 English
English Indonesia
Indonesia
Jawaban Inti: Kelayakan Teknis dan Evaluasi Ekonomi Pengerjaan Ulang 2 Rongga menjadi 4 Rongga
Mengubah cetakan injeksi dari 2 rongga menjadi 4 rongga adalah secara teknis berisiko tinggi dan biasanya melibatkan desain ulang lengkap tata letak dasar cetakan, penyeimbangan pelari, dan integrasi pendinginan. Jawaban Langsung: Kecuali jika cetakan awalnya dirancang sebagai “Cetakan Jembatan” dengan jarak yang telah ditentukan sebelumnya atau menggunakan sistem sisipan yang dapat diganti, biaya modifikasi dan risiko kegagalan produksi seringkali melebihi investasi untuk membangun alat 4 rongga yang baru.
Hambatan Teknis Kritis dalam Penggandaan Rongga
Menggandakan jumlah gigi berlubang bukan hanya soal ruang fisik; hal ini memerlukan penilaian ulang yang mendasar Dinamika Cairan Cetakan Injeksi .
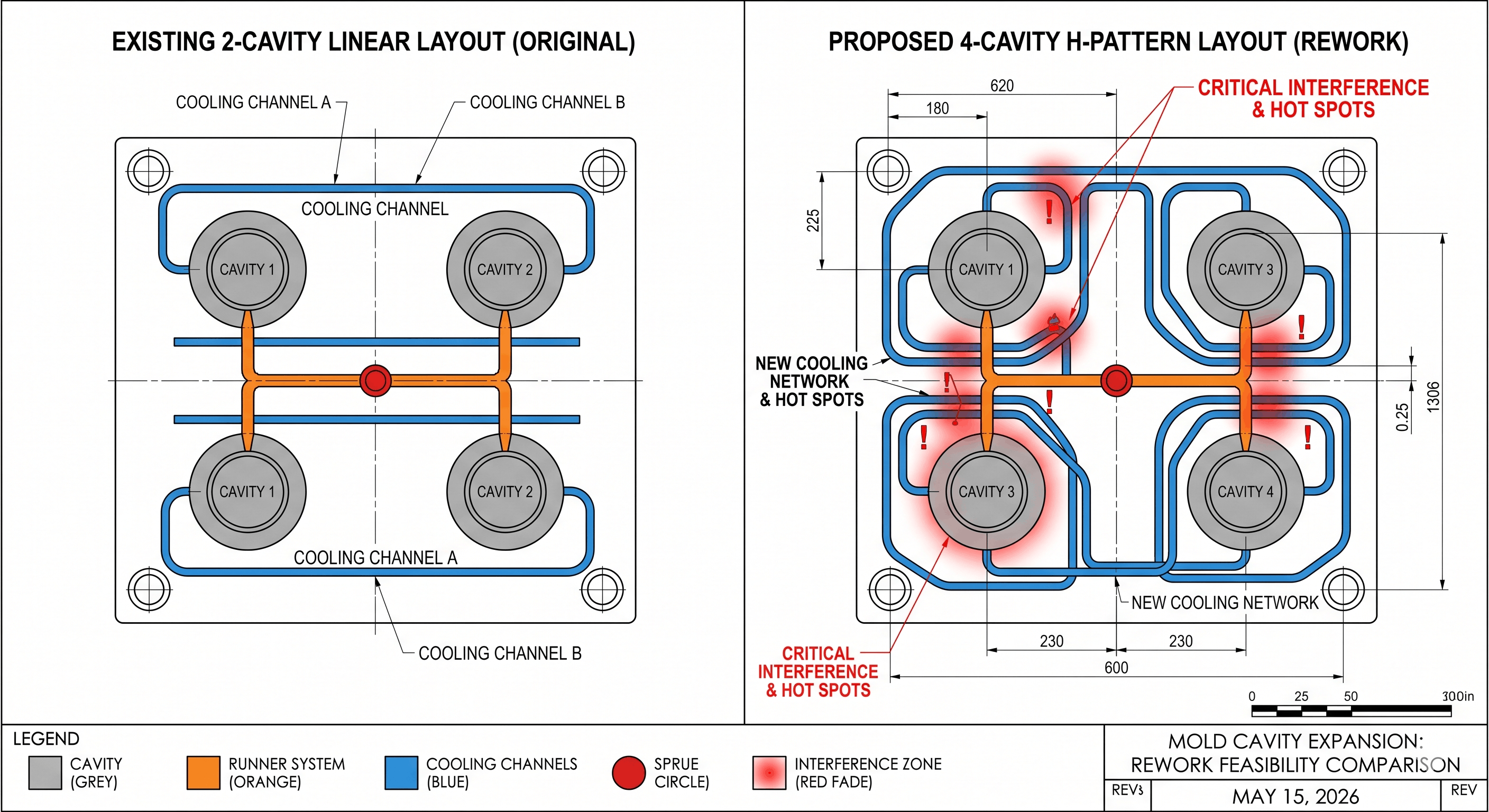
- Penyeimbangan Pelari: Cetakan 2 rongga biasanya menggunakan pelari garis lurus. Memperluas menjadi 4 rongga memerlukan transisi ke Pola-H atau Simetri melingkar untuk memastikan tekanan, suhu, dan waktu pengisian yang sama di semua rongga. Jika titik umpan tengah ditetapkan, mencapai keseimbangan pasca konstruksi hampir tidak mungkin dilakukan tanpa mengurangi kualitas komponen.
- Logika Beban Termal & Pendinginan: Menambahkan rongga menggandakan energi panas yang masuk ke cetakan. Yang sudah ada Saluran Pendingin (Saluran air) jarang diposisikan untuk menahan panas ekstra. Kegagalan untuk mengubah rute jalur ini akan menciptakan “titik panas”, yang mengakibatkan penyusutan yang tidak merata, lengkungan, dan waktu siklus yang jauh lebih lama.
- Integritas Struktural: Mengolah rongga baru ke dalam dasar cetakan yang sudah ada akan melemahkan pilar dan pelat penyangga. Di bawah tekanan injeksi yang tinggi, pelat cetakan dapat rusak Defleksi mikro , menyebabkan kilatan cahaya atau kerusakan yang tidak dapat diperbaiki pada garis perpisahan.
Matriks Keputusan Teknis: Pengerjaan Ulang vs. Pembuatan Baru
Perbandingan berikut menguraikan trade-off antara retrofit alat lama dan berinvestasi pada cetakan baru yang berkinerja tinggi.
| Metrik Evaluasi | Pengerjaan Ulang Alat yang Ada (Retrofit) | Pembangunan 4 Rongga Baru (Investasi Baru) |
|---|---|---|
| Biaya di Muka | Lebih rendah (Menghemat 30%-50% pada baja) | Lebih tinggi (Belanja modal penuh) |
| Efisiensi Produksi | Tidak stabil; sering kali menghasilkan siklus yang lebih panjang | Tinggi; dioptimalkan melalui pendinginan konformal |
| Konsistensi Bagian | Miskin; risiko tinggi varian rongga-ke-rongga | Unggul; divalidasi melalui simulasi CAE |
| Umur Panjang Alat | Dikurangi; area pengelasan yang rawan retak | Panjang; integritas struktural penuh |
| Frekuensi Perawatan | Tinggi; tekanan pada segel dan slide | Rendah; menggunakan komponen standar |
Evaluasi Digital: Bagaimana Mengukur “Kemampuan Pengerjaan Ulang”
Sebelum menyetujui modifikasi, teknisi harus memvalidasi proyek menggunakan tiga KPI kuantitatif:
- Validasi Kekuatan Penjepit: Total luas proyeksi (A) dari 4 bagian dikalikan dengan tekanan rongga § tidak boleh melebihi 80% dari gaya penjepit terukur mesin (F).
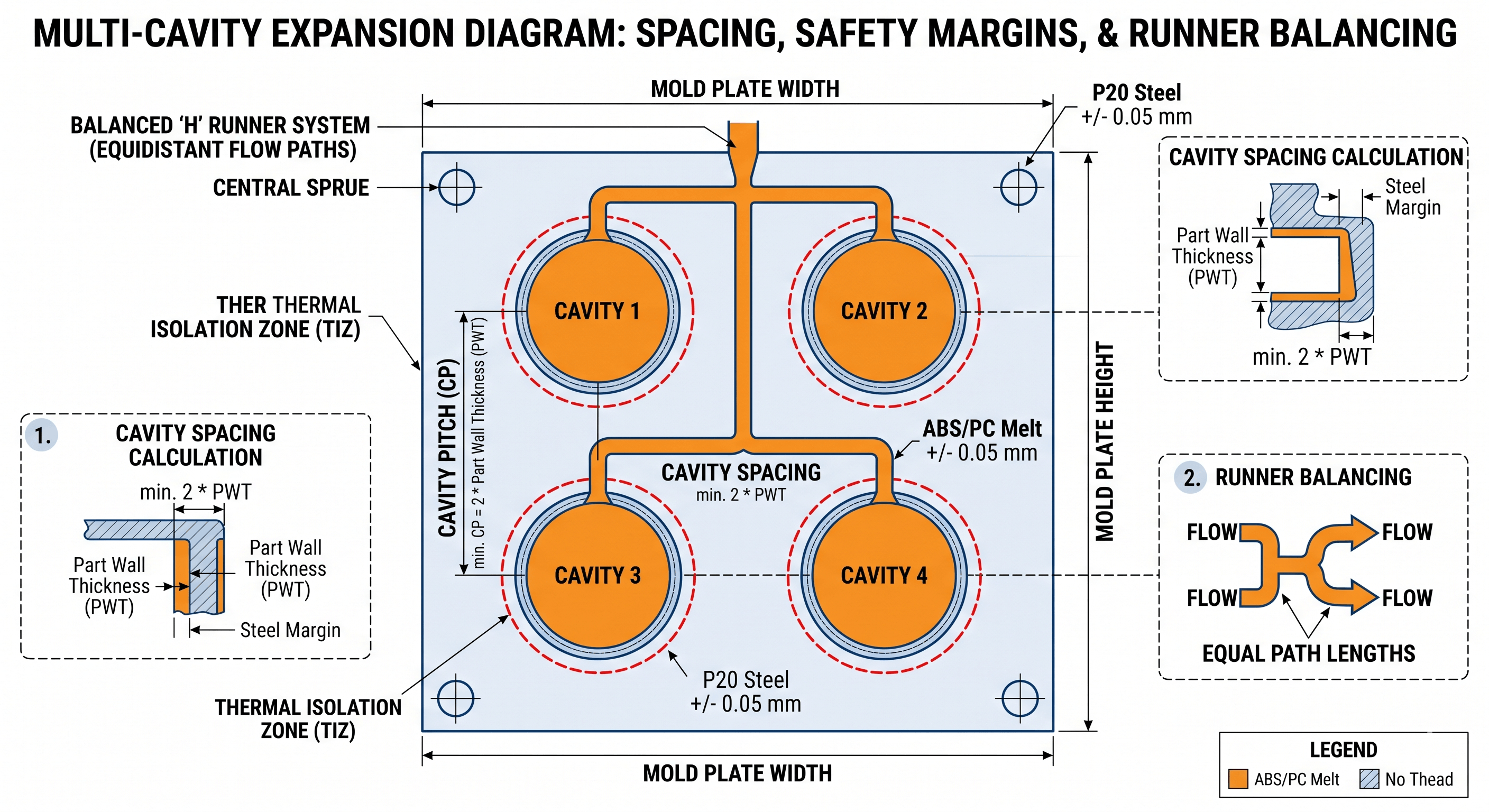
Rumus: F > (A1 A2 A3 A4)*P/0,8 - Keamanan Pitch & Baja Rongga: Harus ada ketebalan dinding baja minimal 2x ketebalan dinding bagian maksimum antar rongga untuk menjamin stabilitas termal.
- Rasio Kapasitas Tembakan: Berat total 4 bagian idealnya berada antara 20% dan 80% dari kapasitas tembakan maksimum mesin injeksi untuk mencegah degradasi polimer.
Cuplikan Kontekstual
- Apa itu Penyeimbangan Pelari? Ini adalah praktik teknik merancang jalur aliran dengan panjang yang sama untuk memastikan plastik cair mencapai setiap rongga secara bersamaan, mencegah fluktuasi berat dan dimensi bagian.
- Apa itu Kekuatan Penjepit? Tekanan yang diterapkan oleh mesin cetak injeksi untuk menjaga cetakan tetap tertutup terhadap tekanan internal yang dihasilkan oleh plastik yang disuntikkan.
- Mengapa Pengerjaan Ulang menyebabkan “Flash”? Kilatan terjadi ketika plastik bocor di antara bagian cetakan, sering kali disebabkan oleh gaya penjepitan yang tidak memadai atau defleksi pelat setelah menambahkan lebih banyak rongga daripada yang dirancang untuk ditopang oleh dasar cetakan.
Penulis: Cetakan IMTEC
Kualifikasi: Panduan teknis ini ditulis oleh IMTEC Mould. Dengan berakhir 18 tahun pengalaman dalam pembuatan cetakan presisi tinggi
Keahlian: Mengkhususkan diri dalam DFM (Desain untuk Manufaktur), Optimasi Multi-rongga, dan protokol pencetakan injeksi tingkat medis.

