putih pada permukaan rongga | Sublimasi melamin (sistem MC/MPP) atau migrasi RDP | Bersihkan rongga dengan pelarut yang sesuai; meningkatkan frekuensi pembersihan; pertimbangkan lapisan DLC |
| Terbakar di lokasi pengisian terakhir | Ventilasi tidak memadai; gas keluar dari dekomposisi FR | Menambah atau memperdalam ventilasi di lokasi pembakaran; mengurangi kecepatan injeksi |
| Flash (awal baru) | RDP bertindak sebagai pemlastis yang mengurangi viskositas | Kurangi suhu leleh; periksa materi MFI vs lot sebelumnya; mengurangi kecepatan injeksi |
| Mengurangi kilap | Deposit jamur dari migrasi FR | Bersihkan rongga; aplikasikan lapisan PVD atau DLC |
| Tembakan pendek (previously stable tool) | Ventilasi yang tersumbat dari endapan FR | Segera bersihkan ventilasi; menerapkan pemeliharaan ventilasi terjadwal |
| Delaminasi/pemisahan lapisan | Kontaminasi penyesalan yang tidak kompatibel; kelembaban | Hilangkan kontaminasi penyesalan; verifikasi pengeringan; periksa sertifikasi lot |
| Kegagalan uji UL94 pada bagian produksi | Perubahan warna tanpa kualifikasi ulang; menyesali rasio berlebihan; dinding lebih tipis dari bersertifikat | Kualifikasi ulang warna; mengurangi penyesalan; verifikasi ketebalan dinding pada bagian tipis |
9. Kesimpulan
Nilai cetakan injeksi tahan api menghadirkan kombinasi unik antara sensitivitas proses, agresi perkakas, dan kompleksitas kepatuhan yang tidak dimiliki oleh termoplastik rekayasa standar. Konsekuensi dari kesalahan pengelolaan material FR lebih dari sekadar kualitas komponennya — senyawa FR yang terdegradasi dapat menimbulkan korosi pada sekrup dan barel, menyumbat ventilasi, mengendap pada rongga, dan dalam kasus terburuk menghasilkan gas beracun di lingkungan pemrosesan.
Jalan menuju produksi tingkat FR yang andal adalah sistematis: memilih bahan kimia FR yang tepat untuk suhu aplikasi dan persyaratan peraturan, menentukan baja cetakan dan perlakuan permukaan yang sesuai dengan bahan kimia tersebut, menerapkan kontrol pengeringan dan proses yang lebih ketat, dan menetapkan jadwal pemeliharaan preventif yang memperhitungkan percepatan karakteristik pengotoran dan keausan senyawa FR. Merekayasa faktor-faktor ini pada tahap desain membutuhkan biaya yang lebih kecil dibandingkan biaya yang diperlukan untuk memperbaikinya dalam produksi.
Artikel Terkait:
- Cetakan Injeksi Perumahan Baterai EV: PA66 GF50 vs. PPS GF40 — Pengorbanan Rekayasa
- 8 Bahan Cetakan Injeksi Teratas untuk tahun 2026
- Panduan Pemilihan untuk Baja Cetakan Injeksi Presisi Tinggi
- Cetakan Berkedip pada Cetakan Injeksi: Penyebab, Pencegahan, dan Pemberantasan
- Mencapai Permukaan Akhir Optimal dalam Cetakan Injeksi Plastik
Cetakan IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, Cina | [email protected] | 86 153 5648 7586

