 English
English Indonesia
Indonesia
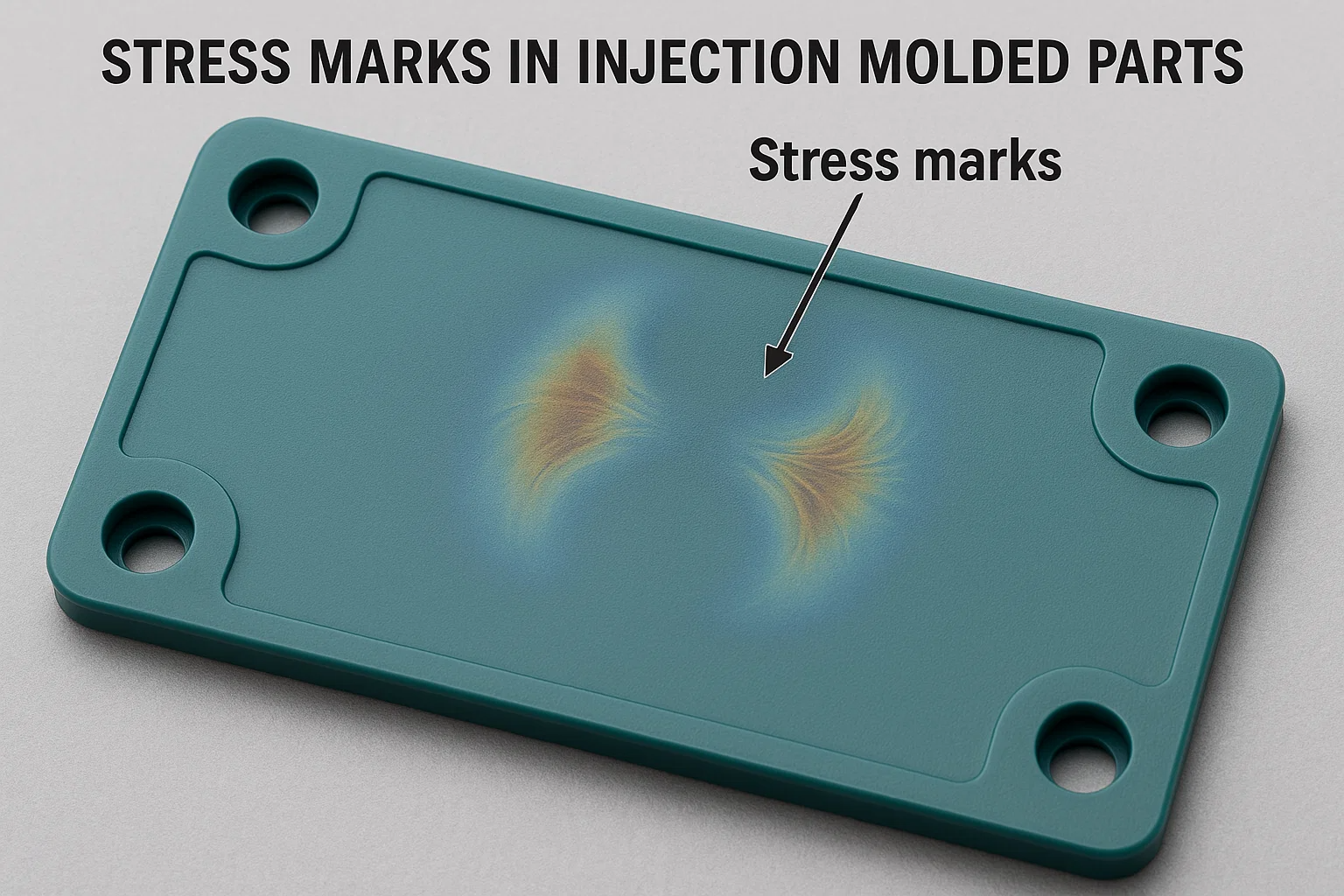
I. Definisi dan manifestasi tanda stres
Tanda tegangan pada bagian cetakan injeksi adalah cacat permukaan yang disebabkan oleh konsentrasi tegangan lokal, muncul sebagai tekstur mengkilap atau tidak merata. Lokasi umum meliputi:
- Perbedaan visual : Lebih terlihat pada bagian berwarna gelap, menyerupai "garis hantu" atau naungan yang tidak rata.
- Fitur Posisi : Sering terjadi di dekat ujung aliran, garis las, dan area dengan pendinginan yang tidak rata.
Ii. Analisis akar penyebab
1. Kelemahan desain cetakan
- Desain Gerbang yang Tidak Benar : Gerbang kecil atau penempatan yang buruk menyebabkan laju geser tinggi dan gradien suhu.
- Perubahan ketebalan dinding yang tiba -tiba : Variasi ketebalan yang melebihi 30% menyebabkan penyusutan yang tidak merata (mis., Area berdinding tipis membatasi kontraksi, menghasilkan tegangan tarik).
- Ventilasi yang tidak memadai : Perangkap gas pada garis perpisahan atau ujung aliran membuat kelebihan panas dan turbulensi aliran lokal.
- Sudut tajam dan desain tulang rusuk : Resistensi aliran tinggi pada sudut tajam; Rusuk lebih tebal dari 40% -60% dari ketebalan dinding utama mengganggu keseragaman pendingin.
2. Masalah Parameter Proses
- Kecepatan/tekanan injeksi yang berlebihan : Stres geser tinggi dan orientasi molekuler meningkatkan stres residu.
- Salah urus suhu : Suhu leleh rendah atau pendingin cetakan yang tidak rata (mis., Saluran pendingin yang dirancang dengan buruk) memperkuat perbedaan penyusutan.
- Tekanan pengemasan yang tidak mencukupi : Waktu pengepakan pendek atau tekanan rendah gagal mengkompensasi penyusutan, menyebabkan tanda wastafel dan tanda stres di bagian tebal.
3. Karakteristik material
- Indeks aliran leleh tinggi (MFI) : Bahan cairan yang berlebihan mempromosikan orientasi molekuler dan penyusutan yang tidak rata.
- Efek kristalinitas : Bahan kristal (mis., PP, PA) sensitif terhadap laju pendinginan; Area dinding tebal mengembangkan perbedaan kristalinitas.
- Pemisahan aditif : Pengisi seperti serat kaca terakumulasi pada ujung aliran, melemahkan ikatan antarmuka.
4. Keterbatasan Desain Produk
- Ketebalan dinding yang tidak seragam : Contohnya termasuk penutup belakang laptop dengan variasi ketebalan 40% -60%.
- Penempatan garis las yang buruk : Tanda stres terbentuk saat garis las bertepatan dengan permukaan kosmetik.
AKU AKU AKU. Solusi komprehensif
1. Optimalisasi Desain Cetakan
- Modifikasi Gerbang : Memperbesar gerbang (mis., 1.5mm → 2.0mm); Adopsi kipas atau gerbang tumpang tindih untuk mengurangi geser.
- Transisi ketebalan bertahap : Tambahkan jari -jari (≥0,5 × ketebalan dinding) pada perubahan tiba -tiba; Studi kasus menunjukkan pengurangan tanda stres 80%.
- Ventilasi yang ditingkatkan : Tambahkan slot ventilasi (kedalaman 0,02-0.04mm) pada ujung aliran; Gunakan baja berpori atau masukkan ventilasi.
- Pendinginan konformal : Menerapkan saluran pendingin konformal untuk membatasi variasi suhu hingga ± 5 ° C.
2. Penyesuaian proses
- Kontrol suhu : Naikkan suhu leleh dengan 10-20 ° C (mis., PA66: 270 ° C → 290 ° C) dan suhu jamur sebesar 20-30 ° C (mis., ABS: 60 ° C → 80 ° C).
- Injeksi multi-tahap : Mulai dengan kecepatan rendah (30% -50% maks) untuk pengisian awal, kemudian beralih ke kecepatan tinggi; Tetapkan tekanan pengemasan pada tekanan injeksi 70% -90%.
- Waktu pengepakan yang diperpanjang : Peningkatan dari 2s ke 4s untuk mengurangi penyusutan dan residu stres.
3. Modifikasi material
- Bahan krinkage rendah : Tambahkan 30% bedak ke PP, mengurangi penyusutan dari 1,8% menjadi 0,8%.
- Aditif aliran : 0,1%-0,5%pelumas berbasis silikon lebih rendah viskositas leleh sebesar 10%-20%.
- Kompatibilitas Serat : Rawat serat kaca dengan agen kopling untuk meminimalkan stres antarmuka.
4. Pasca-pemrosesan & pengujian
- Anil : Bagian PC dianil pada 120 ° C selama 2 jam menghilangkan stres internal 60% -80%.
- Deteksi stres : Gunakan cahaya terpolarisasi atau perendaman pelarut (mis., ABS dalam asam asetat glasial selama 2 menit) untuk analisis kualitatif.
Iv. Studi Kasus
Kasus 1: Tanda stres stok pistol mainan
- Masalah : Hal 10% GF bagian menunjukkan tanda stres pada tulang rusuk (perbedaan ketebalan 50%).
- Memperbaiki : Mengurangi ketebalan tulang rusuk hingga 40% dari dinding utama; tambahkan jari -jari; tekanan pengemasan yang lebih rendah (80MPA → 60MPA); Naikkan suhu cetakan (60 ° C → 80 ° C).
- Hasil : 100% eliminasi; Hasil meningkat dari 70% menjadi 95%.
Kasus 2: tanda stres penutup laptop
- Masalah : Bagian ABS PC memiliki tanda stres karena ketidakcocokan dinding 0,9mm/1.5mm.
- Memperbaiki : Gerbang reposisi untuk mengisi area tebal terlebih dahulu; Naikkan suhu cetakan (90 ° C → 110 ° C); Perpanjang pengemasan ke 6s.
- Hasil : Pengurangan 90%; Tingkat kelulusan kosmetik 98%.
V. Ringkasan
Mitigasi tanda stres membutuhkan optimasi multidisiplin:
- Desain preventif : Variasi ketebalan dinding batas (≤20%); Gunakan jari -jari dan pelari seimbang.
- Pemrosesan presisi : Kontrol suhu/tekanan gradien dengan pengemasan yang memadai.
- Pemilihan materi : Memprioritaskan krinkage rendah, bahan aliran tinggi; Gunakan pengubah sesuai kebutuhan.
Peningkatan sistematis meningkatkan estetika, kinerja mekanik, dan efisiensi biaya.

